洋河大曲发酵力检测影响因素的探讨
2017-12-20 08:21杨建梅王晓慧董大伟
酿酒科技 2017年12期
杨建梅,王晓慧,苏 葛,马 伟,罗 霞,董大伟
(江苏洋河酒厂股份有限公司,江苏宿迁223800)
洋河大曲发酵力检测影响因素的探讨
杨建梅,王晓慧,苏 葛,马 伟,罗 霞,董大伟
(江苏洋河酒厂股份有限公司,江苏宿迁223800)
研究探讨了不同的粉碎方式、粉碎度、糖液种类、糖度以及发酵栓封口方式对大曲发酵力检测的影响,发现不同的粉碎方式、粉碎度、糖液和糖液糖度对于大曲发酵力的平行性影响较为明显;不同的糖液和糖液糖度对于大曲发酵力的检出率的影响较为显著。通过因素优化和验证,发酵力检测误差控制在10%以下,工作效率提升40%。
洋河大曲; 粉碎方式; 粉碎度; 糖液种类; 糖液糖度; 发酵栓封口方式
俗话说“曲为酒之骨”,大曲在酿酒生产中有着十分重要作用,除了投料生香之外,大曲特殊的菌、酶、物三系使大曲在酿酒中有着明显的“双边效应”(边糖化、边发酵),其本身的酵母菌群能发酵酒醅中的还原糖,生成酒精和二氧化碳,因此大曲发酵力的检测就显得至关重要。目前并没有一个明确的国家标准来检测大曲的发酵力,我厂发酵力的检测以大米制备的糖液为培养基,测定发酵过程中的二氧化碳,以此来衡量大曲的发酵力,但在实际操作中发现发酵力误差较大,大于公司规定的检验误差(必须控制在10%之内)。
为降低发酵力检测误差和进一步提高工作效率,研究对发酵力检测整个过程中会影响结果准确性的因素进行了分析探讨,以期能够找到降低发酵力检测误差和提高检测效率的方法[1-5]。
1 材料与方法[6-8]
1.1 材料
酒曲:我厂中高温曲、高温曲和多功能曲;石蜡;封口膜;5 mol/L(1/2)硫酸;稀碘液。
糖液:取大米500 g,加水2500 mL,混匀,蒸煮至淀粉充分糊化,冷却至60℃,加糖化酶糖化,加入糖化酶5万单位量为:原料∶糖化酶=500∶2~10,以60℃糖化3~4 h,碘液测定糖液至糖化完全,加热至煮沸,过滤,室温调糖度为13°Bx,备用。
培养液:按照蛋白胨2 g/L、酵母膏1 g/L、葡萄糖20 g/L比例配制,用蒸馏水定容至1 L,加热溶解,备用。
仪器:高压灭菌锅、粉碎机、料理机、发酵瓶、发酵栓、Parafilm封口膜、液体石蜡、千分之一电子天平、恒温培养箱、烘箱。
1.2 实验方法
1.2.1 实验室方法[1]
1.2.1.1 灭菌
量取150 mL 13°Bx糖液加入到磨口发酵瓶中,塞上棉花塞,包好报纸,同时发酵栓用报纸包好,两者同时放入蒸气灭菌锅中,在0.1 MPa下,121℃灭菌15 min。
1.2.1.2 接入曲粉并称量
灭好菌的13°Bx糖液冷却至25℃左右,在无菌条件下,加入粉碎好的大曲粉1 g(精确至0.0001)于发酵栓中,量入5 mol/L H2SO4(1/2 H2SO4)硫酸10 mL。用石腊封发酵瓶塞,擦干发酵瓶外壁,置瓶于千分之一天平上称量,记下读数W1。
1.2.1.3 培养并称量
于25℃恒温箱中发酵48 h后取出,轻轻摇动发酵瓶,使二氧化碳尽量逸出,同一天平称重,读出读数W2。
1.2.2 计算

式中:W1——发酵前发酵瓶加内容物重,g;
W2——发酵后发酵瓶加内容物重,g;
m——接入的大曲粉量,g。
平行性实验偏差=︱X1-X2︳
式中:X1——平行实验1的实验值,g/10 g·48 h;
X2——平行实验2的实验值,g/10g·48 h。
式中:X——实验值,g/10 g·48 h;
1.2.3 影响因素分析
通过对发酵力检测整个过程中会影响结果准确性和检测效率的因素进行了梳理分析,找出大曲粉碎方式、粉碎度、糖液、糖液浓度和发酵栓封口方式5个影响因素。针对这5个因素,以大曲发酵力平行性实验偏差、发酵力检出率和实验误差为评价指标分别进行了研究。
2 结果与分析
2.1 不同粉碎度对大曲发酵力检测的影响
挑选了20组不同大曲样品,分别通过16目、20目、24目筛网后,进行实验,以平行性实验偏差和发酵力检出率为评价指标,结果见图1和图2。
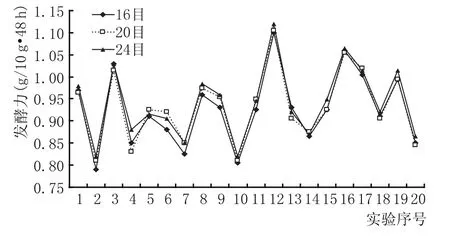
图1 不同粉碎度平行性实验
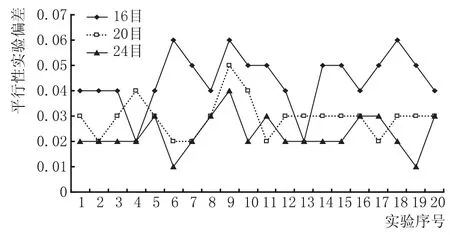
图2 不同粉碎度检出率实验
由图1可以看出,不同粉碎度对于大曲发酵力的平行性影响较为明显,粉碎度越大,样品的平行性越好,平行样之间的偏差越小。由图2可以看出,不同粉碎度对于检出率的影响较小,3种粉碎度的检出率基本一致。
2.2 不同粉碎方式对大曲发酵力检测的影响
在实验室方法其他条件相同的情况下,分别使用两种粉碎方法(粉碎机和料理机)对我厂10个大曲样品进行实验,以20目筛通过率为评价指标,具体结果见表1;分别使用两种粉碎方法粉碎同一曲样过20目筛,进行8次实验,以发酵力实验误差为评价指标,具体结果见表2。
由表1可知,采用粉碎机粉碎,粉碎时间是5 min,出房曲20目筛的通过率平均为87.7%,而采用料理机粉碎的粉碎时间是1 min,20目筛通过率平均为93.3%,粉碎效率提高4倍。
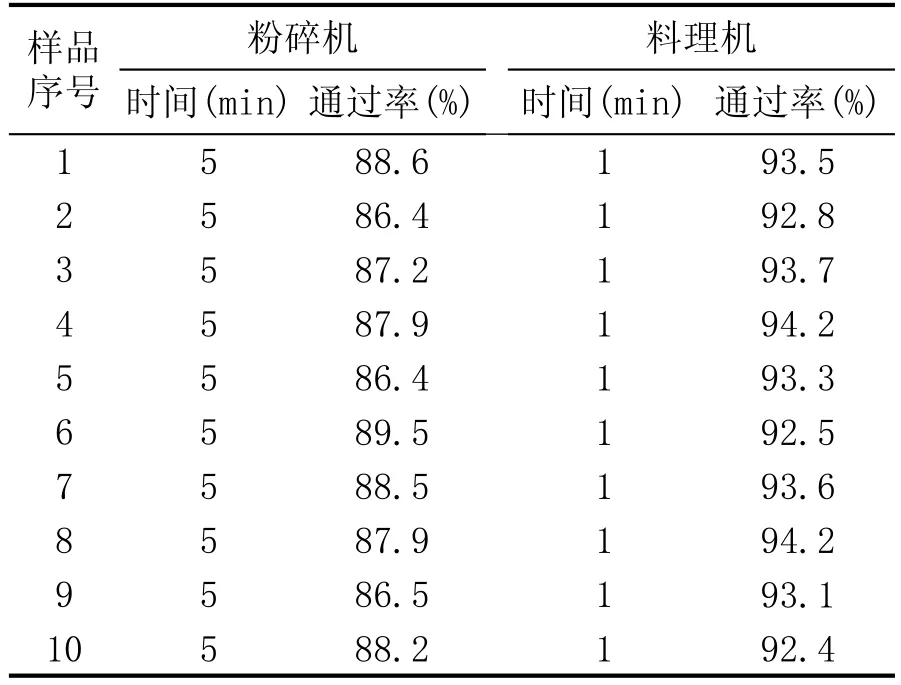
表1 不同粉碎方式对我厂大曲粉碎时间和粉碎度的影响
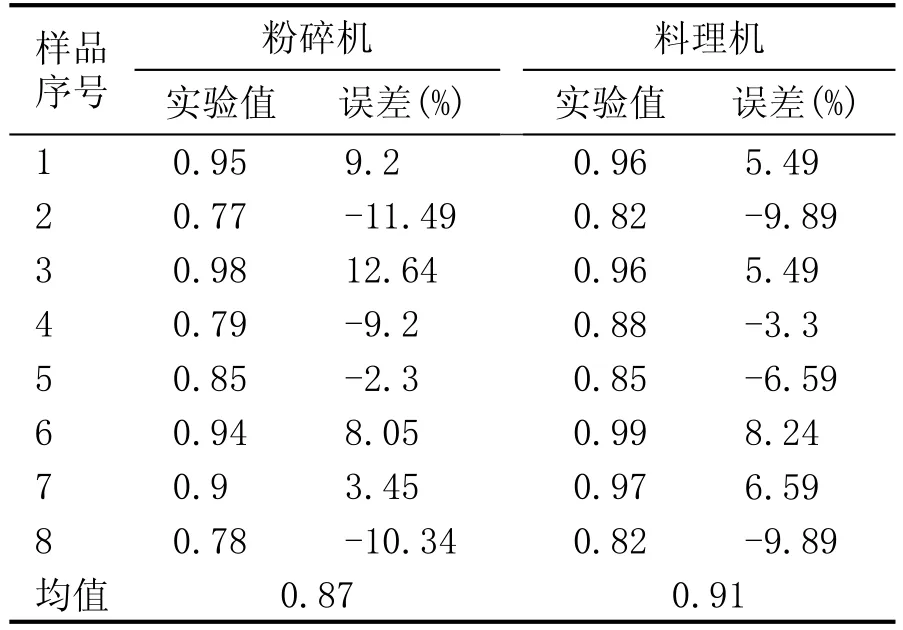
表2 不同粉碎方式对我厂大曲发酵力的影响
由表2可知,采用粉碎机粉碎,发酵力结果误差在-11.49%~12.64%之间,采用料理机粉碎,发酵力结果误差在-9.89%~8.24%之间,准确度提高了2~4个百分点,发酵力检出率也高于粉碎机粉碎,这是因为料理机粉碎的样品20目筛通过率高,且样品粉碎均匀。从实验结果来看,不同粉碎方式对发酵力检出率影响较大。
2.3 不同糖液对发酵力检测的影响
在其他条件不变的情况下,分别按1.2的方法制备糖液和培养液接种同一大曲进行发酵培养,随机挑选了10个不同大曲,每组均做平行样,共进行了40组试验,结果见图3。
由图3可以看出:培养液和糖液对发酵力的检出趋势是一致的,而且培养液对发酵力的检出率明显高于糖液,高出179%~231%,分析原因可能是培养液的组成成分较糖液更为简单,尤其是糖分全部是单糖葡萄糖,更易被酵母菌发酵利用,而糖液的组成成分较为复杂且制备的糖液能更好地模拟我厂大曲在酿酒生产中的发酵原理,综合考虑,选择能更好模拟车间发酵的糖液来测定我厂大曲的发酵力更为适宜。
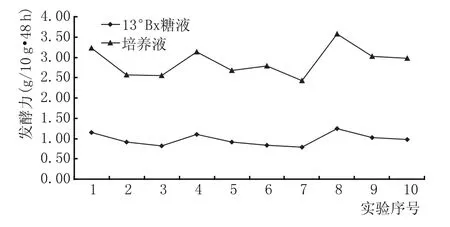
图3 不同糖液对发酵力检出率的影响
2.4 不同糖度对发酵力检测的影响
2.4.1 不同糖液糖度对发酵力检测的影响
在其他实验条件相同的情况下,选择13°Bx、10 °Bx、7 °Bx、4 °Bx和1 °Bx 5个不同实验梯度的灭菌糖液,取6块不同大曲进行实验,每组均做平行实验,共收集到60组实验数据,以发酵力检出率为评价指标,对实验数据进行分析,结果见图4。
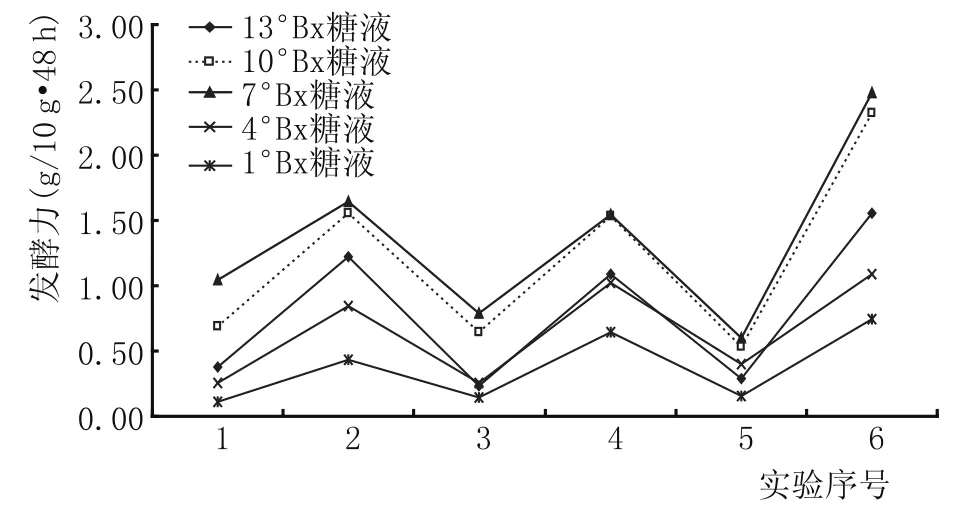
图4 不同糖度糖液对发酵力检出率的影响
由图4可看出,发酵力检出率7°Bx和10°Bx均>13°Bx>4°Bx>1°Bx,结合糖液的利用率综合考虑,选择7°Bx糖液为最佳糖度。
2.4.2 7°Bx和13°Bx糖液对大曲发酵力的影响
由于我公司测定发酵力一直使用糖液的糖度为13 °Bx,为了确保7°Bx糖液能够完全替代13°Bx糖液,在其他实验条件相同的情况下,取13°Bx和7°Bx两个梯度的灭菌糖液,对53个大曲样品进行平行性实验和检出率实验,每个实验均做平行样,共收集了106组实验数据,以平行性实验偏差和发酵力检出率为评价指标,结果见图5和图6。
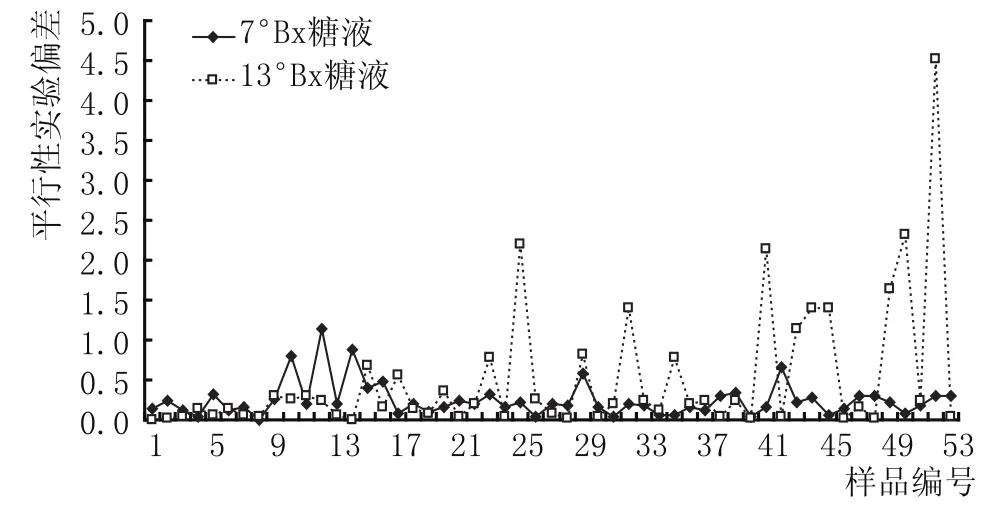
图5 7°Bx和13°Bx糖液平行性实验
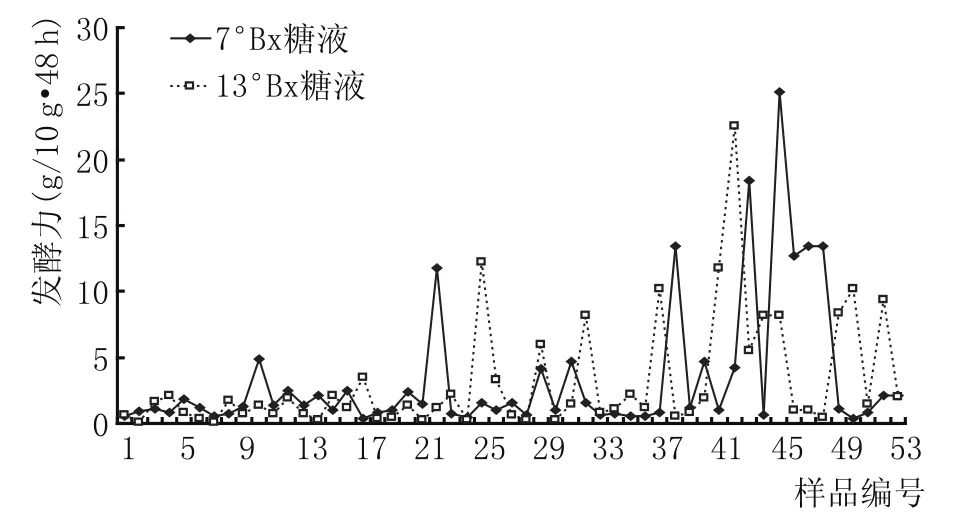
图6 7°Bx和13°Bx糖液对发酵力检出率的影响
由图5可以看出,7°Bx糖液发酵力测定平行性明显优于13°Bx糖液,由图6可以看出,7°Bx糖液发酵力检出率大多数都大于13°Bx糖液,同时通过将糖液由13°Bx降至7°Bx,在不影响检验准确性的前提下可将糖液的利用率提高46%。
2.5 发酵栓不同封口方式对发酵力检测的影响
在其他实验条件不变的前提下,分别采用蜡封和封口膜封口,对10组大曲样品进行实验,记录两种不同封口方式大曲发酵力检测结果的变化,并计算封口膜相对于滴蜡封口方式的相对误差,具体结果见表3。
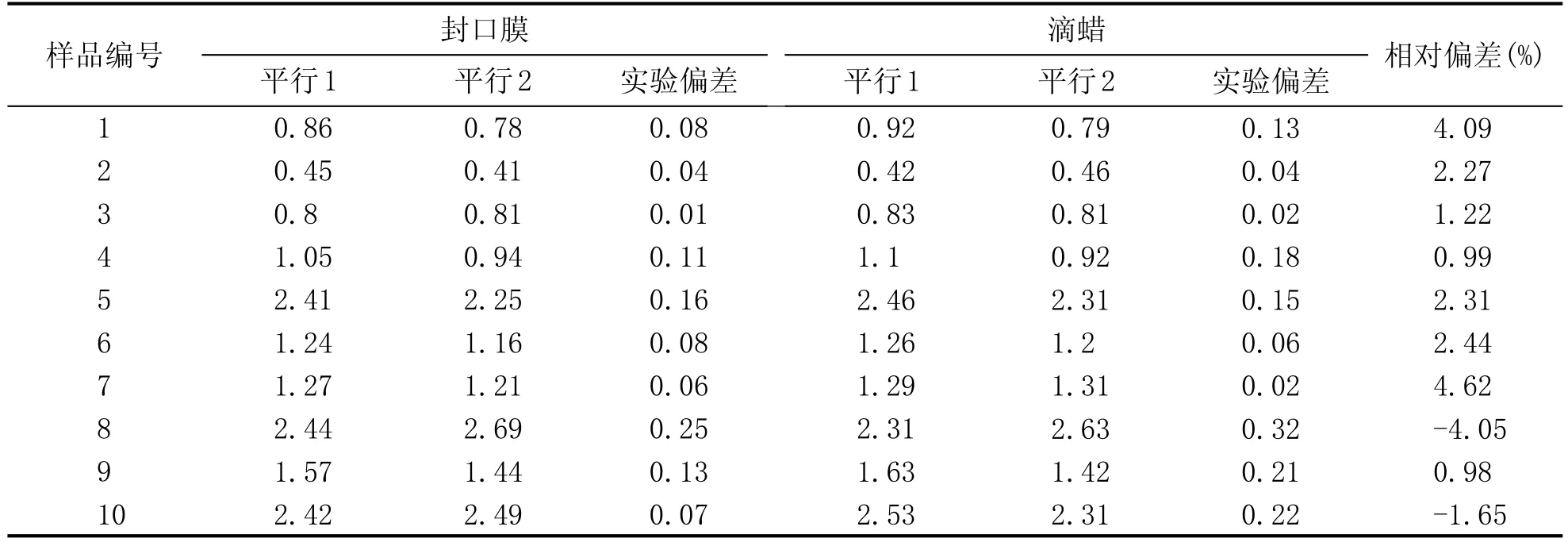
表3 不同封口方式对我厂大曲发酵力的影响
从表3可以看出,封口方式对大曲发酵力的平行性和检出率影响不大,封口膜封口相对于滴蜡封口的相对偏差在-4.05%~4.62%之间,这说明封口膜和滴蜡的封口方式对于发酵力的检测影响甚微,结果基本一致,且以100个样品计,改善前需要400 min,改善后只需100 min,检验效率提高75%。
2.6 效果验证
根据实验结果,选择影响发酵力测定的3个主要影响因素实施条件为:粉碎方式料理机粉碎、糖液糖度7°Bx和发酵栓封口方式封口膜封口,其他步骤按照1.2进行。然后,安排1名检测人员对45组不同曲样进行发酵力测定,每个曲样均做两个平行样,共计90组实验,详见表4。
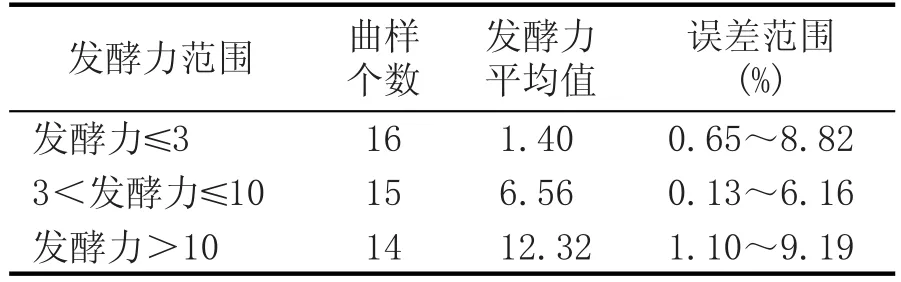
表4 45组曲样误差范围统计
从表4可以看出,依照选择的因素条件进行实验,这45组曲样最大误差在9.19%,最小误差为0.13%,发酵力误差均在10%以内,这说明粉碎方式料理机粉碎、糖液糖度7°Bx和发酵栓封口方式封口膜封口方法可行,且优化后8个曲样为1个检验批次,由同一人检测,工作效率提升了40%。
3 结论与讨论
3.1 不同粉碎度对于大曲发酵力的平行性影响较为明显,粉碎度越大,样品的平行性越好,平行样之间的偏差越小。不同粉碎度对于检出率的影响较小,3种粉碎度的检出率基本一致。
3.2 通过不同粉碎方式发现:采用料理机粉碎,发酵力结果误差在-9.89%~8.24%之间,准确度提高了2~4个百分点,发酵力检出率也高于粉碎机粉碎。这是因为料理机粉碎的样品20目筛通过率高,且样品粉碎均匀,粉碎效率提高4倍。
3.3 从不同糖液实验数据可以看出:不同糖液对大曲发酵力的检出趋势是一致的,但对检出率影响较为明显,培养液对发酵力的检出率明显高出糖液179%~231%,分析原因可能是培养液的糖分全部是单糖葡萄糖,更易被酵母菌发酵利用,糖液的组成成分较为复杂,但制备的糖液能更好地模拟我厂大曲在酿酒生产中的发酵原理,综合考虑,选择糖液用来测定大曲的发酵力更为适宜。
3.4 从不同糖液糖度试验结果可以看出,7°Bx糖液发酵力检出率大于13°Bx糖液,7°Bx糖液发酵力测定平行性也明显优于13°Bx糖液,同时通过将糖液由13°Bx降至7°Bx,在不影响检验准确性的前提下可将糖液的利用率提高46%。
3.5 不同封口方式研究结果表明:封口方式对大曲发酵力的平行性和检出率影响不大,封口方式改变后,发酵力检测误差最大不超过0.03个点,而且利用封口膜取代滴蜡封口,操作简单,易拆卸清洗,且以100个样品计,工作效率提高75%。
3.6 综上所述,不同的粉碎方式、粉碎度、糖液和糖液糖度对于大曲发酵力的平行性影响较为明显;不同的粉碎方式、粉碎度和封口方式对于大曲发酵力的检出率影响不大;不同的糖液和糖液糖度对于大曲发酵力的检出率的影响较为显著。验证试验表明:发酵力误差在10%以下,且工作效率可提升40%。
3.7 下一步将继续探讨研究不同硫酸添加量、不同糖液量、糖液过滤不彻底、不同发酵瓶规格和不同培养箱型号等因素对我厂发酵力测定的影响,希望通过此研究,在提高检测效率的同时,进一步提高我厂发酵力检出率,降低检测误差。
[1]沈怡方.白酒生产技术全书[M].北京:中国轻工业出版社,1998.
[2]刘从艾,穆文斌,汤有宏.大曲糖化力、发酵力最佳量比关系的研究[J].酿酒,2000(2):41-43.
[3]郭刚,张丽玲,章忠泰.浅析大曲发酵力的测定[J].酿酒,2011(2):80-81.
[4]穆文斌.大曲在贮存过程中质量变化的研究[J].酿酒,2010(2):56-58.
[5]王明洪.谈谈浓香型大曲发酵力的测定[J].酿酒,2010(4):22-24.
[6]穆文斌.提高大曲发酵力的研究[J].酿酒,2010(4):47-49.
[7]马加军.大曲发酵力检测方法的探讨[J].山东食品发酵,2003(4):47-48.
[8]万春环,李红歌,王二徐,等.影响浓香型大曲发酵力测定的因素探讨[J].酿酒,2010(3):79-81.
Factors Influencing the Measurement of Fermenting Power of Yanghe Daqu
YANG Jianmei,WANG Xiaohui,SU Ge,MAWei,LUO Xia and DONG Dawei,
(Yanghe Distillery Co.Ltd.,Suqian,Jiangsu 223800,China)
In this study,the effects of different crushing modes,crushing degree,sugar type,sugar content and sealing modes of fermentation bolts on the measurement of fermenting power of Yanghe Daqu were investigated.The results demonstrated that,those factors except the sealing modes of fermentation bolts had evident parallel influence on Daqu fermenting power.Among them,sugar type and sugar degree had evident influence on the measurement of Daqu fermenting power.Through factor optimization and verification,the measurement error of Daqu fermenting power was controlled below 10%,and measurement efficiency got increased by 40%.
Yanghe Daqu;crushing mode;crushing degree;sugar type;sugar content;sealing mode of fermentation bolts
TS262.3;TS261.1;TQ925.7;TQ920
A
1001-9286(2017)12-0060-05
10.13746/j.njkj.2017221
2017-08-14
杨建梅(1987-),女,山东烟台人,硕士研究生,主要从事微生物的检测及应用相关研究。
优先数字出版时间:2017-11-09;地址:http://kns.cnki.net/kcms/detail/52.1051.TS.20171109.0952.003.html。
“茅酒之源”景区入选国家工业遗产旅游基地
本刊讯:据《茅台集团》报道,根据《国家工业旅游示范基地规范与评价》行业标准,经各地推荐,国家旅游局于2017年11月14日公示了10个国家工业遗产旅游基地名单,贵州茅台集团申报的“茅酒之源”景区成为贵州省唯一入选景区。公示期为2017年11月14日至11月18日。
据了解,国家工业遗产旅游基地需具备资源吸引力强、市场认知度高、接待服务良好、运行安全有序4个基本条件。“茅酒之源”景区以国家级重点保护单位——茅台酒酿酒工业遗产群为主体。茅台酒酿酒工业遗产群始建于明代,因战乱几次被毁,于清同治元年(1862)重建,其中包括茅台酒厂的前身——“成义烧房”(茅酒之源)、“荣和烧房”“恒兴烧房”(茅酒古窖)旧址,是展示首批国家级非物质文化遗产——茅台酒酿制技艺的重要载体。景区占地面积约5万平方米,与4A级旅游景区中国酒文化城、茅台古镇毗邻,成为中国酒都重要的旅游资源。(江源荐,黄筱鹂编辑)
来源:茅台集团 2017-11-16
猜你喜欢
热带作物学报(2022年8期)2022-09-16
今日农业(2022年13期)2022-09-15
食品科学技术学报(2022年4期)2022-08-01
科学大众(2020年12期)2020-08-13
中国糖料(2016年1期)2016-12-01
食品界(2016年10期)2016-09-10
BOSS食尚(2016年6期)2016-06-01
分析化学(2015年6期)2015-06-18
中国民族民间医药(2012年13期)2012-04-18
环球时报(2009-08-21)2009-08-21