
球面渐开线弧齿锥齿轮3D打印制造
2018-02-03 02:32,
机械与电子 2018年1期
,
(1.东北大学中荷生物医学与信息工程学院,辽宁 沈阳 110169;2. 中航工业沈阳飞机设计研究所,辽宁 沈阳 110035)
0 引言
球面渐开线弧齿锥齿轮具有承载能力大、运转稳定(不卡滞)、传动效率高及噪声小等诸多优点,被广泛地应用于航空航天、工程装备等高速或重载的机械产品中。弧齿锥齿轮现有的加工方式及机床,在工程近似基础上,大多采取美国Gleason(格里森)加工制造体系。这种以直代曲的工程近似必然会影响弧齿锥齿轮的设计制造精度,降低了弧齿锥齿轮产品使用性能,并且其加工工艺复杂,制造成本很高。3D打印制造球面渐开线弧齿锥齿轮能够在工程实际中,使无原理性加工误差、快速制造弧齿锥齿轮成为一种可能。
1 球面渐开线弧齿锥齿轮机械原理[1-5]
如图1所示,假设有一圆平面与一基圆锥相切,基圆锥的母线OA1即是假设圆平面半径Rb,而且基圆锥的顶点O始终与假设圆平面的圆心O保留相互重合。当假设圆平面在这一基圆锥上作纯滚动运动时,设直径OA1为该圆平面上任一通过其圆心O的直径,在空间几何上展出一锥曲面OA1A2,得出在曲线A1A2上任一点距离顶点O的长度不变(等于假设圆平面的半径Rb),其轨迹A1A2是一球面曲线。根据上述形成机理,该球面曲线为球面渐开线。球面渐开线位于OA1A2上,该锥曲面就为球面渐开线的齿廓曲面。当球面半径增加至无穷大时(即锥顶扩展至无穷远时),该球面渐开线便成为普通的平面渐开线,此平面渐开线就是通常的圆柱齿轮齿廓曲线。
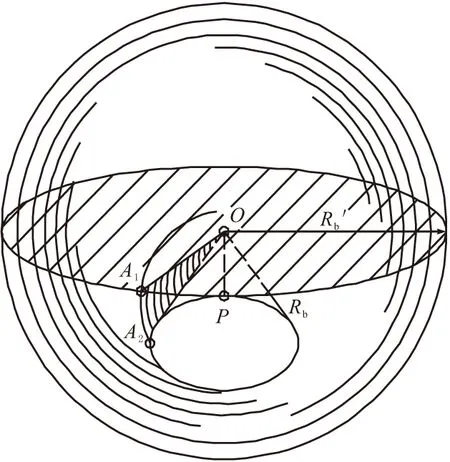
图1 球面渐开线直齿锥齿轮
把上述弧齿锥齿轮的齿廓发生线OA1替换成半径为r的圆弧线时,所形成的齿廓便是球面渐开线齿形的弧齿锥齿轮齿廓,如图2所示。
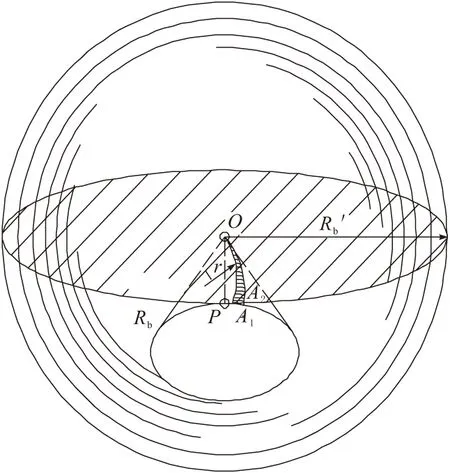
图2 球面渐开线弧齿锥齿轮
2 球面渐开线的数学模型
以弧齿圆锥齿轮基圆锥的顶点O(如图1所示)为原点,在XOY平面平行于上述基圆的直角坐标系(O-XYZ)中,成立弧齿圆锥齿轮的球面渐开线数学方程为:
(1)
Rb为基圆锥的锥距(圆平面的半径);δb为基锥角;φ,ψ分别为基圆及圆平面的展成角,ψ=φ*sinδb。
弧齿锥齿轮是当今工业生产中最为广泛应用的螺旋锥齿轮,弧齿是指该圆锥齿轮轮齿齿面节线展开后为一圆弧曲线,为了保证其传动平稳性并增大其重迭系数,弧齿锥齿轮螺旋角通常选用为35°。
基圆锥的螺旋线数学方程为:
(2)
(0≤λ≤35)

3 金属零件3D打印技术[6-7]
经典的金属零件3D 打印方式主要包括3种:激光工程化净成形技术(LENS)(其主要应用于大型复杂的金属构件等);激光选区熔化技术(SLM)(其主要应用于复杂小型的金属精密零件等);电子束选区熔化技术(EBSM)(其主要应用于航空航天复杂的金属构件、医疗植入物零件等)。从弧齿锥齿轮零件加工制造的强度和精度要求考虑,优先选择激光选区熔化技术(SLM)。
SLM 技术的基本原理为:首先在计算机上应用CATIA,UG,Pro/E,SolidWorks等三维建模软件设计出零件的三维实体模型,然后通过切片软件对建好的三维实体模型实行切片分层,从而得到所要制造零件的各截面轮廓数据源,再由轮廓数据源生成填充扫描的路径,它的设备就将按照这些填充扫描线路径,控制激光束选区熔化的各层次的金属粉末材料,进而逐步堆叠成三维实体金属零件。其成形原理如图3所示。在激光束进行开始扫描前,铺粉装置先把金属粉末平推到成形缸的基板上面,激光束再按照当前层次的填充扫描线的路径,选区熔化在基板上的粉末,加工制造出当前的层,然后成形缸自动下降1个层厚的距离,粉料缸上升到一定厚度的距离,铺粉装置在已加工制造完的当前层次上铺好金属材料粉末,设备进而调入下一层次的零件轮廓的数据源进行加工再制造,如此反复地层层加工,直至到整个机械零件加工制造完成。整个加工制造过程是在通有惰性气体保护环境中的加工制造室中进行完成,以此避免金属材料在高温环境下与其他气体发生化学反应。
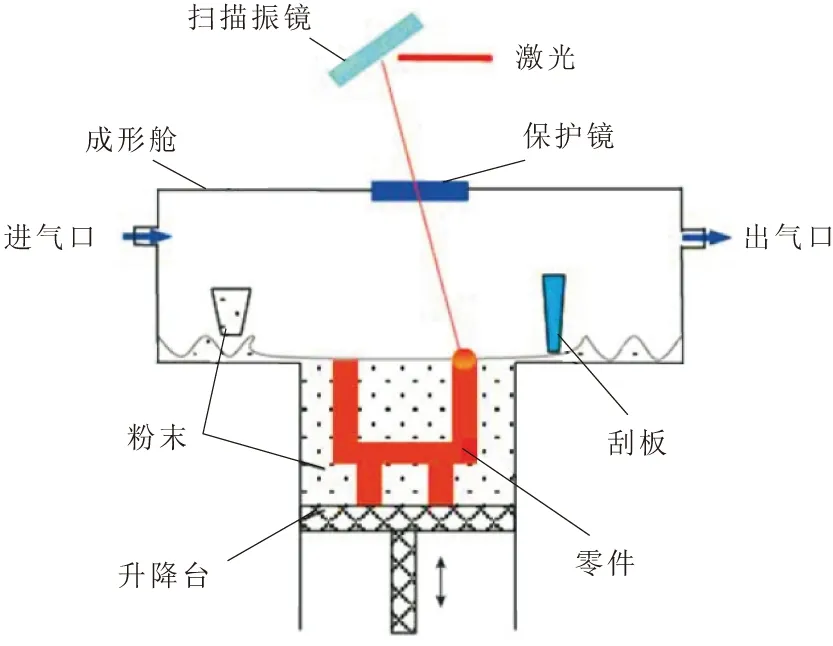
图3 激光选区熔化技术(SLM)
4 基于齿面发生线的3D打印制造
根据式(1)和式(2),应用CATIA软件建成球面渐开线弧齿锥齿轮的三维实体数模,如图4所示,以球面渐开线弧齿锥齿轮的数学方程模型为理论基础,采用了CATIA参数化建模思想,精确地生成了球面渐开线模型,修改其齿轮参数可以形成新的球面渐开线模型。从而实现弧齿锥齿轮参数化精确建模,提高零件的造型精度及速度。
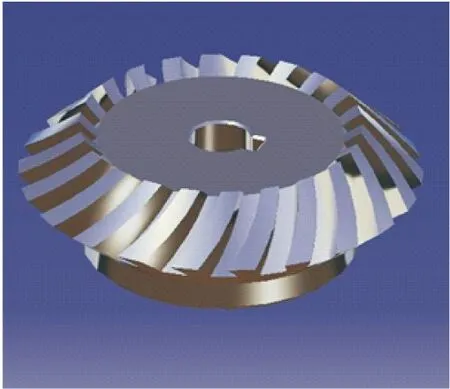
图4 基于CATIA的球面渐开线弧齿锥齿轮建模
在达到相对精度要求下,应用3D打印制造技术,以式(1)和式(2)的齿面发生线方程为轨迹,达到无原理性误差,确保了球面渐开线弧齿锥齿轮加工制造的精确性及快速性。在3D打印制造实验中,以光敏树脂为材料粉末,3D打印制造上述模型的球面渐开线齿轮实体如图5所示。另外,可以通过材料梯度复合结构过渡区来控制强度和疲劳特性分布,提升3D打印制造弧齿锥齿轮的力学性能,延长其使用寿命。

图5 以光敏树脂为材料3D打印制造弧齿锥齿轮
5 结束语
研究应用3D打印制造技术制造了球面渐开线弧齿锥齿轮,是球面渐开线弧齿锥齿轮制造领域的工艺创新。实现了3D打印制造技术在工程上无原理性误差、快速加工制造了弧齿锥齿轮,所制造的弧齿锥齿轮具备了其作为传动部件特有的诸多优点。随着材料科学技术和3D打印技术的长远发展,所研究的3D打印制造弧齿锥齿轮技术,可以通过材料梯度复合结构过渡区的控制来提高制造的弧齿锥齿轮在关键啮合区静力和疲劳性能,具有广阔的研究及应用前景。
[1] 秦荣荣,崔可维.机械原理[M].长春:吉林科学技术出版社,2000.
[2] 王占富.基于UG的球面渐开线弧齿锥齿轮参数化建模[J].矿山机械,2010,38(22):39-42.
[3] 张学成,李春光,李桂娇.弧齿锥齿轮齿面发生线切齿法探讨[J].机械传动,2009,33(6):20-24.
[4] 张学成,呼咏,杨兆军. 基于齿面发生线的弧齿锥齿轮切齿运动分析[J].北京工业大学学报,2010,36(11):1441-1446.
[5] 呼咏,张学成,杨兆军,等. 球面渐开线齿形弧齿锥齿轮精密切齿方法[J]. 北京工业大学学报,2011,37(5):641-647.
[6] 张学军,唐思熠,肇恒跃,等. 3D打印技术研究现状和关键技术[J].材料工程,2016,44 (2):122-128.
[7] 曾光,韩志宇,梁书锦,等.金属零件3D打印技术的应用研究[J].中国材料进展,2014,33(6):376-382.
猜你喜欢
北京信息科技大学学报(自然科学版)(2022年6期)2023-01-12
重型机械(2020年3期)2020-08-24
装备制造技术(2020年12期)2020-05-22
制造技术与机床(2019年10期)2019-10-26
组合机床与自动化加工技术(2019年3期)2019-04-08
机械研究与应用(2018年6期)2019-01-18
北京汽车(2018年4期)2018-09-08
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
