中国精密锻造工艺和模具发展现状(下)
2018-02-27 07:07章立预郑英俊胡红旗太仓久信精密模具股份有限公司
锻造与冲压 2018年3期
文/章立预,郑英俊,胡红旗·太仓久信精密模具股份有限公司
徐祥龙·江苏森威精锻有限公司
《中国精密锻造工艺和模具发展现状》(上)见《锻造与冲压》2018年第1期
汽车等速万向节(CVJ)
汽车等速万向节,英文缩写CVJ,是汽车传动系统的关键部件。CVJ系统中的几个部件,非常适合于精密锻造,包括三销套(TJ)、球笼(BJ)、内星轮、十字轴等。基于几十年的发展,中国企业已经掌握了相关的工艺和模具技术。
⑴三销套(TJ)/球笼(BJ)。
除了小部分主要用于微型车的TJ部件是低碳钢冷锻成形的,大部分相对尺寸较大的TJ部件主要采用中碳钢。在售后市场上,最常见的TJ部件工艺是三步热锻成形的,国内许多小型企业使用三台单工位液压机或一台单工位热模锻压力机锻造的部件来满足售后服务市场的要求。
OEM市场的零件要求更高,尤其在尺寸精度、微观组织、脱碳层深度等方面。一些大型企业从德国和日本进口了先进的多工位压力机,如图19和20所示。根据公布的信息,舒勒压力机的年产量可以达到450万件以上,工艺过程是四工位温锻及一工位冷精整。

图19 五工位Kurimoto C2F-20GWL

图20 五工位Schuler MME-2000
目前,冷精整前已经采用更为环保的高分子涂层作为润滑,效果已经得到验证。为提高模具寿命,冷精整模具选用耐磨的硬质合金材料做模芯,其表面粗糙度抛光至Ra0.04μm以下。冲头材料选用高速钢,硬度60~62HRC,用高速铣加工成形。
⑵内星轮。
内星轮三工位冷锻成形,与热锻成形相比,具有锻件尺寸精度高、生产效率高、材料利用率高等优点。但是坯料前处理工序长,且钢坯需要磷皂化处理,对环境不友好,容易造成环境污染等问题。
国内某厂家开发成功了热锻与闭式冷精整相结合的工艺,大大提高了效率,消除了磷皂化对环境的危害。
闭式模锻技术
闭式模锻是一种先进的精密锻造技术,适合闭模锻造的零部件主要有十字轴、锥齿轮、喷油嘴、内星轮等(图21)。国内部分厂家已经完全掌握了闭式模锻的工艺、模具设计以及制造技术。

图21 典型的闭式模锻锻件
闭式模锻的关键设备是闭式模架,其中最重要的部件是背压动力源。国内部分厂家已经能独立设计和制作这种模架及附件,动力源多选用附加氮气缸或氮气弹簧,并在大批量的锻件生产中得到了充分的验证与肯定。越来越多的厂家开始受益于所选用的闭式模架与氮气弹簧动力源。图22所示为双向氮气弹簧闭式模架,这是一个双向闭式模架示意图,氮气弹簧主要从美国进口。
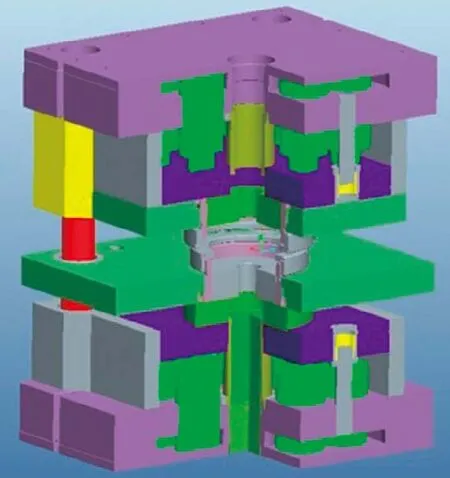
图22 双向氮气弹簧闭式模架
伞形齿轮
目前,中国是世界上伞形齿轮生产量及使用量最大的国家。典型生产公司代表:江苏太平洋精锻、江苏飞船等,工艺设计、模具设计制造以及大批量生产管理等核心技术均已成熟。不同种类的车辆对齿形精度有不同要求,商用车必须符合标准GB/T 11365-1989 class8~10,而乘用车应满足class7~9。热/温精密锻造可以满足class9~10的要求。目前有两种工艺,可以确保精锻锥齿轮的精度高于class8,一种方法是热/温锻和冷精整,另一种方法是直接冷精锻成形。图23所示为差速器伞形齿轮。

图23 差速器伞形齿轮
汽车差速器锥齿轮对啮合稳定性和噪声要求严格,需要对齿形和齿向进行修形。与EDM方法相比,高速铣具有较高的效率,在中国已被广泛采用,但昂贵的模具成本阻碍了其在大模数锥齿轮模具中的应用,因此通常的解决方法是使用电极放电加工型腔,电极用高速铣加工。一些厂家正在寻找新工艺,如电化学加工模具,但在汽车模具工业中并没有大范围使用,目前只在一些军工企业里有某些应用。
中国精密锻造行业开发与研究方向
目前,国内精密锻造行业正在围绕下列各点进行研究和开发工作。
节能环保
⑴轻型汽车锻件的研究。
1)铝镁等轻合金锻造;
2)中空结构零件成形。
⑵新型润滑方式的研究,取代传统磷皂化润滑。
1)改变传统的冷锻成形工艺,使用温锻和冷精整工艺;
2)用冷挤压油或Bechem等新型润滑剂,冷锻小变形零件。例如:温锻后的冷精整小型花键轴;
3)高分子润滑剂,例如:小模数锥齿轮,结合齿环;
4)高分子润滑剂、冷挤压油等用于TJ、BJ和某些反挤压的冷精整。
自动化锻造
随着人工成本的不断攀升,越来越多的企业已经开始考虑应用自动化,推动“以机代人”智能化发展。在锻造行业,比较典型的三种方式有:①机器人;②数控步进梁;③简易搬运工装。
高精度锻件
⑴优化过程。
升级工艺可以大大提高锻件尺寸精度,特别是在工艺中应用先进的设备。如多工位技术,侧向挤压、振动挤压、与伺服压力机相结合的工艺等。
⑵高精度的制造要求。
先进的数控机床用于模具制造越来越多,大大提高了模具的尺寸精度。
中国精密锻造行业面临的困难
⑴随着社会老龄化的加剧和年轻人不愿意从事锻造工作,再加上几年前一些大学撤销了锻造专业,现在面临专业人才的短缺;
⑵高品质模具材料必须进口;
⑶高品质锻造材料必须进口。
结束语
中国精密锻造行业已经取得了巨大进步,体现在一些典型的精密锻件上,例如变速箱传动轴、整体式结合齿、结合齿环、CVJ锻件等。国内一些厂家已经完全掌握了这些零件的工艺设计、模具设计和制作。未来几年,国内领先的精密锻造厂家将会专注于自动化、高精度锻件和非磷皂化工艺的研究和发展。
猜你喜欢
中国核电(2021年3期)2021-08-13
锻压装备与制造技术(2021年3期)2021-08-13
建材发展导向(2021年13期)2021-07-28
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
民用飞机设计与研究(2020年4期)2021-01-21
山东冶金(2018年5期)2018-11-22
凿岩机械气动工具(2017年3期)2017-11-22
制造技术与机床(2017年3期)2017-06-23
光学精密工程(2016年6期)2016-11-07
锻压装备与制造技术(2016年3期)2016-06-05