酿酒酵母发酵高浓度乳清粉生产燃料乙醇
2018-01-23 00:48:04郑兆娟徐明月欧阳嘉
生物加工过程 2018年1期
孙 叶,郑兆娟,徐明月,欧阳嘉
(南京林业大学 化学工程学院,江苏 南京 210037)
乳清是牛奶奶酪加工过程中的一种副产物,存在于牛奶酪蛋白凝固过程中的水相里,占牛奶体积的85%~95%。乳清富含乳糖(45~50 g/L)、可溶性蛋白质(6~8 g/L)、脂质(4~5 g/L)、矿物盐(80~100 g/L)等,含有55%的牛奶营养[1]。由于处理乳清的生化需氧量(BOD)为27~60 g/L,化学需氧量(COD)为50~102 g/L,因此,乳清被认为是一种严重的环境污染物[2]。世界年产乳清约9×107t,其中50%被当作废水排放,这不仅浪费资源,更污染环境。为了使大量工业盈余的乳清变废为宝,研究者利用乳清水解物生产乳清饮料、糖浆以及食品添加剂等化学品[3]。此外,乳清水解物还可以用于生产燃料乙醇,此研究近年来受到研究者的广泛关注。乳清粉是乳清浓缩干燥的产物,相对于乳清来说,乳清粉营养物质浓度高、可以长期稳定放置、乙醇得率高、后续分离成本低,是一种更好的乙醇生产原料[4]。
目前,以乳清粉为原料发酵制备乙醇的菌种一般为马克斯克鲁维酵母(Kluyveromycesmarxianus)[5-6]和酿酒酵母(Saccharomycescerevisiae)[7-8],其中,酿酒酵母是一种乙醇生产的传统菌株,但它不能直接利用乳糖,需要先将乳糖水解成葡萄糖和半乳糖。利用酿酒酵母发酵乳清生产乙醇的方式有分步糖化发酵(SHF)和同步糖化发酵(SSF)。SHF可以分别控制乳糖水解和乙醇发酵的工艺条件,使得水解和发酵过程都在最适条件下进行。SSF可以使乳糖水解生成的单糖被及时发酵为乙醇,在发酵过程中单糖不积累,可避免底物抑制现象出现。此外,SSF中较低的葡萄糖浓度可有效避免杂菌污染,而且可以加速体系中其他糖的利用[9-11]。
本文中,笔者分别研究酿酒酵母利用高浓度乳清粉分步糖化发酵和同步糖化发酵制备乙醇的工艺条件,以期获得更高的乙醇产量和产率。
1 材料与方法
1.1 材料
乳糖、葡萄糖、半乳糖、β-半乳糖苷酶,Sigma公司;乳清粉(其中乳糖质量分数为69.0%,pH 6.4),安徽工艺贸易进出口有限公司。
其他生化试剂为进口产品或国产市售分析纯产品。
1.2 菌种和培养基
酿酒酵母NL22于4 ℃保存在葡萄糖琼脂斜面培养基上,保存于南京林业大学生物化工研究所。
葡萄糖琼脂斜面培养基(g/L):葡萄糖20,蛋白胨5,酵母汁3,琼脂粉15;自然pH。
活化和增殖培养基(g/L):葡萄糖或半乳糖20,蛋白胨5,酵母汁3;自然pH。
发酵培养基:纯糖发酵实验的培养基中,加不同浓度的葡萄糖和半乳糖,额外补加营养盐至如下终质量浓度((NH4)2SO41.2 g/L,MgSO40.4 g/L,ZnCl20.4 g/L,CaCl21 g/L);SHF实验的培养基中,添加不同浓度乳糖的乳清粉在pH 6.0、60 ℃条件下酶解14 h后的酶解液;SSF实验的培养基中为添加不同浓度乳糖的乳清粉水溶液,其初始pH为6.0(SSF 实验中pH优化除外)。
1.3 菌种培养方法
1.3.1 活化培养
将菌种从葡萄糖琼脂斜面培养基接种至装有50 mL活化培养基的250 mL锥形瓶中,在30 ℃、150 r/min的条件下培养24 h。
1.3.2 增殖培养
将活化培养液接种至装有100 mL增殖培养基的500 mL锥形瓶中,接种量为5%(体积分数),在30 ℃、150 r/min的条件下培养24 h。
1.3.3 发酵培养
将增殖后的增殖培养液于6 000 r/min离心10 min,取酿酒酵母菌泥接种至装有50 mL发酵培养基的250 mL锥形瓶中,调整初始OD为5,在30 ℃、150 r/min的条件下进行乙醇发酵。
1.4 分析方法
乳糖、葡萄糖、半乳糖和乙醇均采用高效液相色谱(HPLC Agilent 1200,安捷伦公司)分析,外标法测定。色谱条件:Bio-Rad Aminex HPX-87H 色谱柱(7.8 mm×300 mm),进样量为10 μL,流动相为0.005 mol/L H2SO4,流速为0.6 mL/min,柱温为55 ℃,采用示差折光检测器检测。
2 结果与讨论
2.1 活化和增殖培养基中碳源种类对酿酒酵母发酵葡萄糖和半乳糖的影响
Escalante-chong等[12]曾报道不同的碳源诱导模式可以影响半乳糖(GAL)启动子控制下的半乳糖代谢基因的转录表达水平,为此,笔者研究了葡萄糖和半乳糖分别作为活化增殖碳源时对酿酒酵母纯糖发酵的影响,结果见表1。从表1可以看出:以半乳糖作为菌种活化增殖碳源,无论发酵培养基为何种碳源,都不会影响碳源利用和乙醇生产;但以葡萄糖作为菌种活化增殖碳源,当发酵培养基碳源为半乳糖时,半乳糖利用速度明显变慢。Hahn-Hägerdal[13]和O′Leary[14]等也报道过类似实验现象。在后续实验中,全部采用半乳糖作为活化增殖培养基的唯一碳源,以加速发酵时葡萄糖和半乳糖的利用速度。
2.2 分步糖化发酵工艺条件优化
2.2.1 pH、温度和乳糖浓度对乳清粉酶解程度的影响
配制含不同浓度乳糖的乳清粉溶液,调整溶液pH分别为4、5、6、7和8,在30~80 ℃范围内进行酶解,按照10 U/g乳糖加入相应量的β-半乳糖苷酶(以乳糖为底物,在37 ℃、pH 7的条件下,每分钟水解生成1 μmol葡萄糖所需的酶量定义为1个酶活力单位),监测12 h的乳糖水解得率,结果见表2。
由表2可以看出:在pH为5~7时,乳糖酶解效果差异不大,后续选择pH 6作为乳清粉酶解条件。当酶解温度为60 ℃时,乳糖酶解速度相对最快,得率最高。而温度过高,则会导致β-半乳糖苷酶活力较快丧失,酶解效果不佳。随着乳糖浓度的增大,酶解得率变化不大。当初始乳糖的质量浓度为200 g/L时,酶解12 h,酶解得率为94.80%。
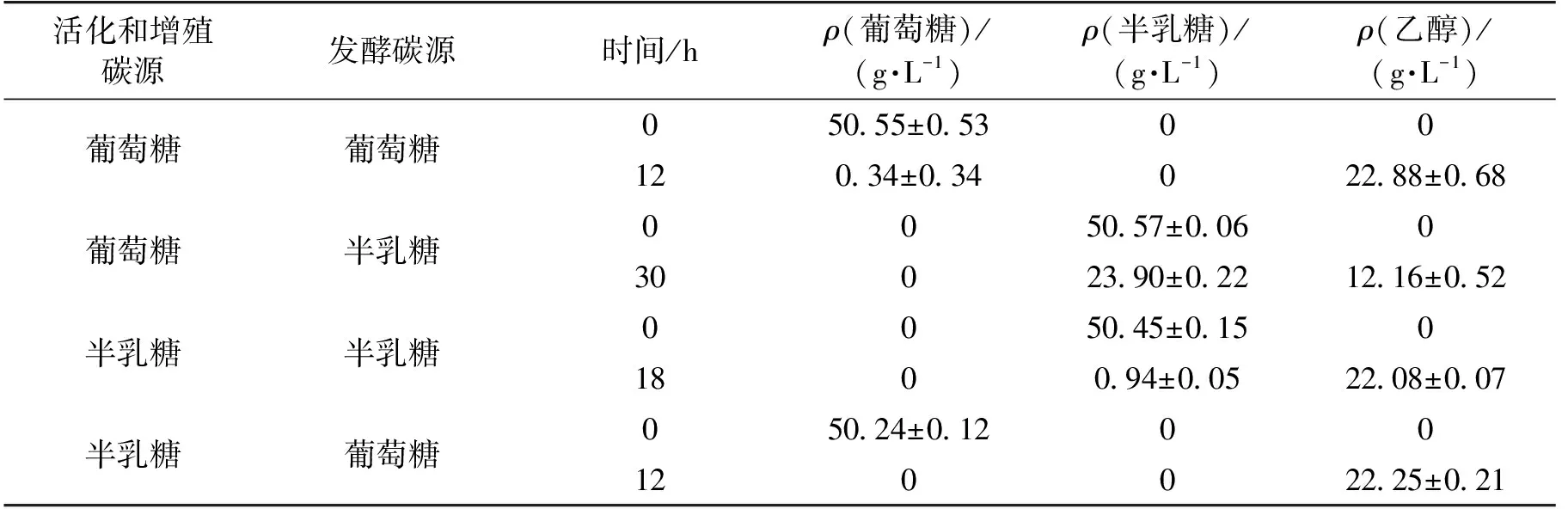
表1 活化和增殖培养基碳源种类对酿酒酵母乙醇发酵的影响
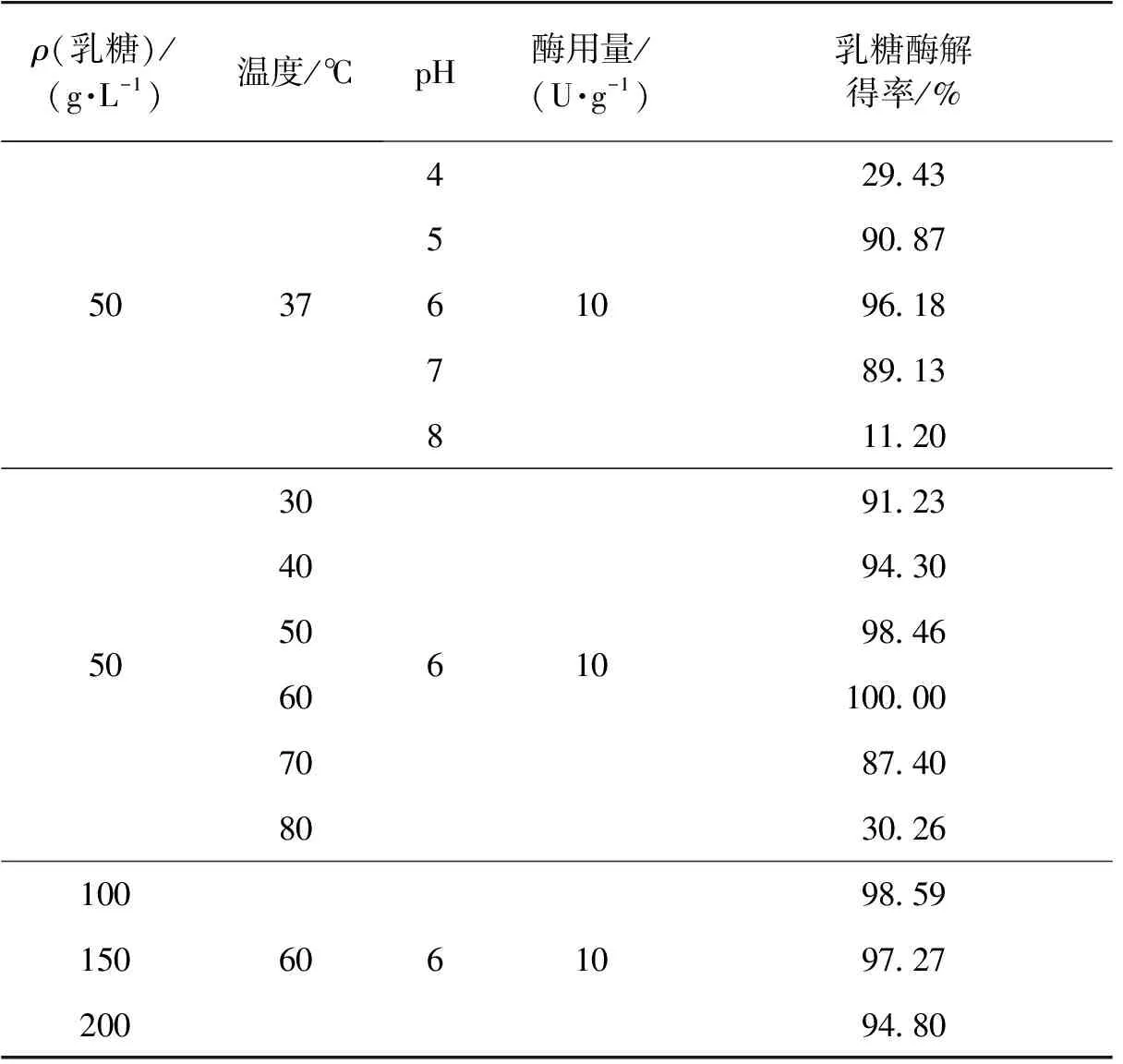
表2 利用乳清粉/乳清为原料产乙醇
2.2.2 乳清粉酶解液发酵产乙醇
配制乳糖质量浓度分别为50和200 g/L的乳清粉溶液,在最优条件下酶解14 h使水解彻底,之后接入酿酒酵母进行发酵,发酵过程中取样测定葡萄糖、半乳糖和乙醇浓度,结果见图1。

图1 乳清粉酶解液发酵产乙醇过程曲线Fig.1 Production of ethanol from enzymatic hydrolysates
由图1可以看出:低浓度乳清酶解液中葡萄糖的利用速度略高于半乳糖,葡萄糖在6 h内迅速消耗完全,而半乳糖也在12 h内基本消耗完全。在高浓度乳清酶解液的发酵过程中,半乳糖的利用呈现出明显的滞后性,只有在发酵36 h后,葡萄糖消耗殆尽了,半乳糖才开始加速消耗,最终乙醇质量浓度为60.36 g/L,产率为0.72 g/(L·h)。
2.3 同步糖化发酵工艺条件优化
分步糖化发酵中,较高浓度的葡萄糖会抑制酿酒酵母对半乳糖的利用。而同步糖化发酵中,由于乳清水解和单糖发酵同时进行,这使得发酵过程中的葡萄糖浓度一直维持在相对较低的水平,有助于解除葡萄糖抑制效应。
2.3.1 pH和温度对同步糖化发酵的影响
基于前期研究发现,本研究中使用的β-半乳糖苷酶适宜pH为4~7,而酿酒酵母发酵最佳初始pH为中性偏酸,为保证酶解和发酵均能良好进行,研究了SSF条件下不同初始pH对乙醇生产的影响,配制乳糖质量浓度为200 g/L的乳清粉溶液,β-半乳糖苷酶用量为10 U/g乳糖,同步糖化发酵36 h后所得乙醇产量如图2所示。
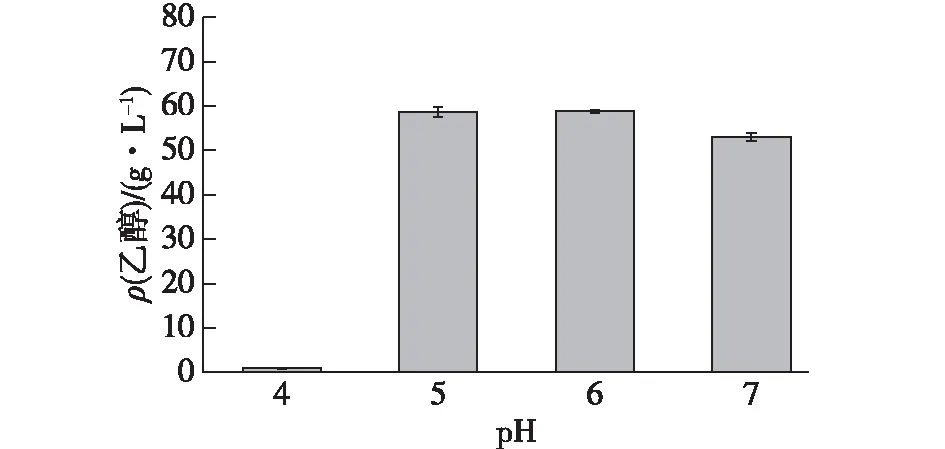
图2 pH对SSF的影响Fig.2 Effects of pH on SSF
由图2可知:当初始pH为5和6时,所产乙醇浓度最高。此外,SSF过程中,发酵液的pH呈逐渐下降趋势,因此,初始pH(pH=7)略高于最适pH时,乙醇产量下降较少,但初始pH(pH=4)略低于最适pH时,乙醇产量大幅度下降。基于此,选择pH 6作为初始发酵pH。
对绝大多数酿酒酵母而言,良好的发酵能力一般处在25~32 ℃的温度范围内,而本文中的β-半乳糖苷酶的最适反应温度为60 ℃左右。本实验采用初始乳糖质量浓度为200 g/L的乳清粉作为底物,β-半乳糖苷酶用量为10 U/g乳糖,分别于24、27、30、33和36 ℃下同步糖化发酵36 h,结果如图3所示。
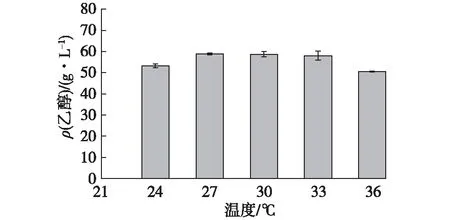
图3 温度对SSF的影响Fig.3 Effects of temperature on SSF
由图3可以看出:在一定范围内,适当提高温度对SSF过程有利。当温度超过30 ℃时,随着温度的升高,虽然β-半乳糖苷酶的活性增加,但高温可能对酿酒酵母生长不利,导致乙醇产量下降较快。后续选择30 ℃作为同步糖化发酵的控制温度。
2.3.2 不同浓度乳清粉的同步糖化发酵
考察不同底物浓度对同步糖化发酵过程的影响。分别配制乳糖质量浓度为50、100以及200 g/L的乳清粉溶液,按照10 U/g乳糖加入相应量的β-半乳糖苷酶,在最优条件下发酵,发酵过程中取样测定乳糖、葡萄糖、半乳糖和乙醇浓度,结果见图4。

图4 不同浓度乳清粉的同步糖化发酵过程曲线Fig.4 Production of ethanol with different concentrations of whey power
由图4可以看出:同步糖化发酵过程中,无论初始乳清粉加入多少,葡萄糖都不会积累,半乳糖在前6 h内浓度上升,之后迅速下降直至发酵结束。当以乳糖质量浓度为50 g/L的乳清粉溶液为底物时,乙醇质量浓度最高为23.46 g/L,产率为1.96 g/(L·h)。提高乳清粉浓度,乙醇产量随之上升,但产率下降。当以乳糖质量浓度为200 g/L的乳清粉溶液为底物时,最终乙醇质量浓度为58.58 g/L,产率为1.63 g/(L·h)。在同步糖化发酵初始乳糖质量浓度增至200 g/L时,发酵效率略有下降。一方面,发酵前期(6 h)乳糖糖化产生的葡萄糖及时转化成乙醇,减少了其对乳糖水解的抑制效应,另一方面,体系中持续低水平的葡萄糖浓度和乳糖糖化产生的半乳糖不断积累可能诱导了半乳糖代谢相关酶的生成[12],这两者使得体系中的半乳糖被高效迅速地转化。
综上,与SHF相比,SSF大大加快了乙醇生产速率。在后续补料同步糖化发酵中,笔者选择200 g/L为乳清粉乳糖的初始质量浓度。
2.4 补料同步糖化发酵生产乙醇
在工业上,高浓乙醇发酵可以大大降低乙醇蒸馏成本和提高设备利用率[15]。为进一步提高乳清粉乙醇生产潜力,尝试如下分批补料工艺。
配制乳糖质量浓度为200 g/L的乳清粉溶液,调整溶液pH为6,按照10 U/g乳糖加入相应量的β-半乳糖苷酶,在最适条件下发酵。发酵8 和12 h时分别补加1次终质量浓度约100 g/L的乳清粉,同时补加相应量的β-半乳糖苷酶。发酵过程曲线如图5所示。
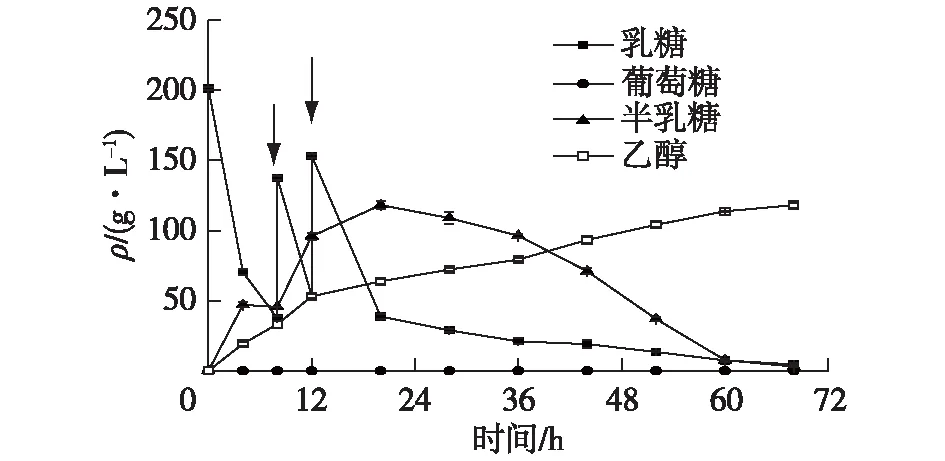
图5 补料糖化发酵生产乙醇Fig.5 Production of ethanol by fed-batch SSF
由图5可以看出:发酵体系中的葡萄糖浓度一直处于非常低的水平,半乳糖浓度随着乳清粉添加和酶解进行不断升高,在20 h时半乳糖浓度达到最高值,之后快速下降。乙醇浓度在前12 h内增加较快,之后速度放缓。发酵12 h后,乙醇质量浓度为63.78 g/L,产率为5.32 g/(L·h);发酵68 h后,乙醇质量浓度为118.52 g/L,产率为1.74 g/(L·h)。补料发酵过程中,葡萄糖的发酵速率远大于酶解生成葡萄糖的速率,通过及时补料使得菌体保持在对数生长期和稳定期中进行生长和乙醇的积累。此外,初期半乳糖的发酵速率不高,在酿酒酵母交替利用葡萄糖和半乳糖的过程中,半乳糖积累并使得酵母被驯化,逐渐加快半乳糖的利用速度。
与现有报道中以乳清等原料进行乙醇生产的研究相比,结果见表3。由表3可知,本研究在乙醇产量和产率上都具有一定优势,具有良好开发运用前景。此外,与当下文献中研究较多的玉米、木薯、甘蔗和秸秆原料的燃料乙醇生产相比,乳清粉原料在乙醇生产时具有“不与人争粮”、运输与储存成本相对较低、预处理方法简单以及环境污染小等显著优势。
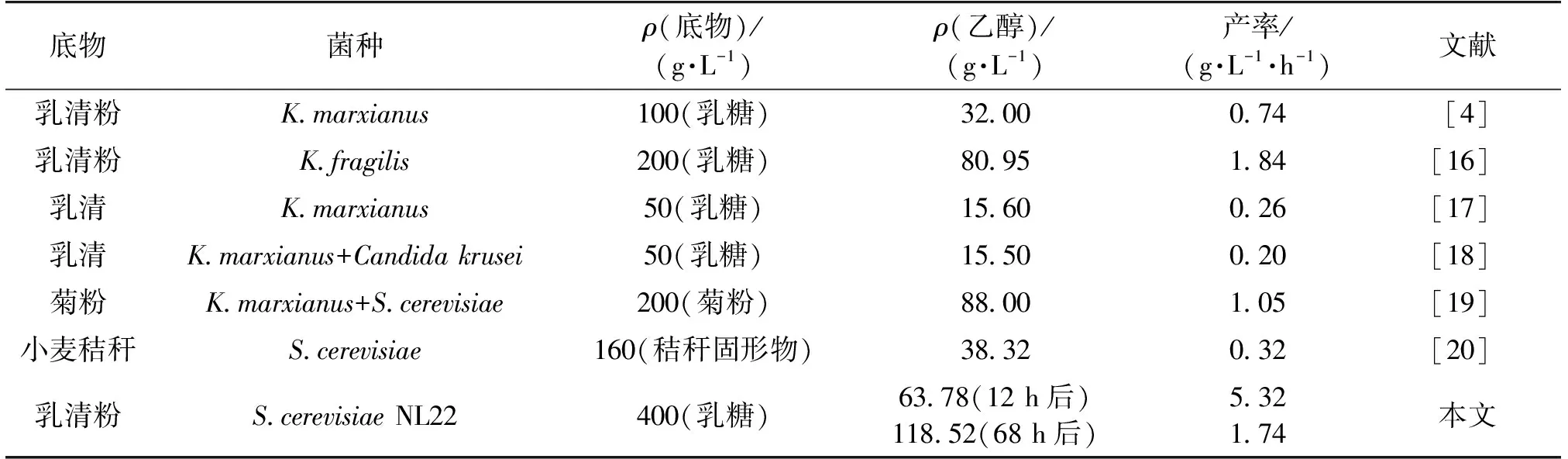
表3 利用乳清粉/乳清为原料产乙醇
3 结论
1)S.cerevisiaeNL22能快速利用高浓度乳清粉发酵生产乙醇,使得其在对乳清粉酶解发酵上展现了良好应用前景。
2)与分步糖化发酵相比,采用同步糖化发酵生产乙醇可明显缩短生产周期,提高生产效率。
3)同步糖化发酵的最适pH为6,最适温度为30 ℃,在上述条件下进行补料同步糖化发酵,最终乙醇质量浓度为118.52 g/L,产率为1.74 g/(L·h)。
[2] PRAZERES A R,CARVALHO F,RIVAS J.Cheese whey management:a review[J].J Environ Manag,2012,110(18):48-68.
[3] YADAV J S,YAN S,PILLI S,et al.Cheese whey:a potential resource to transform into bioprotein,functional/nutritional proteins and bioactive peptides[J].Biotechnol Adv,2015,33(6):756-774.
[4] OZMIHCI S,KARGI F.Continuous ethanol fermentation of cheese whey powder solution:effects of hydraulic residence time[J].Bioproc Biosys Eng,2007,30(2):79-86.
[5] GUO X W,WANG R S,CHEN Y F,et al.Intergeneric yeast fusants with efficient ethanol production from cheese whey powder solution:construction of aKluyveromycesmarxianusandSaccharomycescerevisiaeAY-5 hybrid[J].Eng Life Sci,2012,12(6):656-661.
[6] KARGI F,OZMIHCI S.Utilization of cheese whey powder(CWP)for ethanol fermentations:effects of operating parameters[J].Enzyme Microb Technol,2006,38(5):711-718.
[7] 张超,王静,唐波,等.同步糖化发酵菊芋生产酒精[J].生物加工过程,2016,14(2):12-16.
[8] COTÉ A,BROWN W A,CAMERON D,et al.Hydrolysis of lactose in whey permeate for subsequent fermentation to ethanol[J].J Dairy Sci,2004,87(6):1608-1620.
[9] ALFANI F,GALLIFUOCO A,SAPOROSI A,et al.Comparison of SHF and SSF processes for the bioconversion of steam-exploded wheat straw[J].J Ind Microbiol Biotechnol,2000,25(4):184-192.
[10] MARQUES S,ALVES L,ROSEIRO J C,et al.Conversion of recycled paper sludge to ethanol by SHF and SSF usingPichiastipitis[J].Biomass Bioenergy,2008,32(5):400-406.
[11] ZHU M,PING L I,GONG X,et al.A comparison of the production of ethanol between simultaneous saccharification and fermentation and separate hydrolysis and fermentation using unpretreated cassava pulp and enzyme cocktail[J].Biosci Biotechnol Biochem,2012,76(4):671-678.
[12] ESCALANTE-CHONG R,SAVIR Y,CARROLL S M,et al.Galactose metabolic genes in yeast respond to a ratio of galactose and glucose[J].Proc Natl Acad Sci USA,2015,112(5):1636-1641.
[14] O′LEARY V S,GREEN R,SULLIVAN B C,et al.Alcohol production by selected yeast strains in lactase-hydrolyzed acid whey[J].Biotechnol Bioeng,1977,19(7):1019-1035.
[15] 侯保朝,杜风光,郭永豪,等.高浓度酒精发酵[J].酿酒科技,2005(4):93-96.
[16] DRAGONE G,MUSSATTO S I,SILVA J B A E,et al.Optimal fermentation conditions for maximizing the ethanol production byKluyveromycesfragilis,from cheese whey powder[J].Biomass Bioenergy,2011,35(5):1977-1982.
[17] YADAV J S,BEZAWADA J,ELHARCHE S,et al.Simultaneous single-cell protein production and COD removal with characterization of residual protein and intermediate metabolites during whey fermentation byK.marxianus[J].Bioproc Biosys Eng,2014,37(6):1017-1029.
[18] YADAV J S,BEZAWADA J,AJILA C M,et al.Mixed culture ofKluyveromycesmarxianusandCandidakruseifor single-cell protein production and organic load removal from whey[J].Bioresour technol,2014,164(7):119-127.
[19] 汪涛,董英,张红印,等.菊粉发酵乙醇菌种的筛选及发酵方法比较研究[J].酿酒科技,2008(2):36-39.
[20] 张伟,李文,赵继东,等.小麦秸秆同步糖化发酵制取燃料乙醇[J].食品与发酵工业,2012,38(12):50-54.
猜你喜欢
畜牧兽医科技信息(2022年10期)2022-04-07 15:27:57
中国乳业(2019年9期)2019-10-11 08:19:38
中国畜牧业(2019年13期)2019-08-20 06:18:14
中成药(2018年8期)2018-08-29 01:28:24
中成药(2018年3期)2018-05-07 13:34:11
中华老年多器官疾病杂志(2016年7期)2016-04-28 08:43:12
国际心血管病杂志(2015年5期)2015-02-27 12:11:33
饲料工业(2015年17期)2015-01-21 01:26:36
饲料博览(2014年7期)2014-04-05 15:18:33
食品工业科技(2014年15期)2014-03-11 18:17:15