少齿数齿轮锥面砂轮展成法强力磨齿机构研制
2017-10-13 07:05:57周旭肖海荣余涛魏欣宇谭博淼
湖北汽车工业学院学报 2017年3期
周旭,肖海荣,余涛,魏欣宇,谭博淼
(1.湖北汽车工业学院 机械工程学院,湖北 十堰 442002;2.东风汽车动力零部件有限公司,湖北 十堰 442002)
少齿数齿轮锥面砂轮展成法强力磨齿机构研制
周旭1,肖海荣2,余涛2,魏欣宇1,谭博淼1
(1.湖北汽车工业学院 机械工程学院,湖北 十堰 442002;2.东风汽车动力零部件有限公司,湖北 十堰 442002)
为有效解决少齿数齿轮加工技术难点,确保其加工精度和表面质量,提高加工效率,降低加工成本,研发了一种少齿数齿轮锥面砂轮展成法强力磨齿机构,并介绍了少齿数齿轮锥面砂轮展成法强力磨齿机构的工作原理和传动机构。实践证明:强力磨齿机构运行安全、稳定,能满足生产要求。
少齿数齿轮;锥面砂轮;展成法;强力磨齿机构;研制
Abstract:In order to solve the difficulties in processing technology of the less-teeth gear effectively,promote the machining accuracy and surface quality,improve the processing efficiency,reduce the pro⁃cessing cost,the mechanism of the high-rate gear grinding with conical grinding wheel based on gener⁃ating method for less-teeth gear was developed.The working principle and transmission mechanism of the mechanism were introduced.Practices show that the mechanism designed which meet the produc⁃tion requirements can run safely and stably.
Key words:less-teeth gear;conical grinding wheel;generating method;high-rate gear grinding mecha⁃nism;development
在要求体积很小、传动比大的传动中,必须使用极少齿数、大螺旋角、小导程的圆柱斜齿轮,即少齿数齿轮。少齿数齿轮在助力车、电动自行车、照相机、石英钟、定时器、机电控制装置和高档玩具的传动系统中被广泛应用,其主要优点是在保证传动比不变的情况下可减小传动机构的体积,但其加工一直被视为技术难点[1]。
渐开线螺旋圆柱齿轮的齿形,一般使用齿轮加工设备,采用专用刀具进行热处理前切削加工而成,热处理后采用磨齿设备磨削齿形。然而,理论上当渐开线螺旋齿形的齿轮齿数小于14时,采用现有的机械加工方式,就会在齿形加工中出现根切现象,并且需要在热处理前初加工齿形,热处理后磨齿形。实际应用中,当前的齿形加工设备尚难实现4齿以下齿形的加工。另外,用现有加工方法生产少齿数渐开线螺旋圆柱齿轮,因需分热处理前加工及热处理后加工,会导致生产效率极为低下。
对少齿数齿轮的啮合原理进行了大量的分析研究[1-3];并且对少齿数齿轮的加工进行了大量研究,如少齿数齿轮的铣齿、滚齿、插齿、展成磨齿和成形磨齿等[4-7]。
现有技术中虽然具有多种用于加工齿轮的数控磨齿机,但是这些数控磨齿机不太适用于加工少齿渐开线螺旋圆柱齿轮的加工;其次,即使利用某些数控磨齿机可以实现少齿渐开线螺旋圆柱齿轮的加工,但通常需要的加工时长增加了工人的劳动时间,并且增加了劳动强度。
磨齿是最重要的齿轮精加工方法,齿轮的磨削方法包括展成磨齿和成形磨齿,展成磨齿又包括蜗杆砂轮磨削、锥形砂轮磨削和碟形砂轮磨削。使用成形法来磨削和铣齿,需要将砂轮的截形修整成与被加工齿轮形状完全相同。
渐开线齿轮具有可展性,采用展成法磨削,不存在螺旋干涉,但应满足砂轮面与螺旋面接触的直母线上具有恒定的公法线,因此砂轮面必须为平面、锥面或柱面,砂轮轴线与蜗杆轴线也应有一定的位置要求。在理论上对成形法磨削斜齿轮时的构形原理已进行了较深入的研究[8-9]。
砂轮形状简单,采用锥面砂轮展成法,此磨削方法对机床调整机构要求低,在铲床、螺纹磨床、蜗杆磨床上都能实现,且能够同时磨削左右齿廓面。实际齿轮加工过程中,由于加工目的、质量标准、成本控制及装备技术手段等环境条件的不同,对加工方法的应用也相对地成为了限定性制约因素。因此以锥面砂轮展成法基本原理为基础,研制了一种少齿数齿轮锥面砂轮展成法强力磨齿机构。
1 展成磨齿装置原理
少齿数齿轮锥面砂轮展成法强力磨齿机构原理如图1所示,此机构采用数控方式磨削加工少齿渐开线螺旋圆柱齿轮;砂轮的轴线可绕螺旋角调整轴转动,从而使砂轮的轴线与工件轴线空间交叉,形成一定的角度;砂轮可绕砂轮旋转轴线转动,砂轮的轴线可沿磨削进给轴形成Y向移动;磨削时砂轮两锥面分别与工件的基圆相切;砂轮随磨削进给轴上下移动的同时绕砂轮旋转轴旋转实现磨削量和回转磨削;工件绕主轴作旋转运动,同时沿导程生成轴线(X向)左右往返平移形成螺旋齿廓。
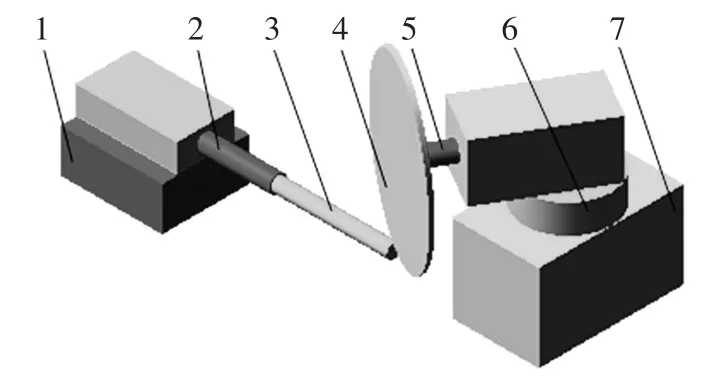
图1 展成磨齿原理
2 展成磨齿
2.1 磨齿传动机构简介
少齿数齿轮锥面砂轮展成法强力磨齿机构的传动机构如图2所示,由数控磨削设备基座、工作台、伺服电机、主轴、导程生成轴、工件、砂轮、磨削进给轴、砂轮旋转轴及V带等组成。数控磨削设备基座上设置工作台、导程加工轴、磨削进给轴等;工作台与导程加工轴连接,并在导程生成轴的作用下沿水平方向(X向)作往复移动;工作台上设置用于夹持和带动工件旋转的主轴;磨削进给轴上设置用于加工少齿数齿轮的砂轮;砂轮固接在砂轮旋转轴上;砂轮旋转轴与磨削进给轴铰接;砂轮旋转轴上连接用于带动砂轮旋转的V带。导程生成轴为伺服电机驱动的丝杠;工作台与丝杠连接。
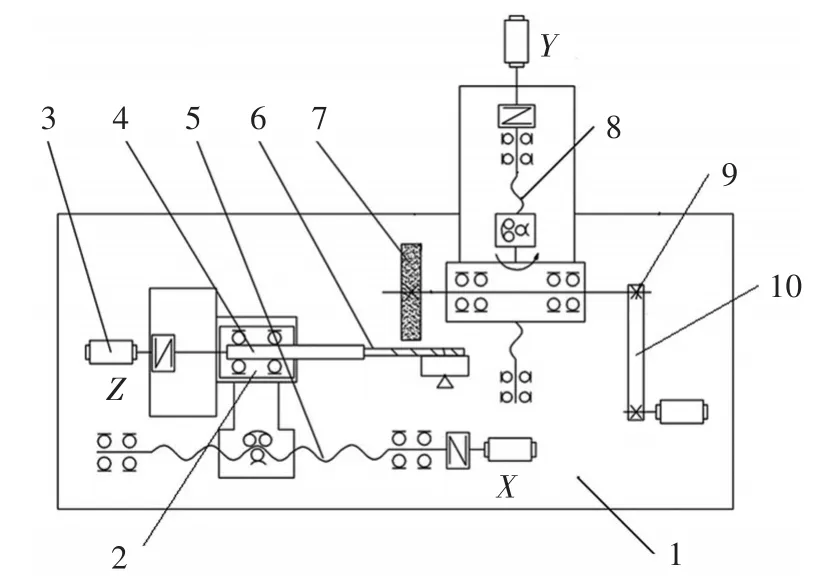
图2 传动机构简图
伺服电机通过联轴器带动主轴旋转,主轴带动工件,从而使工件产生绕主轴的转动。电机带动V带旋转,V带带动砂轮旋转轴旋转,砂轮旋转轴带动砂轮旋转,从而使砂轮产生绕砂轮旋转轴的转动,实现回转磨削动作。Y向伺服电机通过联轴器带动磨削进给轴旋转,使砂轮旋转轴产生沿磨削进给轴(Y向)移动,使砂轮生成进给运动,实现磨削量的进给。砂轮旋转轴可绕磨削进给轴旋转,从而使砂轮的轴线与工件轴线空间交叉,形成一定的角度。X向伺服电机通过联轴器带动导程生成轴旋转,使工作台产生沿导程生成轴(X向)移动,从而使工件沿X方向左右往返平移形成螺旋。
通过采用特定形状的砂轮磨削加工齿轮表面齿形,在磨削过程中,使砂轮随Y轴上下移动的同时绕砂轮旋转轴旋转,实现磨削量进给和回转磨削动作,并使少齿数齿轮绕其与X轴平行的轴线作旋转运动的同时沿其轴线按设定的导程左右往返平移,形成螺旋齿廓。在预设程序的控制下,确保了加工过程的稳定性和准确性,提升了少齿数渐开线螺旋圆柱齿轮齿形面的加工精度和表面质量,极大地提高了加工效率,降低了加工成本,保证了产品质量要求。数控磨削设备具有PLC和定位模块功能,同时在加工过程中砂轮线速度大于80 m·s-1,磨削深度大于1mm,即强力磨削。
2.2 锥面砂轮参数
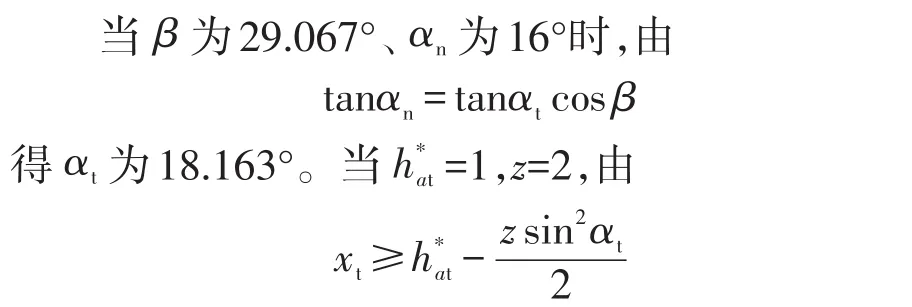
在汽车AMT变速操纵机构等一些变速比大的机构中,少齿数渐开线螺旋圆柱齿轮是重要部件之一。汽车AMT变速操纵机构外啮合齿轮法向模数mn为1.37mm,端面模数mt为1.567mm,螺旋角β为29.067°;法向压力角αn为16°;少齿数渐开线螺旋圆柱齿轮齿数为2。
当采用锥面砂轮用展成法对少齿数齿轮进行强力磨齿时,相当于交错轴渐开线螺旋齿轮与齿条的啮合,其正确的啮合条件是齿轮与齿条的相邻两齿同侧齿廓间的法向距离相等。

将pb=πmcosα代入式(1)得:

若取砂轮齿条α砂轮为45°,则m砂轮为1.862 4mm,因此可采用90°锥面砂轮磨上述齿轮轴。
计算得到[10]xt为0.903,避免根切。所以采用变位齿轮,并合理选用端面变位系数,少齿数渐开线螺旋圆柱齿轮加工就能不发生根切现象。
对于锥面砂轮磨削渐开螺旋面的理论已有分析[11-12]。砂轮的外周设置有2个呈直角状的磨料层;磨料层相对于砂轮的轴向中心面对称布置;磨削时,砂轮直角外周的磨料层分别与渐开线螺旋圆柱齿轮的基圆相切;砂轮随磨削进给轴上下移动的同时绕砂轮旋转轴旋转,实现少齿渐开线螺旋圆柱齿轮的磨削量和回转磨削;少齿渐开线螺旋圆柱齿轮绕主轴作旋转运动的同时沿其轴线按设定的导程左右往返平移从而形成螺旋齿廓。
2.3 加工实例
少齿数齿轮锥面砂轮展成法强力磨齿机构如图3所示。加工实例的加工参数如表1所示。运用少齿数齿轮锥面砂轮展成法强力磨齿加工的齿轮产品质量稳定和准确,用齿轮检测仪检查齿轮精度能够达到7级,齿面粗糙度达到0.8μm,减少了传统加工方法设备的投入,降低了加工成本。

图3 磨齿机构图

表1 加工实例的加工参数
3 结束语
为解决少齿数齿轮加工的技术难点,研制了基于展成法采用锥面砂轮对少齿数齿轮进行强力磨齿机构,生产实践表明:运用此磨削方法加工的少齿数齿轮产品质量稳定和可靠,齿轮的加工精度和表面质量都达到了产品要求;此磨削方法提高了加工效率,降低了生产成本。
[1]成小龙.少齿数齿轮副啮合原理与齿轮轴强度研究[D].汉中:陕西理工学院,2015.
[2]柴晓玉,王保民,郭宏枫,等.少齿数齿轮轮廓曲线方程的建立与加工[J].机械,2015,42(3):29-33.
[3]王保民,张国海,李鹏.少齿数渐开线圆柱齿轮传动研究现状综述[J].陕西理工学院学报(自然科学版),2010,26(1):1-4.
[4]伍先明.极少齿圆柱斜齿轮加工的探讨[J].机械工艺师,1998(8):23-24.
[5]吴俊亮,安平,孙文浩.少齿数圆柱斜齿轮加工新技术及理论计算[J].山东大学学报(工学版),2006,36(24):48-51.
[6]刘瑛.Y631K花键轴铣床上小模数、少齿数齿轮的滚切加工技术[J].煤矿机械,2006,27(5):833-835.
[7]王保民,郭宏枫,陈长标,等.Y38滚齿机加工少齿数齿轮的理论研究[J].机械传动,2016,40(8):160-162.
[8]刘永平,吴序堂,李鹤岐.展成法磨削齿轮渐开螺旋面的理论验证[J].兰州理工大学学报,2007(2):43-45.
[9]李文龙,胡红英,魏莉,等.锥面砂轮磨齿机磨削斜齿轮时的构形原理及误差特征[J].大连民族学院学报,2012,14(5):453-455.
[10]李鹏.少齿数齿轮传动变位系数电子封闭图的研究[D].汉中:陕西理工学院,2011.
[11]吕张来,李志峰.加工渐开线螺旋齿轮的砂轮廓形研究[J].机床与液压,2014(1):17-19.
[12]刘永平,吴序堂,李鹤岐.锥面砂轮磨齿机磨削渐开螺旋面的理论验证[J].组合机床与自动化加工技术,2006(10):23-24.
Development of the High-rate Gear Grinding Mechanism with Conical Grinding Wheel Based on Generating Method for Less-teeth Gear
Zhou Xu1,Xiao Hairong2,Yu Tao2,Wei Xinyu1,Tan Bomiao1
(1.School of Mechanical Engineering,Hubei University of Automotive Technology,Shiyan 442002,China;2.Dongfeng Automotive Powertrain Components Co.Ltd.,Shiyan 442002,China)
TG58;TG61
A
1008-5483(2017)03-0042-04
10.3969/j.issn.1008-5483.2017.03.011
2017-02-28
湖北省自然科学基金项目(2013CFB045)
周旭(1964-),男,湖南湘潭人,教授,博士,从事机械设计及理论方面的研究。E-mail:792425318@qq.com
猜你喜欢
小学生学习指导(高年级)(2022年10期)2022-11-04 06:20:52
小学生学习指导(高年级)(2022年9期)2022-10-08 02:48:32
小学生学习指导(低年级)(2021年10期)2021-11-01 08:23:04
小学生学习指导(低年级)(2020年12期)2021-01-16 08:29:04
中国造纸(2020年4期)2020-05-28 13:37:10
汽车实用技术(2019年21期)2019-11-22 08:29:16
汽车实用技术(2019年7期)2019-04-18 07:55:52
制造技术与机床(2017年3期)2017-06-23 08:11:48
淮北师范大学学报(自然科学版)(2014年4期)2014-07-04 06:21:46
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:43