
薄壁类零件的数控加工
2017-09-28 22:06赵汝锡
课程教育研究·新教师教学 2015年16期
赵汝锡
摘要:薄壁类零件在当今航空、汽车等行业的应用越来越广泛,薄壁类零件的内、外直径差非常小,夹具装夹比较困难,极易产生变形,加工难度比较大,本课题通过实例讲解薄壁类零件的数控加工及减少薄壁类零件变形的措施。
关键字:薄壁类零件 数控加工
【分类号】TG659
随着我国大力发展装备制造业, 数控加工越来越成为机械工业等各行业的首选。其中薄壁类零件应用广泛,它具有重量轻,节约材料,结构紧凑等特点。但薄壁零件的加工是车削中比较棘手的问题。
一、薄壁类零件的加工特点
薄壁类零件的内、外直径差非常小,由于夹紧力、切削力、切削热、内应力等诸多因素的影响,加工难度比较大。
1、薄壁类零件承受不了较大的径向夹紧力,用通用夹具装夹比较困难。
2、薄壁类零件刚性差,在夹紧力的作用下极易产生变形,常态下工件的弹性复原能力会影响工件的尺寸精度和形状精度。
3、工件的径向尺寸受切削热的影响大,热膨胀变形的规律难以掌握,因而工件尺寸精度不易控制。
4、由于切削力的影响,容易产生变形和振动,工件的精度和表面粗糙度不易保证。
5、由于薄壁类零件刚性差,不能采用较大的切削用量,因而生产效率低。
二、薄壁类零件的编程注意事项
1、增加切削次数。对于薄壁类零件至少要安排粗车、半精车和精车,甚至多道工序。在半精车工序中修正因粗车引起的工件变形,如果还不能消除工件变形,要根据具体变形情况适当再增加切削工序。
2、工序分析。薄壁类零件应按粗、精加工划分工序,以降低粗加工对变形的影响。对于需要内、外表面均要加工的情况,应首先全部完成内、外表面的粗加工,然后再进行全部表面的半精加工,最后完成所有的精加工。这样虽然增加了走刀路线,降低了加工效率,但保证了加工精度。
3、加工顺序安排。薄壁类零件的加工要经过内、外表面的粗加工、半精加工和精加工等多道工序,工序间的顺序安排对工件变形量的影响较大,一般应作如下考虑:
(1)粗加工优先考虑去除余量较大的部位。如果工件外圆和内孔需切除的余量相同,则首先进行内孔的粗加工,因为先去除外表面余量时工件刚性降低较大,而在内孔加工时,排屑较困难,使切削热和切削力增加,两方面的因素会使工件变形扩大。
(2)精加工时优先加工精度等级低的表面。因为虽然精加工切削余量小,但也会引起被切工件的微小变形。然后再加工精度等级高的表面,精加工可以再次修正被切工件的微小变形量。
三、减少薄壁类零件变形的一般措施
1、合理确定夹紧力的大小、方向和作用点
(1)粗、精加工采用不同的夹紧力。 正确选择夹紧力的作用点,使夹紧力作用于夹具支承点的对应部位或刚性较好的部位。
(2)改变夹紧力的作用方向,变径向夹紧为轴向夹紧。因为薄壁类零件轴向承载能力比径向大。
(3)增大夹紧力的作用面积,将工件小面积上的局部受力变为大面积上的均匀受力,可大大减少工件的夹紧变形。
2、尽量减少切削力和切削热
(1)切削用量中对切削力影响最大的是背吃刀量,对切削热影响最大的是切削速度。因此车削薄壁类零件时应减小背吃刀量和降低切削速度,以减少切削力和切削热,同时应适当增大进给量。
(2)充分浇注切削液。浇注切削液可以迅速降低切削温度,并减小摩擦系数,减小切削力。
3、使用辅助支承。使用辅助支承可提高工件的安装刚性,减少工件的夹紧变形。如用支撑块对准卡爪位置,支承于工件内壁,用来承受夹紧力。
4、增加工艺筋。有些薄壁类零件可在装夹部位铸出工艺加强筋,以减少夹紧变形。
四、薄壁类零件的编程加工
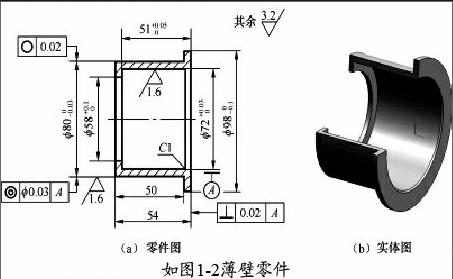
本课题要求编程并加工如图1-2薄壁零件,工件材料为HT200,毛坯为铸造件,毛坯长度56mm。
1、工艺分析与工艺设计
(1)图样分析
图1-2所示零件为薄壁零件,刚性较差,零件的尺寸精度和表面粗糙度要求都较高。 该零件表面由内外圆柱面组成,其中有的尺寸有较严格的精度要求,因其公差方向不同,故编程时取中间值,即取其平均尺寸偏差。
(2)加工工艺路线设计
确定加工顺序,加工顺序由粗到精,留余量0.5mm。
①三爪卡盘夹持外圆小头,粗车内孔、大端面。
②夹持内孔、粗车外圆及小端面。
③扇形软卡爪装夹外圆小头,精车内孔、大端面。
④以内孔和大端面定位,心轴夹紧,精车外圆。
(3)确定工件原点
①粗、精车内孔、大端面,以工件左端面中心线交点为工件原点。
②粗、精车外圆、小端面,以工件右端面中心线交点为工件原点。
(4)刀具选择
①T01:端面车刀 ②T02:内孔车刀
2、程序编制
(1)粗车内孔及大端面
参考文献:
【1】 朱勇.数控机床编程与加工.北京:中国人事出版社,2011
【2】 關雄飞.数控加工工艺与编程. 北京:机械工业出版社,2011
【3】 君文,邓广敏.数控技术.天津大学出版社,2002
【4】 张亚力.数控车床编程与零件加工.北京:化学工业出版社,2011
猜你喜欢
科技研究·理论版(2022年9期)2022-07-13
中国建筑金属结构(2018年6期)2018-08-31
科学与财富(2017年27期)2017-10-17
科技创新导报(2016年29期)2017-03-15
科技资讯(2016年28期)2017-02-28
中学课程辅导·教师通讯(2016年20期)2017-02-15
中学课程辅导·教师通讯(2016年20期)2017-02-15
东方教育(2016年9期)2017-01-17
科学与财富(2016年15期)2016-11-24
科技资讯(2016年6期)2016-05-14
