
三维扫描和数值模拟在现代锻造企业的结合应用
2018-01-24 03:26梁聪明刘万勇高展鲁锦绣陈林
金属加工(热加工) 2018年1期
■ 梁聪明,刘万勇,高展,鲁锦绣,陈林
近年来,随着为ZF、VOLVO、MERITOR等国外高端客户提供增值产品的同时,企业通过不断研发、创新等一系列技术应用,与相关利益方共享发展成果。
1. 前轴生产应用案例
某前轴产品在生产过程中出现多处锻造表面微裂纹缺陷,这种质量问题在成熟产品中出现极为罕见,为避免质量成本增加、客户认知下降等,我们通过对成形过程分析论证,有效减少了生产过程带来的表面微裂纹。如图1所示,我们对该产品各成形工序使用的模具三维扫描、逆向建模、制造质量,以及上下线模具磨损情况等进行质量分析、锻造模拟分析,并对各成形过程及生产过程出现的质量风险进行分析。
数值模拟分析如下。
(1)辊锻(roll forging)过程模拟 模具三维扫描分析:如图2所示,利用真实模具状态进行数值模拟。
材料(material)DIN-42CrMo4
上下模旋转中间距(top and bottom center distance):998mm
坯料温度(roller billet temperature ):1200℃
一辊坯料长度(a roller billet length):1693mm
二辊坯料长度(two-roller billet length):1974mm
结论:坯料加热过程通过目视观察发现有表面裂纹、压痕等影响锻造表面质量的因素,辊锻过程中缺陷会出现在二辊完成后A区域长度较短(见图2),可能会引起后续工序充不满,此工序未发现辊坯折叠和耳朵。调整辊锻模选择中心距为996mm,二辊后坯料长度为1993mm,有效地避免了锻件拳头部位在后工序出现的充不满、折叠等现象。
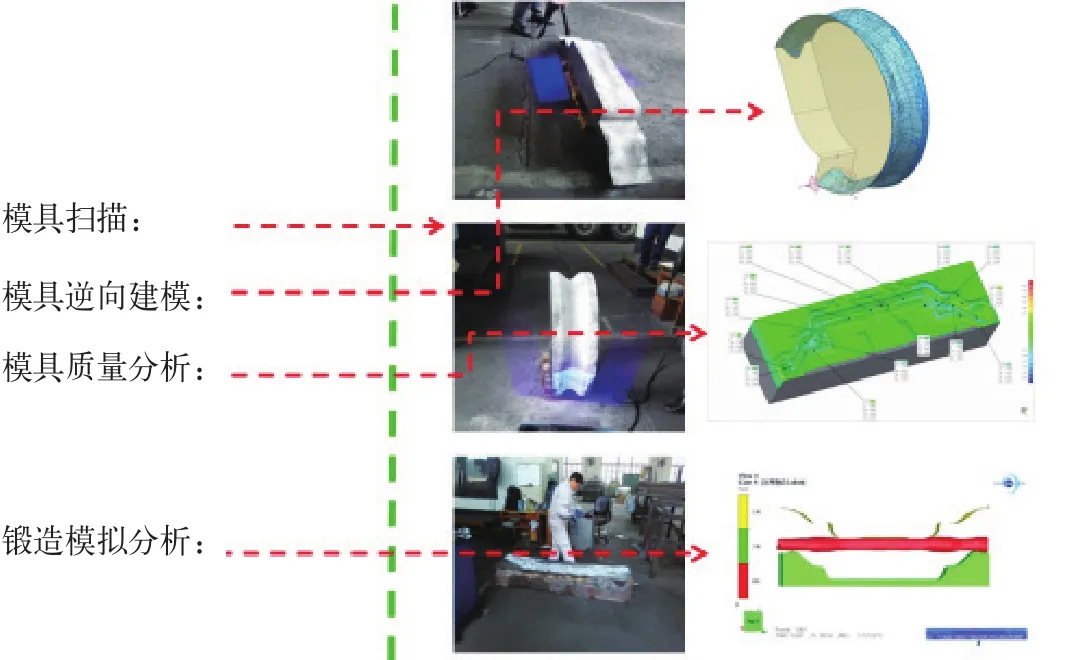
图 1
(2)压弯(bending) 模具三维扫描分析:如图3所示,利用真实模具状态进行数值模拟。
材料(material)DIN-42CrMo4
坯料温度( roller billet Temperature ):1150℃
结论:辊坯摆放可能会引起图3B区域内分布不均带来后工序在拳头部位充不满,此工序未发现表面缺陷(折叠)。根据现场生产情况分析在前轴锻件工字梁上出现的表面微裂纹比例很大,初步分析是在压弯工序产生的,压弯工序中间部位安装有10mm垫板可能会产生压弯尖角,取消后效果明显。
(3)预锻(pre-forging)过程模拟 模具三维扫描分析:如图4所示,对上线生产模具进行尺寸分析,观察其模具表面缺陷(龟裂、凸起等),通过分析模具准予上线生产,并通过扫描的数据进行锻造模拟分析。
材料(material)DIN-42CrMo4
坯料温度(roller billet temperature ):1122℃
结论:在预锻工序的成形过程中未发现表面缺陷(折纹)(见图5)。
(4)终锻(finish forging)过程模拟 模具三维扫描分析:如图6所示,对上线生产的模具进行尺寸分析,表面质量观察其模具表面缺陷(龟裂、凸起等),通过分析模具准予上线生产,并通过扫描数据进行锻造模拟分析。
材料(material)DIN-42CrMo4
坯料温度(roller billet temperature):1191℃
结论:在终锻工序的成形过程中未发现表面缺陷,锻件未出现充不满缺陷(见图7)。
通过应用三维扫描技术及锻造数值模拟技术对生产线所使用的模具进行分析,排除因模具产生的锻造缺陷,结合现场生产实际情况充分排除掉成形过程产生的因素,为后期产品表面质量提升提供了强有力的技术支持。

图 2
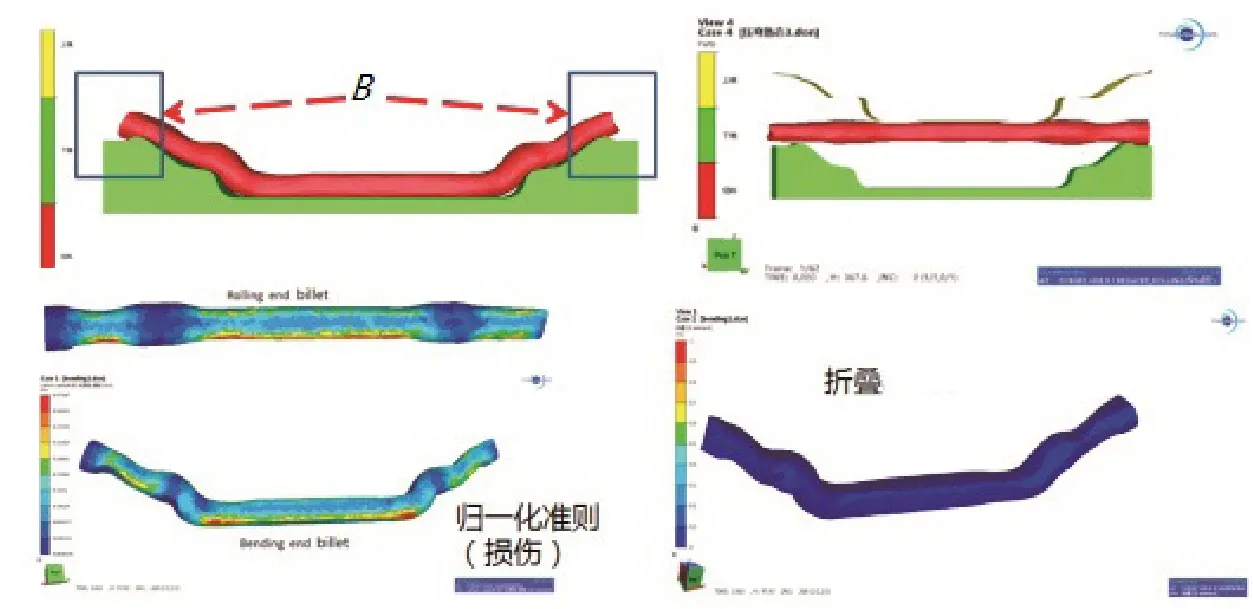
图 3

图 4
2.前轴锻后质量分析
对某前轴产品锻造工序完成后锻件的变形、充不满等影响产品的风险进行分析,其流程是前轴锻件三维扫描、锻件逆向建模、锻件拟合处理、锻件尺寸分析,如图8所示。
通过对锻件毛坯的扫描测量分析,了解产品在锻造过程中主要关键尺寸公差设计要求及后序成品加工的要求。在测量分析过程通过对各成品加工部位的特征拟合分析得出如图9所示测量色谱图、图10所示各关键截面的尺寸分析图,尺寸测量值见附表,综合分析此锻件实际公差范围,锻件拳头部位变形扭曲量均在±1.0mm公差范围内,工字钢部位在±0.5mm公差范围内,主要加工平面尺寸在±0.3mm公差范围内,板簧位置扭曲±0.5mm公差范围内,此锻件产品设计较为合理、锻造过程控制稳定。
3.曲轴产品精细化实现
产品精细化开发,某曲轴开发设计时采用正逆向设计开发对设计前后的数据分析实现产品的精细化。首先应用三维扫描设备对客户提供的成品数据进行逆向采集,并对采集的数据进行处理生产可用于编辑的三维数学模型(见图11)。
其次设计开发时针对成品各项要求对产品毛坯尺寸进行再设计,以满足成品加工的要求(见图12)。
然后应用设计分析软件对设计好的产品与客户原始产品进行分析,了解毛坯与成品间各尺寸的变化等,图13曲轴小头端为毛坯设计尺寸,大头端为成品与毛坯尺寸的实际测量色谱,银色区域则为成品扫描数据。
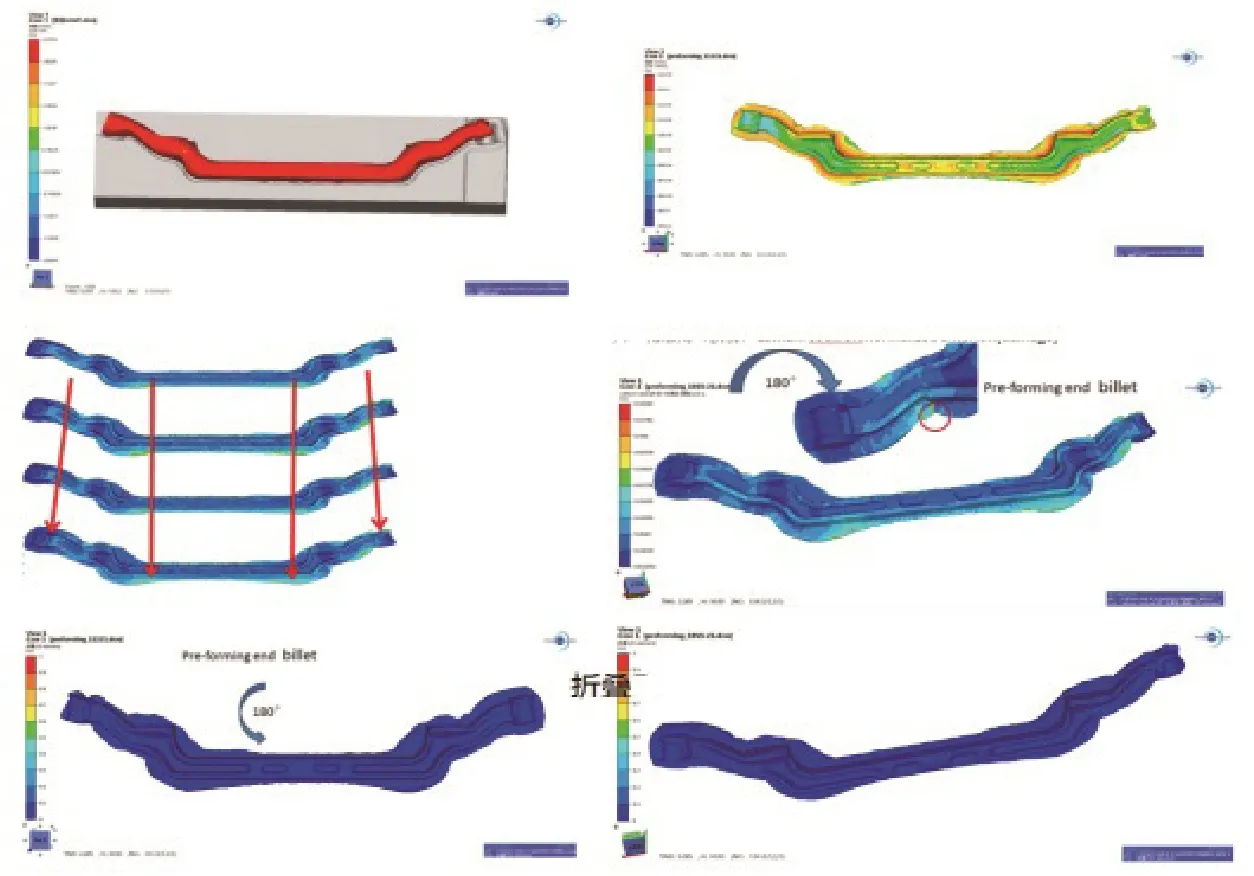
图 5

图 6
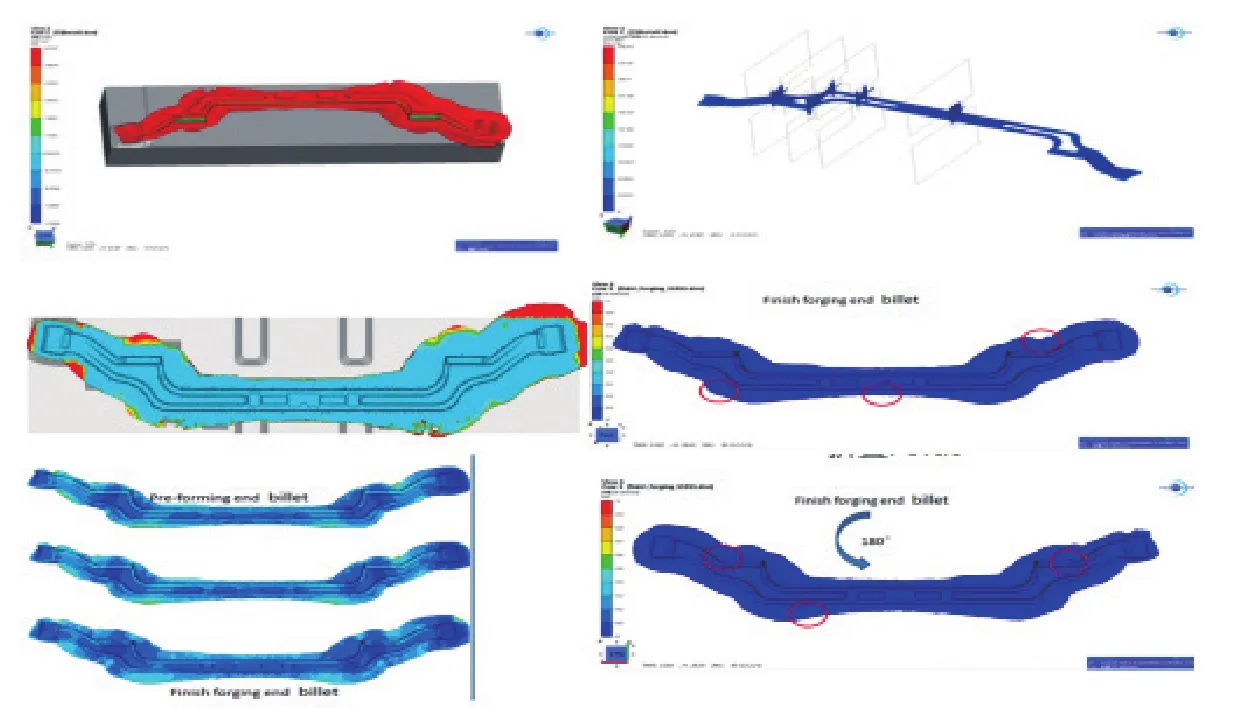
图 7

图 8

图 9

图 10

关键截面尺寸测量结果 (mm)

图 11

图 12

图 13

图 14
以上案例有最后应用UGNX三维设计软件进行模具设计,开模制造,以保证产品开发的准确性、精细化设计的有效性(见图14)。效验证了通过三维扫描技术和数值模拟技术相结合,可实现模具CAD系统及前轴、曲轴锻件设计、尺寸检测分析,极大缩短了设计开发周期,提高了制造效率,锻造工艺过程数值模拟的应用,有效地保证了产品质量,提高了产品和企业市场竞争力,取得了较好的经济效益与社会效益。
4. 结语
猜你喜欢
农业装备与车辆工程(2022年8期)2022-10-31
热处理技术与装备(2022年5期)2022-10-26
云南冶金(2022年2期)2022-07-26
汽车实用技术(2022年10期)2022-06-09
轴承(2022年5期)2022-06-08
一重技术(2021年5期)2022-01-18
河南工学院学报(2021年3期)2021-09-27
专用汽车(2020年9期)2020-09-26
汽车实用技术(2019年17期)2019-09-21
世界有色金属(2019年7期)2019-06-11
