
柴油机连杆螺栓实现智能化拧紧设计
2017-09-28 07:31马明建王亚楠
中国设备工程 2017年18期
马明建,王亚楠
(潍柴动力股份有限公司,山东 潍坊 261001)
柴油机连杆螺栓实现智能化拧紧设计
马明建,王亚楠
(潍柴动力股份有限公司,山东 潍坊 261001)
公司WP10/12大功率柴油机共有6个缸进行工作,其连杆活塞机构是重要的动力部件,连杆螺栓共计6组,操作人员把紧连杆螺栓时按照柴油机工作顺序进行依次拧紧,人工进行操作,工作量大,生产效率低,易造成零部件的磕碰伤。
连杆螺栓;自动拧紧;设计制造
针对目前人工操作拧紧的弊端,车间根据工艺和技术对比,确定对项目进行自主改造设计,利用ABB机器人设备对连杆进行自动拧紧,经过结构设计、图纸绘制、零件加工、部件组装、自行编制程序及现场调试过程,设计制造出连杆螺栓拧紧机自动把紧单元。
1 设计背景及意义
1.1 设计背景
"2+2"连杆拧紧机是人工手持式,需要对6组连杆螺栓分别拧紧,操作者进行两次手动盘车,分别对1、6缸,2、5缸,3、4缸的连杆进行依次拧紧,劳动强度高、定位精度差、生产节拍不稳定。
主要存在以下问题。
(1)工序配备6人(3班),且劳动强度大。
(2)螺栓拧紧质量依靠人工检测确认,费时,易出现产品质量问题。
(3)WP10/WP12机型转换时,需要操作者跨越滚道进行WP10/WP12机型的拧紧。
1.2 设计意义
(1)减低员工劳动强度,减少装配人员3人。
(2)提升工序效率,减少操作时间5秒。
(3)修旧利废改造,节约成本约100万元。
2 设计方案
根据现场实际情况和工艺技术要求,曲柄连杆自动把紧单元主要有自动盘车单元、线体辊道定位装置、机器人拧紧单元组成。
结构采用机器人带动拧紧轴对连杆螺栓进行拧紧,根据工艺要求分6次拧紧。
盘车机构完全自行设计、加工制作、装配调试,并配有615/618机型检测,夹紧定位可靠,满足机器人拧紧时盘车要求。

图1 连杆自动盘车拧紧机构机构简图
自动盘车单元由立柱、支撑板、十字滑台、盘车机构、柴油机定位压紧机构几部分组成,如图1。
双立柱与支撑板组成龙门结构跨越辊道线,以斜拉支撑稳固其刚性;十字滑台由直线导轨、驱动气缸、气缸支架、气缸连接支架组成,实现X滑台的伸出、缩回,Z滑台的上升下降。X滑台安装盘车减速机实现盘车功能。
WP10/WP12两种机型盘车高度的选择,由Z滑台上的调整螺杆与支撑板上安装的气缸、死挡块和活挡块实现。
盘车机构由盘车电机、花键轴、盘车爪、挡盘、信号盘、弹簧组成,整套装置安装于X滑台上,滑台伸出盘车爪与曲轴连接,信号盘实现基准确认,挡盘上的120度均分感应块实现盘车精准分度。
柴油机定位压紧机构安装于立柱支撑板上,由主体支架、双行程气缸、导柱、压板和直线轴承组成。通过双行程气缸实现WP10/WP12机型两种高度的压紧及定位。
线体辊道定位装置由二次定位板、定位气缸、气缸安装座、定位销轴、含油轴承、端盖几部分组成。实现柴油机托盘的定位功能。
机器人拧紧单元由ABB机器人、拧紧轴固定板和拧紧轴组成,拧紧轴固定板实现拧紧轴的安装以及与机器人的连接,见图2、3。
3 理论设计计算
根据设计行程要求和十字滑台行程要求,选用FESTO的DNC-100-350-PPV-A和DNC-50-50-PPV气缸作为Z滑台和X滑台的驱动元件。直线导轨HJG-D30×1350和MSA25E-500作为Z滑台和X滑台的传动部件。

图2 机器人位置区域简图
图3 ATLAS拧紧轴固定板
柴油机定位压紧机构根据WP10/WP12机型曲轴装配中心55mm高度差,选用烟台三信定制的CDQ2B63-100的双行程气缸作为驱动元件,LM25UU直线轴承作为支撑导向。
挡铁气缸选用体积小的带导向的SMC的CUK25-25D气缸。其它气动元件选用SMC的VT307-5G-01电磁阀、亚德客4V210-08和4V230C-08电磁阀作为控制元件。
4 工作原理及性能分析
图4是ABB机器人拧紧过程中移动的动作顺序,通过ABB机器人自身PLC控制系统与线体及ATLAS拧紧系统进行信号通讯,完成整个过程的拧紧动作。
在试验调试时,对机器人程序动作调整,制作样棒依次对WP10、WP12两种机型的拧紧位置进行精调,保证其重复拧紧位置可靠。
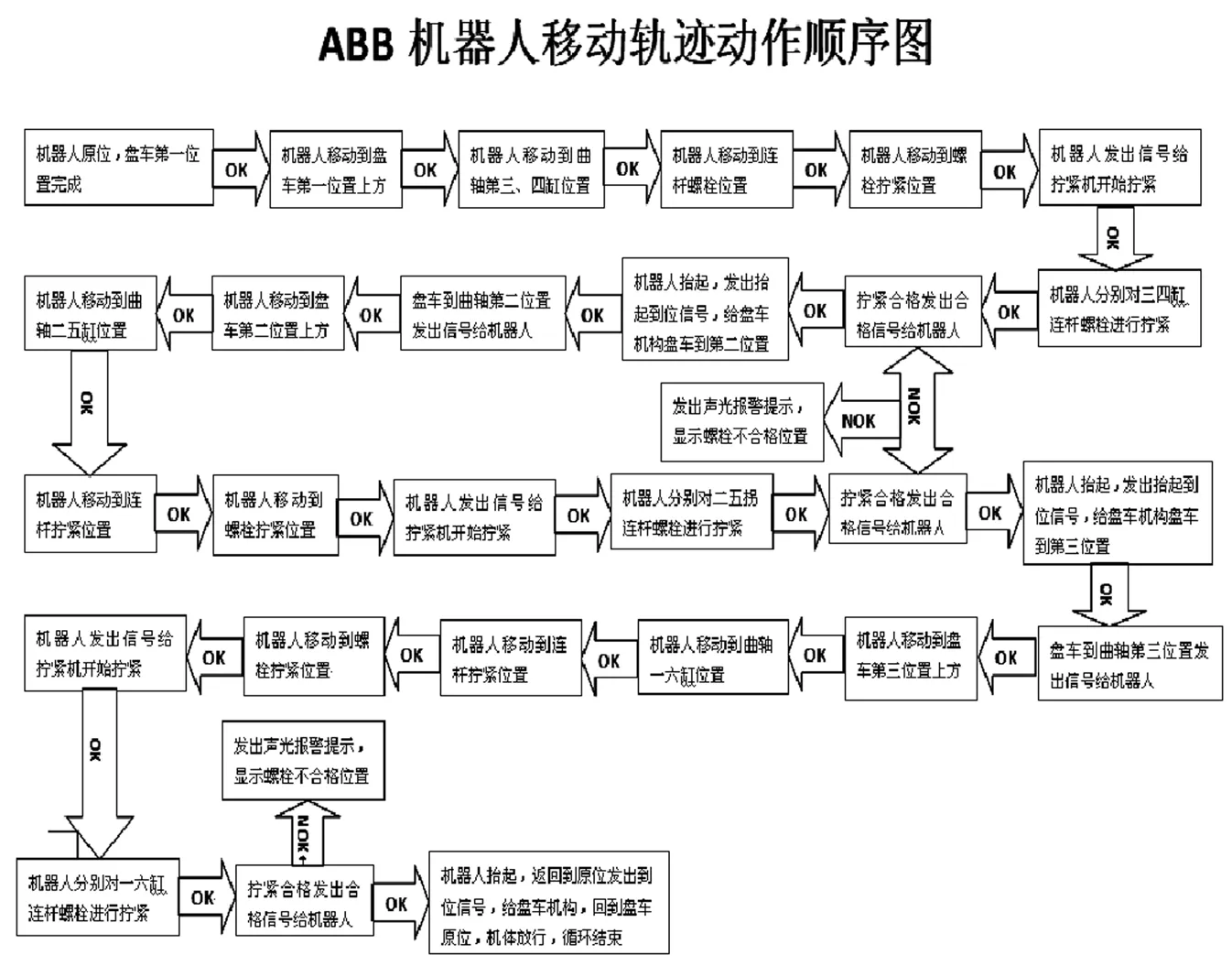
图4 连杆螺栓自动拧紧系统动作顺序图
盘车机构调试,微调盘车爪与曲轴定位销结合量;根据刻线标记调整盘车原点及分度位置可靠。WP10/WP12两种机型分别调试,检验其稳定性。
设备工艺验证、安全验证、拧紧轴扭矩验证等工作,合格后设备进入生产运行监控阶段。跟踪监控设备运行情况完善细节,操作者保证自检、批次抽检工艺和质量跟踪,并作运行情况记录(图5)。

图5 改造后效果图
5 创新点
(1)结构采用机器人带动拧紧轴对连杆螺栓进行拧紧,根据工艺要求分6次拧紧完毕。
(2)自主设计盘车机构,满足机器人拧紧时盘车要求。
(3)自主设计拧紧轴固定架,满足ATLAS拧紧轴装配要求,完成零部件绘图、加工以及装配。
(4)自行调试机器人、盘车运行程序,并分别对615、618机型拧紧,完成拧紧动作要求。
(5)机体压紧定位系统、托盘定位系统都自行设计。
(6)自行完成把紧单元与总装线体信号对接,调试安装。
6 推广应用价值
连杆螺栓拧紧机单元是自主设计开发制造自动盘车机构,并首次将机器人系统应用连杆螺栓拧紧的应用型自动拧紧专机。
项目的实施不仅提升了生产效率,降低了人工劳动强度,也保证了产品质量,真正实现了产品的过程保证,达到了精益生产自动化、省人化的要求。项目的实施为团队积累了丰富的改造设计经验,为相关设备制造厂家提供设备改造的管理经验。
U262.11
:A
:1671-0711(2017)09(下)-0106-02
猜你喜欢
汽车实用技术(2022年15期)2022-08-19
石油矿场机械(2022年3期)2022-06-17
佳木斯大学学报(自然科学版)(2021年6期)2021-12-21
速读·上旬(2021年10期)2021-10-12
化工管理(2021年19期)2021-08-02
装备制造技术(2020年2期)2020-12-14
装备制造技术(2019年12期)2019-12-25
物联网技术(2017年11期)2017-11-27
汽车实用技术(2017年16期)2017-09-21
企业文化·下旬刊(2016年6期)2016-06-30
