基于模糊评价的薄壁件产品可制造性复杂程度实现
2018-01-19 11:22张国渊
机械设计与制造 2018年1期
陈 垚,张国渊
(1商洛学院 电信学院,陕西 商洛 726000;2.西安电子科技大学 机电工程学院,陕西 西安 710126)
1 引言
产品设计是一个产品解决方案生成与其结果评价的迭代过程。在确定一个具体的解决方案之前,设计人员的设计决策受到了产品后期多方面评价的影响。如文献[1]在其论文中探讨了面向产品设计分类的智能设计过程,指出将产品进行具体的划分和类比,有利于提高产品设计的水平和效率。文献[2]采用专家系统的方法发展了面向可重构制造系统的多轴箱智能化设计系统。文献[3]也给出了一个面向概念设计阶段的智能评价模型,案例应用中对产品材料的选择以及重新设计等具有指导意义。文献[4-5]针对产品设计中多目标优化和全生命周期问题,发展了多目标优化方法和产品多方管理的设计思路,并通过实例验证其适用性。文献[6]利用Pro/Toolkit开发某典型宇航结构件进行可制造性分析软件,实现的主要功能为实现设计、工艺与制造信息的集成与共享。文献[7]在法兰盘可制造性案例分析中,通过分析和评价零件制造特征,提出改进零件结构工艺性和加工工艺性的建议。国内外对于薄壁件的制造工艺已经进行了较多的研究,主要针对制造过程的影响因素及误差保证来展开,如文献[8]分析了飞行器大型薄壁件制造的柔性工装技术,从制造的效率和绿色制造的对其制造过程的不同工艺安排进行了研究。文献[9]研究了切削参数对零件可制造性的影响程度,并采用有限元方法对其进行了理论分析。文献[10-12]分别就薄壁件多点柔性加工的变形、薄壁件加工工艺优化、复杂薄壁件测量系统定位点与检测点的设计等如何保证加工精度进行了讨论。结合薄壁圆筒件的冲压成型可制造过程构建了其决策分析方法,并通过实例对此方法进行验证。
2 薄壁件可制造性评价
评估理论研究部分主要是就零件的可制造性和成本构成以及两者对可制造性采取的方法及工艺决策影响进行的分析;包括工艺决策中不确定因素的模糊处理方法以及其在薄壁件可制造性过程工艺决策中的应用研究,提出并制定相应的原则,为产品智能化设计制造工艺决策系统的实现提供科学的依据;系统实现包括系统的结构、界面设计和系统数据库的设计。整个可制造性评价的评估实现流程图,如图1所示。
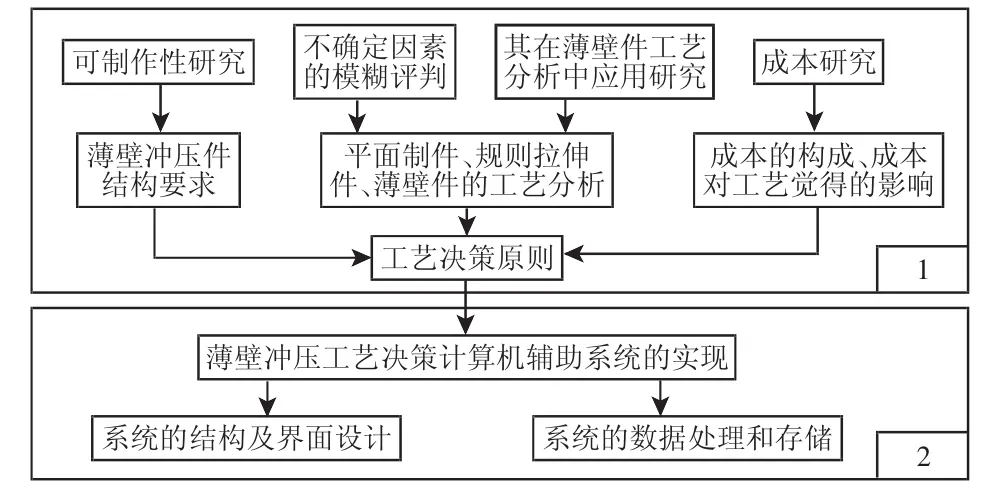
图1 可制造性评价的评估实现流程图Fig.1 Evaluation of Manufacturability Evaluation Flow Chart
对于薄壁零件的可制造性,一般从如下方面进行分析:材料的加工极限,如最小相对弯曲半径(r/t)、最小拉深系数、最小临界尺寸、工艺尺寸参数、零件加工精度与现有的加工设备的适应问题。对于零件与设备的适应性是具体到使用单位的具体问题,不具普遍性。最小临界尺寸问题,涉及到所有类型的薄壁冲压件,对冲压件最终可制造性决策有着极为重要的影响。对最小临界尺寸及材料加工极限(薄壁拉伸件)做出评价。零件可制造性的这两个方面,具体体现在冲压件的结构尺寸上和拉伸件的工序参数分析过程中。
2.1 平面制件的结构要素与工艺决策
平面制件的冲压生产包括冲孔及落料两道工序,视零件的具体结构情况,有时将两序合二为一,即落料冲孔。平面制件的可制造性主要是受临界尺寸的限制。平面制件的结构一般有如表1所示要求,其值对于较软的材料降低20%左右。
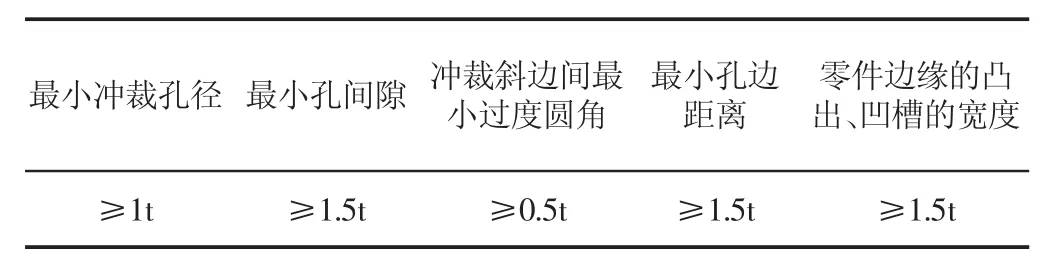
表1 平面制件的结构要求最小值表(t为壁厚)Tab.1 The Plane Structure Requirements Minimum Value(t Indicates Wall Thickness)
平面制件的结构只要满足表1中数据要求即可单序冲孔或落料。如果将冲孔与落料复合,孔间距、孔边距在表中值断出上再适当加大,且要有足够的搭边量。一般来讲,尽量将两序复合,一次完成,这样可减少多次定位造成累计误差。且两个单工序模具加工的费用要比一套复合模的加工费用高,再加上单序生产的时间消耗多、生产人员配置多。无论从零件生产的质量要求,还是经济效率角度出发,复合工序是合理的。
2.2 规则形状拉伸件的结构要素与工艺决策
2.2.1 规则形状拉深制件结构要求
规则形状拉深制件在零件结构方面要求主要是为了满足相应工序模具的强度要求,拉深时不因凸模圆角太小而引起断裂,及凹模圆角太小,致使材料无法进入凹模完成拉深。对于带凸缘的拉伸件,当凸缘直径与工件拉伸直径比dt/dg>3时,或制件高度值与直径比h/dg>2时,一般认为此零件完全用拉深的工艺方法完成不太适合,应考虑将工件分成两部分,分别加工,再组合而成。
2.2.2 规则形状拉深制件工艺决策
薄壁筒形件通常可分为带凸缘和无凸缘两种,是拉深制件中最为简单,同时也是最为典型的零件。拉深工艺分析的许多基本概念由此而来,深入掌握薄壁筒形件的变形原理,是进行其它类型拉深件工艺分析的基础。表征薄壁筒形件拉深变形程度的最重要参数是拉深系数m。其表达式:

式中:dn—第n次拉深时所要达到的制件直径;dn-1—第(n-1)次拉深时所达到的制件直径,第一次拉深时d0为坯料直径。薄壁筒形件的工艺决策的步骤进行,如图2所示。

图2 薄壁筒形件工艺决策步骤Fig.2 Thin-Walled Tubular Parts of Process Decision Steps
2.3 拉伸力、压边力的计算
拉深力、压边力的计算是为了选择合适的加工压力机,不致使所选压力机力量太大造成功率浪费,或力量不足,无法完成冲压加工工序过程。所以只要知道本工序所需最大力即可。在实际生产中,通常用以式(2)、式(3)分别计算拉深力与压边力:

式中:L—凸模周边长度,单位:mm;
t—坯料厚度,单位:mm;
σb—材料的抗拉强度,单位:MPa;
kσ—拉深制件复杂程度系数;
z—工序拉深系数的倒数;
D—薄壁筒形件拉深坯料直径,单位:mm。
3 基于模糊算法的评估方法及实现
3.1 模糊算法及评估模型
应用模糊数学理论来解决冲压工艺决策中存在的不确定性问题,以构建其可制造性分析的解决算法。阐述了模糊评判的基本原理;提出了应用模糊数学理论解决工艺决策中不确定性问题的研究思路。以薄壁件可制造过程的冲压工艺过程的复杂程度评判为例,建立数学模型,并进行求解。
模糊综合评判是在模糊的环境中,针对某一目的,考虑了多种因素的影响,对某事物作出的综合决断或决策。设U={u1,u2,…,un}为n种评判因素构成的集合,称为因素集;由m种决断构成集合V={v1,v2,…,vn}称为评判集。各因素对事物的影响是不一致的,故因素的权重分配可视为U上的模糊集,记为:

式中:ai—第i个因素ui的权重,它们满足归一化条件ai=1。
另外,m个决定也并非都是绝对的肯定和否定,因此综合后的评判也应看作为V上的模糊集,记为:

式中:bj反映了第j种决断在评判总体V中所占的地位。
假定有一个 U 与 V 之间的模糊关系 R=(rij)n×m∈mn×m,则利用R就可以得到一个模糊变换元T~R,这样便不难构造一个模糊综合评判模型。它的三个基本要素:
(1)因素集 U={u1,u2,…,un};
(2)评判集 V={v1,v2,…,vn};
(3)单因素评判,即模糊映射:

由f可诱导出一个模糊关系:

由R再诱导一个模糊变换:

这意味着三元体(U,Y,R)构成了一个这样的评判模型。
3.2 薄壁件可制造性复杂程度的模糊评价实现
3.2.1 评价因素集的确定
对薄壁件可制造性复杂程度评价主要着眼于制件本身的工艺性,其评价因素最好能够全面反映零件的结构特征。为此,从三个方面综合考量,各因素所占的权重在征求各位专家意见后,一并确定如下。
(1)零件外形尺寸因素集:
U1={u11,u12,u13}
式中:u11—零件长度;
u12—零件宽度/零件长度;
u13—零件高度/零件宽度。
三种因素的权重向量为:
A1=(0.3,0.3,0.4)
(2)反映零件局部成型特征的因素集:
U2={u21,u22,u23,u24}
式中:u21—棱线数目;
u22—平台数目;
u23—字(花)数目;
u24—加强筋数目。
四种因素的权重向量为:
A2=(0.25,0.25,0.3,0.25)
(3)反映零件型面起伏程度的因素集:
U3={u31,u32,u33}
式中:u31—相邻同向凸台最小间距;
u32—相邻异向凸台最大高程差;
u33为凹坑与零件本体间最小间距。
这三种因素的权重向量为:
对于U1、U2、U3三种性质的因素集的权重分配如下:
A={0.25,0.35,0.4}
3.2.2 评论集的确定
评论集 V={v1,v2,v3}
式中:v1—简单;
v2—中等;
v3—复杂。
3.2.3 隶属度函数的确定
(1)确定每一因素评判标准的因素等级。每一个因素对评价集合V中各等级隶属标准的设定是非常关键的,因为这一标准的设定是否合理,直接关系到评判结果是否客观。在收集整理某航天制造公司所产各型薄壁件的基础上,征询了技术科几位长期从事冲压工艺分析的高工的意见后,确定出各因素评判标准取值,如表2所示。

表2 薄壁件各评判因素评判等级标准Tab.2 The Evaluation Factors of Thin-Walled Grade Standards
(2)隶属度函数关系的确定。按照表2中的评判标准,可以理解的各因素在不同的值段对各评判等级的隶属程度,如图3所示。图 3(a)表示决断 V1的隶属度;图 3(b)表示决断 V2的隶属度;图3(c)表示决断V3的隶属度。从图中可清楚地知道:超出范围,则隶属度值逐渐减小,直至为零,符合实际。
据图3(a),可得到隶属度函数表达式:
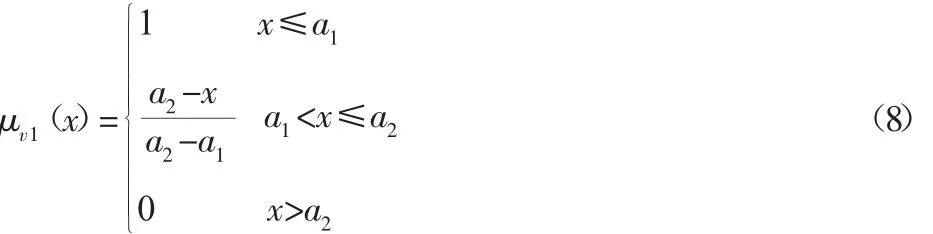
据图3(b),可得到隶属度函数表达式:

据图3(c),可得到隶属度函数表达式:
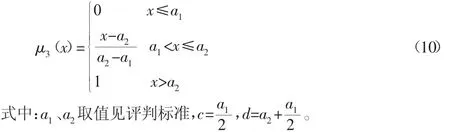
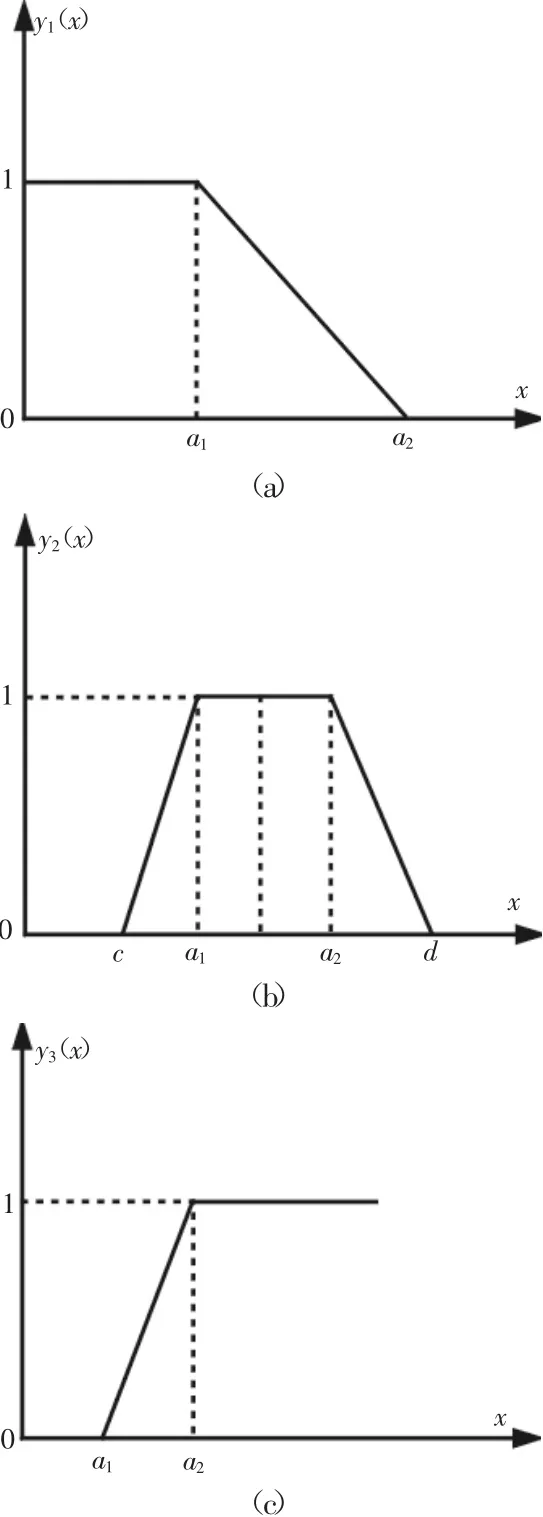
图3 不同阶段的隶属程度Fig.3 The Degree of Subordination in Different Stages
4 结论
(1)针对传统的设计过程偏重于强调产品的功能性,不能适应现代产品的快速设计及制造的迫切需求;提出了考虑产品可制造性的产品智能设计模型。
(2)结合薄壁圆筒件的冲压成型可制造过程构建了其决策分析方法。
(3)分析讨论了平面制件的结构要素与工艺决策、规则形状拉伸件的结构要素与工艺决策,拉伸力和压边力的计算等关键问题,以此发展了基于模糊数学理论的冲压工艺决策中存在的不确定因素分析模型。
(4)以一类薄壁冲压零部件的可制造性分析作为一个分析实例,确定了每一制造因素评判标准的因素等级,得到了其隶属度的函数关系。
[1]Paul Winkelman.A theoretical framework for an intelligent design catalogue[J].Engineering with Computers,2011,27(2):183-192.
[2]王殿.面向可重构制造系统的多轴箱智能化设计[D].保定:华北电力大学,2013:2-16.(Wang Dian.Intelligent design of the multi-spindle box for reconfigurable manufacturing system[D].Baoding:North China Electric Power University,2013:2-16.)
[3]Kevin C.Tseng,Waleed El-Ganzoury.An intelligent system based On concurrent engineering for innovative product design at the conceptual design stage[J].The International Journal of Advanced Manufacturing Technology,2012,63(5):421-447.
[4]Wu Fan.Multi-criteria decision making for mechanic product design schemes based onLayered ordinal relation analysis[C].Advanced Materials Research,2011,110(1):3990-3996.
[5]Virgilio Quintana,Louis Rivest,Robert Pellerin.Will model-based definition replace engineering drawings throughout the product lifecycle a globalperspectivefromaerospace industry[J].Computer in Industry,2010,37(9):497-508.
[6]顾翠,王红雨,王江.基于宇航复杂结构产品可制造性分析的特征信息提取与分类[J].机械设计与制造工程,2014,43(2):18-22.(Gu Cui,Wang Hongyu,Wang Jiang.Extraction and classification of the feature information based on manufacturability analysis of aerospace complex structured products[J].Machine Design and Manufacturing Engineering,2014,43(2):18-22.)
[7]王宏君,张利强,敬石开.基于模型融合与映射的零件可制造性分析建模技术[J].计算机集成制造系统,2013,19(9):2153-2159.(Wang Hong-jun,Zhang Liq-iang,Jing Shi-kai.Manufacturability analysis modeling techniques based on model integration and mapping parts[J].ComputerIntegratedManufacturingSystems,2013,19(9):2153-2159.)
[8]周凯.飞行器大型薄壁件制造的柔性工装技术[J].航空制造技术,2012(3):34-39.(Zhou Kai.Flexible tooling and fixture technology of large thin-wall partManufacturing for aircraft[J].Aeronautical Manufacturing Technology,2012(3):34-39.)
[9]Jiang Zheng-yi,Zhang Chun-liang.A finite element analysis for the characteristics of cutting parameters in 3D oblique milling process[C].Advanced Materials Research,2010:3010-3013.
[10]Chen Wei-fang,Xue Jian-bin,Tang Dun-bing.Deformation prediction and error compensation in multilayer milling processes for thin-walled parts[J].International Journal of Machine Tools and Manufacture,2009,49(11):859-864.
[11]Wan M,Zhang W H,Qin G H.Strategies for error prediction and error control in peripheral milling of thin-walled workpiece[J].International Journal of Machine Tools and Manufacture,2008,48(12):1366-1374.
[12]Liu Gang.Study on deformation of titanium thin-walled part in milling process[J].Journal of Materials Processing Technology,2009(209):2788-2793.
猜你喜欢
汽车工程(2021年12期)2021-03-08
模具制造(2019年7期)2019-09-25
模具制造(2019年7期)2019-09-25
模具制造(2019年3期)2019-06-06
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年12期)2017-02-02
凿岩机械气动工具(2015年3期)2015-11-11
中国塑料(2014年8期)2014-10-17