高压阀体模锻工艺及模具设计
2018-02-27 07:07罗天园中车资阳机车有限公司锻造事业部
锻造与冲压 2018年3期
文/罗天园·中车资阳机车有限公司锻造事业部
随着石油行业的发展以及对钻采设备技术要求的提高,越来越多的石油钻采设备厂家将铸造阀体改为锻钢件。我公司历经40余年锻造技术的沉淀,已为国内、国外用户开发了各类高压阀体锻件近三十个品种,在模锻阀体领域累积了丰富的锻造经验。
产品结构分析
我公司生产的阀体材料主要为ASTM4130、ASTM410SS、F91、F92等,公司生产的阀体锻件简图如图1所示,重量范围从10kg到600kg,整体形状趋于一致。从图1可以看出,锻件截面变化较大,在工艺制定及工装设计时需考虑材料的预分料及工装的合理设计便于金属流动。
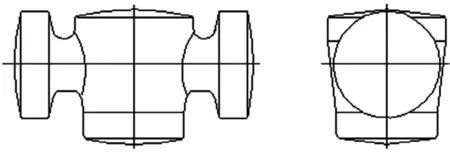
图1 锻件二维图
工艺技术分析
锻造原材料规格的选取一般根据锻件料耗及市场通用材料规格选取。具体的经验方法如下,首先通过三维建模测算锻件重量,考虑到料耗及火耗,在锻件重量的基础上乘以约1.16倍作为几个基础重量G,其次依据两端法兰的直径大小选取在该尺寸上下偏差在±5mm之间的规格棒料D。
计算最大面积
通过三维建模分析锻件的最大截面积S,一般阀体的最大截面均在最中间部位的阀身(图2),并将该最大截面积Smax乘以1.15倍的经验数值后作为所需坯料的截面积,再计算出相应的Dmax。
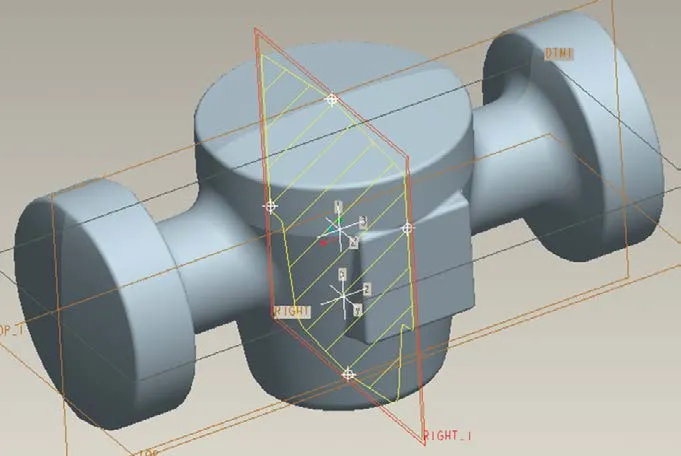
图2 阀体最大截面位置图
测算锻件的投影面积
依据投影面积来核算具体的设备吨位,一般采用锻造经验公式F=4S,其中F为模锻锤吨位,S为锻件投影与桥部、1/2仓部面积之和,依据不同的设备选型制定不同的工艺及工装设计方案。
工艺路线及模具设计
通过上述工艺分析的数据就可以制订具体的工艺路线和工装设计思路,该过程又分为两类,一类是D≥Dmax,另一类是D≤Dmax。
当D≥Dmax时
根据重量计算出坯料长度L,若L与锻件总长接近或略短时,可以直接选取该规格作为工艺用料。当L大于锻件总长时,可选取略大规格的材料,计算后保证L略短于锻件总长即可。
上述分析提及的锻件的工艺方法及工装设计均较为简单,其工艺方法为坯料直接送入型腔便可锻打,过程中注意清理氧化皮及锻件尺寸的控制。其工装设计思路为单模腔锻造,可设计四角锁扣以提升工装导向精度,具体工装图设计如图3所示。
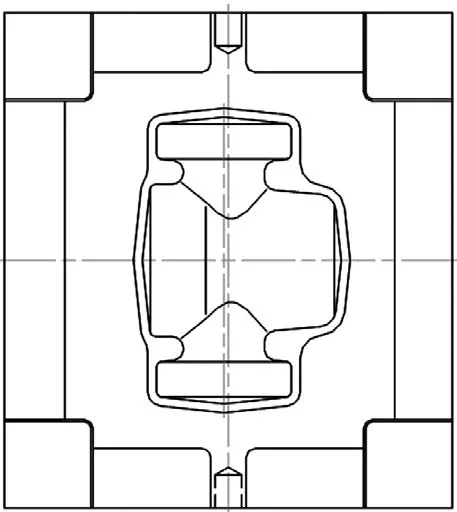
图3 单型腔阀体锻模结构
当D<Dmax时
又分为两种情况,这种情况又分为两种类型,即D<Dmax<1.15D和1.15D≤Dmax。
当D<Dmax<1.15D时,工艺方案及工装设计思路均可参照前文方案执行,因为即便坯料的截面小于锻件截面Smax,但两端法兰颈部在变形时会将一部分金属挤压到中体部位,不至于锻件中体缺料,锻件仍可以充满。
当1.15D≤Dmax时,就要在工艺方案和工装设计时考虑其他制坯方法。若锻件重量在150kg左右,且模块足够大,在承击面允许的情况下可以在锻模上设计一个镦粗型腔,将坯料进行镦粗后再放入终锻型腔,在镦粗的同时可以去除大部分氧化皮,其工装结构设计如图4所示,图中圆形型腔即为坯料镦粗型腔。
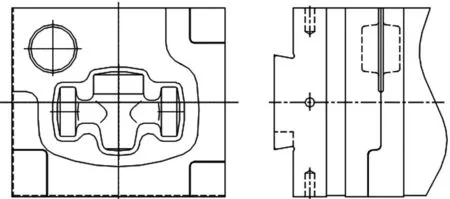
图4 有镦粗型腔的锻模结构
当锻件最大截面超过坯料直径1.15倍且锻件重量较大,分模面较小,不适宜在锤上镦粗时,只能采用自由锻造进行制坯。其工装设计结构同图3,其自由锻制坯时,原材料规格选取方法仍然需参照两端法兰截面。同时需设计一套镦粗用漏盘,镦粗时将漏盘放置在坯料上下端进行自由镦粗,镦粗后坯料总长比热锻件短30~50mm,其中漏盘要有足够的斜度且口部圆角要足够大,否则易在锻件过渡处形成折叠。具体制坯方式及效果图见图5。
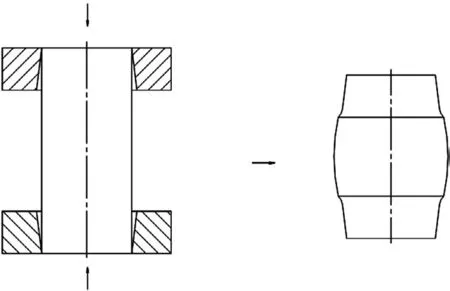
图5 自由锻制坯方式及效果图
为进一步降低生产成本,正在研究一种大型阀体在模锻锤上制坯的方案,该方案将尽可能的发挥我公司10t、16t模锻锤联合锻造的优势,将自由锻制坯成本偏高及模锻锤上制坯不方便操作的弊端得以消除,从而实现大型阀体1~1.5火次锻造成形。该方案不但可有效降低生产成本而且可很好的提升锻件表面质量,在镦粗时彻底解决表面氧化皮的困扰。思路是将上述的漏盘以镶块模的方式设计并装配到10t模上,并考虑通用及互换性。坯料在10t模进行镦粗后,采用操作机转移至16t模锻锤进行锻造,从而实现一火次锻造。其中若生产节拍较长或异常时,可将坯料稍许加热保温后再进行模锻,镶块模设计如图6所示。
课堂是教学的主阵地,学生获取知识的主渠道。高效课堂是每位教师孜孜追求的目标,高效课堂是追求高效益、低成本的课堂。然而在现实课堂中追求面上的温度、形上的复杂度蔚蓝成风,看似很“枝繁叶茂”,其实“空洞无物”,预设多、生成少,课堂杂乱、冗繁、肤浅。美国心理学家布鲁纳说过:“任何学科的内容都可以用更为经济、富有活力的简约方式表达出来,从而使学习者易于掌握。”可见,高效课堂应从简约开始。
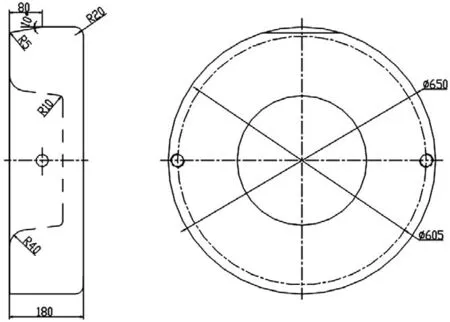
图6 镶块模设计图
生产中出现的问题及措施
目前,我公司已生产各类阀体三十余种,重量范围从10kg到560kg,其中有需要制坯也有一次成形,根据产品重量、规格形成了一系列的阀体生产工艺及工装,期间也发生了一些质量问题,随着工艺的不断改进及操作水平的提高,一系列质量问题正在不断消除中。
锻件表面质量较差
由于先期操作人员质量意识不强,未能将氧化皮有效去除,导致氧化皮粘在坯料表面,最终在锻件上形成凹坑,严重影响外观质量及加工余量。通过后期的质量意识教育并在工艺中严格要求,同时在生产中加入氧化皮去除工序后,表面质量得到一定提升。
锻件弯曲
由于部分锻件颈部尺寸较小,当锻模型腔尺寸变大时,切边的过程中切边力也相应地增大,导致颈部及法兰部位切边力激增,而使得锻件在长度方向发生一定量的弯曲,进而影响后续加工,给划线加工造成不必要的麻烦。后续生产中通过及时打磨切边模刃口使其锋利,及时修复锻模该类质量问题可以逐步解决。
法兰及颈部产生折叠
此类问题主要发生在锻模上进行镦粗类产品,其原因主要为坯料镦粗过度,导致过渡部位过于激凸形成台阶,进而在模锻时形成折叠。出现该质量问题后,及时对班组做出要求,要求对镦粗高度做出限制,同时对镦粗型腔口部圆角进行加大,此类问题得以解决。
模具塌陷严重
由于锻模四个颈部位置在生产中极易发生塌陷,一旦班组不能发现工装塌陷导致锻件局部缺肉,可能会生产出批量废品。在此种情况下,首先将锻模四个口部圆角修磨使其增大至原尺寸2~3倍,其次要求班组在生产时,必须采用喷雾进行冷却,避免锻模局部受热变形。
批量生产
我公司正进行多个品种的阀体生产,在工艺、工装设计中均采用上述方案,取得了良好的效果,同时也出现一些质量问题,通过相应的措施得以消除,图7所示为批量生产的阀体锻件。

图7 批量生产的阀体锻件
总结
我公司拥有十余年生产各类阀体的锻造历史,涉及三十余种平板阀、旋塞阀、截止阀、角阀类锻件,积累了较为丰富的设计及生产经验。在此期间走了不少弯路,最终探索出了一条成功的道路。通过多年来设计、生产阀体的经验,已具备生产各种阀体的能力,且质量控制水平也在稳步提高,为公司继续做大、做强锻件产业奠定了坚实的技术基础。
猜你喜欢
锻造与冲压(2022年23期)2022-12-23
模具制造(2022年6期)2022-07-26
锻造与冲压(2020年23期)2020-12-18
金属加工(热加工)(2020年11期)2020-11-25
科学与财富(2020年25期)2020-11-09
科学导报·学术(2020年14期)2020-10-14
锻造与冲压(2018年7期)2018-05-29
兵器装备工程学报(2018年3期)2018-04-04
橡塑技术与装备(2018年2期)2018-02-19
中国塑料(2016年5期)2016-04-16