平衡矩阵技术在TSQ诊断和工艺改进中的应用
2018-01-13 02:46张婵玉徐新兵
电子产品可靠性与环境试验 2017年6期
张婵玉,徐新兵
(工业和信息化部电子第五研究所,广东 广州 510610)
0 引言
产品的质量是企业赖以生存和发展的基础,只有不断地提高产品的质量,提高竞争力,企业才能在市场中占有一席之地。在当前经济形势下,提高产品的质量,增强竞争力,对扩大市场需求具有重要的意义。但是,我国企业产品的质量还不够高,并且企业的质量与可靠性共性技术支撑与服务体系还不够健全。因此,我们提出了一套在不少行业和企业实践后并不断完善的行之有效的解决质量可靠性问题 (故障)的方法,即质量可靠性整体解决方案 (TSQ:Total Solution for Quality&Reliability)[1-2]。
产品的可靠性是设计进去、制造管理出来的,因此,产品的可靠性的提高,除了同产品的设计有关外,还同产品的工艺过程有密切的关系。
电子产品的可靠性由固有可靠性 (即设计可靠性)、制造可靠性 (即制造中的可靠性保证)和使用可靠性3个部分组成。因此,要保证产品的可靠性就要加强对这3个环节的管理。设计奠定产品的可靠性,制造保证产品的可靠性,使用维护提高产品的使用可靠性。所以,除设计环节外,制造也是一个不可忽视的重要环节。即便是采用同样的设计制造图纸资料,不同的厂家制造出来的设备的可靠性水平也可能不一样,这样的例子有很多,这就说明,制造过程中的可靠性保证对产品固有可靠性的实现,对保证产品的质量和可靠性水平具有非常重要的意义。
在TSQ诊断中,平衡矩阵技术被广泛地应用,平衡矩阵技术是基于数据的质量与经济效益、利用等板平衡原理和模块相关性提出的,可以综合地分析企业及产品质量要素优化匹配问题,为企业开展高效益质量改进提供技术理论支持。本文主要介绍TSQ的平衡矩阵技术的原理及其在工艺改进中的应用。
1 工艺不良同产品可靠性的关系
工艺不良同产品的可靠性有关系吗?这个问题在许多质量可靠性管理文献中给出了肯定的答案[3],但是,没有理论上的支持。
实践告诉我们:如果产品的设计可靠性水平本来就低,那么制造过程中再努力也是无济于事的;相反,如果设计可靠性 (即固有可靠性)水平很高,而制造过程中粗制滥造,再好的设计也是徒劳的。因此,不能忽视制造过程中的可靠性保证。
众所周知,可靠度的计算公式为:

所以

式(1)-(3)中:R(t)——t时刻的可靠度;
λ——失效率,/h;
t——任务时间,h;
F(t)——不可靠度。
将式 (1)按泰勒级数展开并舍弃余项,可得:

式 (4)中,取n=1,可得:

对于产品的工艺制造过程,每个当前工序都是上一个工序的 “客户”。在产品的寿命服从指数分布的情况下,对于大部分的电子产品有如下关系式[3]:

式(7)中:P——产品的次品率,即产品的工序不良率。
由式 (6)- (7)可得:

这说明,产品的工艺不良,同产品的失效率是密切相关的,并且产品的MTBF与失效率有如下关系:

式(9)中:MTBF——平均故障间隔时间。
由此可见,产品的工艺不良直接影响产品的MTBF,即工艺的不良率同产品的可靠性有密切的关系,大量的现场数据也表明,工序不良率高的产品,其外场可靠性表现也差。TSQ对企业基础平台(研发体系、制造体系、采购体系和检测体系等)进行诊断,查找出工艺问题,就可以通过平衡矩阵技术来确定和分配工序质量水平提升的目标和重点,从而使经济性和改进效果获得最佳匹配[4-5]。
2 平衡矩阵的原理
加强制造过程中的质量与可靠性管理的目的是掌握、评价、控制产品在加工、装配、搬运和保管过程中影响产品的质量和可靠性的各种因素。为了实现产品设计的质量,尽可能地维持产品设计的固有可靠性水平,确保实现产品预定的可靠性指标,就要使制造过程中影响产品的质量与可靠性的因素处于可以控制的状态。这些因素就是 “5M1E”(人、机、料、法、环、测)。
在实际诊断中,发现了影响产品质量的许多因素,理论上讲,都需要改进,但是,由于涉及到技术难度、成本和时间等因素的影响,对所有的因素进行改进是不现实的,成本也会增加很多,对企业不利。企业迫切地需要将总的改进资源合理地配置,减少资源浪费,提高改进效果和经济性。
质量可靠性工程与现有管理体系和流程的结合,是提升质量可靠性最重要的工作之一,而管理和工程相结合的切入点就是将质量可靠性工程嵌入在研发、制造和采购等流程中。而从企业整体战略来考虑,企业既要关注质量,又要关注成本。但产品设计、生产和销售的各个环节是串联的,任何一个环节的质量可靠性不高都会造成最终产品的缺陷增多。等板平衡的思想就是在各个环节导致缺陷相同的目标下,改善那个导致缺陷最严重的环节,使产品的生产过程质量基本平衡,有效地节约成本和提升质量。
平衡矩阵的计算公式如下所示:

式(10)-(11)中:Ei——工序不良率改进建议值,10-6;
di——难度系数;
Wi——重要度;
Pi——工序不良率改进期望值;
Qi——相应工序(模块)不良率的改进空间,10-6;
Vi——当前工序不良率评估(诊断)值,10-6;
i——工序编号。
应用方法为:第一步,先确定工序不良率改善目标Pi;第二步,依据重要度Wi和难度系数di,计算每个工序不良率的改进建议值;第三步,将改进要求分配给各个模块。在改进中,依据确定的改进目标改进各个工序,可保证每个工序的不良是平衡的。
3 平衡矩阵的应用示例
平衡矩阵就是在诊断的基础上,综合分析企业及其产品存在的问题,确定其同改进目标的相关性,利用等板平衡原理,在平衡考虑难度、重要性和经济性的前提下,确定各部分改进的重点和幅度,分析出迫切需要改进的内容,用较小的成本获得较大的质量提升效益。下面以某空调企业改进案例来介绍其应用情况。
3.1 工艺不良的平衡分析与改进目标确定
某空调企业,经诊断,发现其产品的可靠性差的一个重要因素来源是各个工艺模块的不良率较高,主要体现在以下几个方面:
1)静电防护存在严重的隐患;
2)原材料采购中供应商的管控力度不足;
3)潮敏防护存在严重的隐患;
4)电装工艺质量不高,电控板焊接工艺一次通过率低;
5)车间洁净管理差;
6)两器 (冷凝器和蒸发器)焊接工艺要求没有固化;
7)筛选;
8)仓库管理。
通过诊断,评估出各个工序 (模块)的不良率如图1所示。由图1可以看出,来自各个工序 (模块)的不良很不平衡。
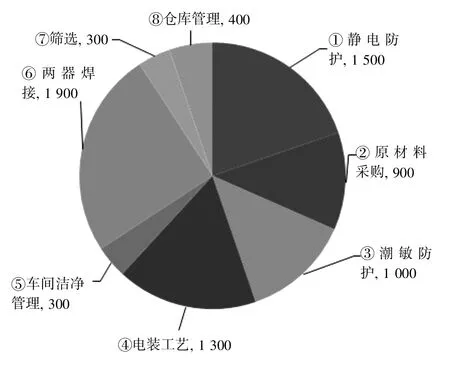
图1 各个工序 (模块)不良率的评估值 (10-6)
经评估认为,基于商业竞争和可靠性增长难度的考虑,工序不良总目标应控制在1 000×10-6以内,按照等分配原则,每个工序的不良率期望值Pi应为 125×10-6。
通过评估可得,各个工序 (模块)的改进难度和重要度如表1所示。
根据式 (10)和工序不良率改进期望值Pi可计算出工序不良率改进建议值Ei和改进空间Qi。计算示例如表2所示。

表1 各个工序 (模块)改进难度和重要度评估值
3.2 改进实施
按照表2的目标要求,为不同的工序 (模块)成立专门的改进小组,进行针对性的改进。具体的方法如下所述[6]。
a)静电防护工程的改造
开展厂区静电防护方面的彻底改造。进行包括接地系统改造、静电防护区改造、静电防护规范建立、静电防护器材等检测规范建立和人员静电防护培训等系统改造提升工程。
b)加强原材料采购管理
1)依据 “失效数据与样品收集→失效机理分析→失效原因分析→原因验证→改进与固化”的流程开展工作,以失效物理为技术手段,切实地找到失效的根本原因;然后在设计、物料控制和工艺等方面给出相应的改进控制措施。2)建立针对关键元器件的整体质量可靠性控制体系,包括整合合格供应商批准 (包括可靠性鉴定测试)与变更控制、关键工艺变更控制、供应商相关的问题报告及纠正措施和供应商QCD综合查询系统 (包括质量可靠性表现、交付和寿命期总成本)等。
c) 潮 敏防护
开展厂区潮敏器件系统防护工作,首先将元器件进行潮敏等级分类,在此基础上对仓储及生产车间环境进行温湿度控制系统改造,并建立相关的防护规范,从而从硬件到制度流程上解决潮敏防护方面的隐患,避免在工艺阶段由于潮湿导致敏感器件出现损伤或可靠性降低的问题,降低由于潮敏问题导致的失效比例,进一步地提升产品的成品率和可靠性。
d)电装工艺
建立工艺鉴定规范与优化工艺流程。在新品导入大规模量产的时候,开展工艺鉴定与工艺优化方面的工作,完善工艺鉴定与工艺优化的手段方法及管理流程,从而提升电控板的一次直通率,减少或消除由于工艺导致的潜在的可靠性缺陷,实现降低由于工艺问题导致的早期返修故障率的目的。
e)车间洁净管理
1)进行车间洁净的管控;2)对上机板料进行除尘;3)在流水线上设置锡渣、剪线角等微小颗粒的剔除点,隔10个工位设置一个。
f)两器焊接
将两器 (冷凝器和蒸发器)焊接的直通率提高到99.97%,重点解决焊接泄漏的问题,减少手工焊接,规范自动焊。规范冷凝器焊接工艺指导文件,进行人员培训,提高操作技能,培育工匠精神。
g)筛选效果
尽快实施HALT试验。针对内场试验条件不能充分模拟外场应力条件的问题,加强产品外场运输、搬运和安装等工况下的应力分析,制定合适的内场试验条件;采购三综合试验设备,对产品开展综合应力试验。
h)仓库管理
加强仓库现场环境控制,增加温湿度控制设备,并每日巡查。进行静电分区管理,对静电敏感区增加相应设备,进行静电监测,对于潮敏器件,建立相应的保存区域,增加干燥箱,建立管理制度等。
4 结束语
本文介绍了平衡矩阵技术的原理及其在TSQ诊断和工艺改进中的应用,得出了如下结论:
1)工艺不良同产品的可靠性有直接关系,产品的工序不良率与失效率密切相关,工序不良率高,其失效率也高;
2)给出了平衡矩阵的计算模型;
3)通过平衡矩阵在企业诊断和改进中的应用示例,介绍了其具体步骤;
4)平衡矩阵技术是基于数据的质量与经济效益、利用等板平衡原理和模块相关性提出的,可综合分析企业及产品质量要素优化匹配问题,为企业开展高效益质量改进提供技术理论支持。
[1]张增照.TSQ技术提升企业质量品牌竞争优势 [N].中国电子报,2012(2):19.
[2]ZHANG Zengzhao, FAN Zhonghui, ZHANG Chanyu.Principles and applications of total solution for quality&reliability[C]//IEEE International Conference on Reliability,Maintainablity, and Safety (ICRMS), Aug.6-8, 2014:1-5.
[3]吴先献,陈昭宪,罗雯.军用电子元器件可靠性增长方法研究 [C]//军用电子元件 “八五”可靠性研究文集,中国电子学会电子元件分会可靠性与质量管理专业委员会,1998:1-15.
[4]彭文忠.质量可靠性整体解决平台 [J].中国质量,2012(9): 21-23.
[5]范忠辉,张增照,陈钼,等.质量可靠性整体解决在机械装备领域的实践 [J].电子产品可靠性与环境试验,2017, 35 (5): 53-59.
[6]张增照.以可靠性为中心的质量设计分析和控制 [M].北京:电子工业出版社,2010.
科学家研制“人工肌肉”让机器人变身超级大力士
据外媒报道,研究人员表示,他们从折纸术的折迭技术取得灵感,创造出用于机器人的价格低廉的 “人工肌肉”,让机器人有力气举起比自己重1 000倍的物体。
研究人员说,这项进展让软机器人界往前迈进一步。上一代机器人忽动忽停且行动僵硬,快速被软机器人取代。
美国麻省理工学院 (MIT)电子工程与计算机科学教授兼资深作者鲁斯 (Daniela Rus)说: “这就像是赋予了这些机器人超能力。”
这篇发表于 《国家科学院学报》的研究报告说,这种肌肉被称为促动器 (actuator),做在金属线圈或塑料板材的架构上,每条肌肉的制造成本约为1美元。
他们之所以会想到师法折纸术,是从部分肌肉运用的锯齿状结构获得的灵感。
报告说: “骨架可以是弹簧、像折纸般折迭的结构、或是任何装有铰链或有弹性空隙的固体结构。”
据悉,可能用途包括火星上的可扩充太空栖息地、小型外科器械、穿戴式机械外骨骼、深海探测设备甚至是可变形的建筑。
此外,哈佛大学工程与应用科技教授、共同作者伍德 (Rob Wood)说: “人工肌肉促动器,是所有工程界最重要的庞大挑战。既然我们已经制造出有类似天然肌肉特性的促动器,就有可能为几乎任何任务创造出机器人。”
(摘自新浪科技)
猜你喜欢
昆钢科技(2022年2期)2022-07-08
石材(2020年4期)2020-05-25
上海质量(2019年8期)2019-11-16
建材发展导向(2019年10期)2019-08-24
时代金融(2017年18期)2017-07-31
时代金融(2017年15期)2017-06-22
电子制作(2017年2期)2017-05-17
工程建设与设计(2016年1期)2016-02-27
中国经济信息(2015年8期)2015-05-05
电测与仪表(2015年6期)2015-04-09