
切换式凸模固定座在冲压工艺中的应用
2017-10-19 22:00:36吴神龙赵磊冯华奇瑞汽车股份有限公司
锻造与冲压 2017年20期
文/吴神龙,赵磊,冯华·奇瑞汽车股份有限公司
切换式凸模固定座在冲压工艺中的应用
文/吴神龙,赵磊,冯华·奇瑞汽车股份有限公司
近年来越来越多的人享受到便捷、丰富的汽车服务,汽车服务厂商提供的车型更加多样化,同一款车型可以提供各种不同的配置,由于配置的不同,汽车生产工艺也有所不同。本文旨在提供一种简单并且具有通用快换功能的模具冲孔装置,以达到快速切换零件状态的目的,满足不同车型配置的需求。
本文以某量产车型的两种后背门外板为例,①简配车型后背门上端不需要安装导流板(无安装孔);②高配车型需要在后背门上端冲裁3个直径为8mm的安装圆孔(图1)。开发此款车型模具时,按照斜楔冲孔工艺(高配车型)来制作,当需要生产简配车型时,在线人工拆除斜楔机构,切换的效率较低,并且斜楔机构多次拆卸和安装影响斜楔导向精度和冲孔精度,极易出现不合格件。
零件及模具介绍
图1所示的某款车型的后背门外板模具由5道工序完成,分别是①拉延(双动)、②修边斜楔修边冲孔、③修边、④翻边冲孔斜楔冲孔、⑤翻边斜楔翻边。材料选用DC04,料厚为0.7mm,零件为外表面件,两种状态切换的工序为OP40翻边冲孔工序。
选择改造方案
现场调查后,我们共同讨论了以下三种改造方案:
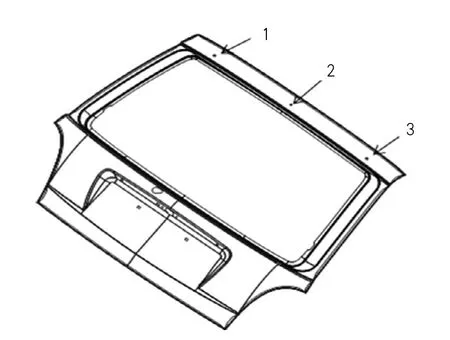
图1 某款车型后背门外板
方案一:重新开发一套模具,原先模具只生产正常件,增加一套模具取消斜楔冲孔工艺,翻边工艺无变化,只生产简装件,两种状态通过模具进行切换,经过分析此方案可行。该模具改造方案周期约为4个月,改造费用约为50万,每次切换时间约为15分钟。
方案二:通过调整装模高度进行制件两种状态的切换。具体实施措施为,增加四周翻边整形刀块的高度及降低冲头吃入深度,通过调整装模高度进行切换正常及简装件状态。该模具改造方案周期约为10天,改造费用约为1万元,每次切换时间约为8分钟。但是,由于此道工序有翻边工序,调整装模高度后存在翻边不到位以及制件压伤等风险,方案不可行。
方案三:原先的模具冲孔机构为吊冲斜楔机构(图2),使用台肩式冲头及固定座。此种结构因为斜楔的滑动块是放在上模,所以放件取件比较容易,但是当需要生产简配冲压件时,需要人工在线拆除斜楔机构,切换工艺较为落后。
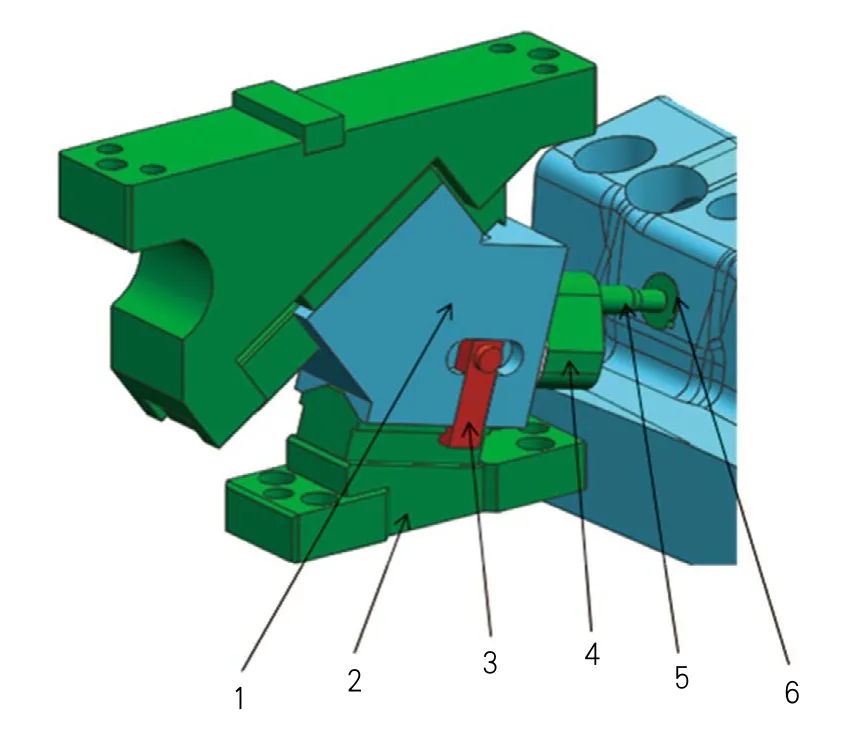
图2 吊冲斜楔机构
经过讨论比较,我们选择了一种具有通用快换功能的模具冲孔装置(图3),同一副模具可实现冲孔与不冲孔的快速转换,减少模具成本,大大缩减冲压工艺,又能保证零件的尺寸精度要求。整个改造过程用时3天,费用约5000元,改造效果良好,成功解决了有孔、无孔件的在线切换。通用快换功能的模具冲孔装置具有以下优点:
⑴固定座本体起稳固凸模固定座作用。
⑵压板起固定、定位、调整的作用。
⑶冲头是最终的工作元件。
⑷凸模固定块起传递驱动力并固定冲头的作用。
⑸楔形块起承载、驱动的作用。
实际生产操作时,楔形块插入,驱动凸模固定座,模具闭合后冲头进行正常的冲孔工作,冲入凹模的深度是5mm。楔形块拔出,模具闭合后冲头距离凹模5mm,冲头与制件不接触,以达到生产无孔件的效果。

图3 切换式凸模固定座
综合考虑以上三个方案的改造周期、改造费用以及生产方式等诸多因素,最终我们选择方案三进行实施。生产操作人员可自行切换,节省了时间,更好的保证了零件的质量。
结束语
通过对此车型后背门外板的工艺改进,积累了处理此类问题的经验,对今后此类模具设计有借鉴作用。
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23 06:39:54
模具制造(2021年8期)2021-10-20 06:26:40
汽车工艺师(2021年7期)2021-07-30 08:03:34
橡胶科技(2021年7期)2021-07-20 01:23:06
模具制造(2021年3期)2021-05-03 13:37:22
机械设计与制造(2021年2期)2021-03-05 10:00:00
经济技术协作信息(2018年18期)2019-01-23 07:17:20
科技创新导报(2017年34期)2018-06-05 10:17:28
环球市场(2017年21期)2017-09-10 07:22:44
工业设计(2016年12期)2016-04-16 02:51:58
