
不同返修次数对6082-T6铝合金对接接头疲劳性能的影响
2017-09-11 14:23许鸿吉宗桓旭祁艺洋
电焊机 2017年8期
耿 涛,许鸿吉,宗桓旭,祁艺洋
(大连交通大学材料科学与工程学院,辽宁大连116028)
不同返修次数对6082-T6铝合金对接接头疲劳性能的影响
耿 涛,许鸿吉,宗桓旭,祁艺洋
(大连交通大学材料科学与工程学院,辽宁大连116028)
对不同返修次数的高速列车用6082-T6铝合金搅拌摩擦焊对接接头进行脉动拉伸疲劳试验,并对疲劳断口进行扫描观察与分析。结果表明,焊接接头指定寿命为1×107次的中值疲劳极限随返修次数的增加而升高。搅拌摩擦焊返修两次时焊接接头的疲劳极限强度较高,疲劳试验中的试件断裂位置主要集中在背面焊缝边缘。启裂区和扩展区疲劳纹清晰,终断区为浅韧窝型韧性断口。
返修次数;搅拌摩擦焊;疲劳性能
0 前言
铝合金作为我国高速列车、地铁列车轻量化的首选材料,目前已经大量应用于我国的铁道运业中[1]。搅拌摩擦焊因其热输入小、焊接变形小等优点被广泛应用于铝合金的焊接[2],但铝合金搅拌摩擦焊接头结构断裂事件也时有发生,且大部分是由于承受重复性载荷引起的疲劳断裂[3-5]。因此,开展铝合金搅拌摩擦焊返修次数对接头疲劳性能影响的研究具有十分重要的现实意义。
在此,针对不同返修次数的6082-T6铝合金搅拌摩擦焊接头疲劳性能进行系统研究,扫描分析疲劳断口,以确定不同返修次数对6082-T6铝合金搅拌摩擦焊接头疲劳性能的影响。
1 试验材料及试验方法
1.1 试验材料
试验材料为板厚5 mm的6082-T6铝合金,采用搅拌摩擦焊(FSW)焊接试板,试验材料的化学成分和力学性能如表1和表2所示。

表1 6082-T6铝合金化学成分Table 1 Chemical composition of 6082-T6 Al alloy%

表2 6082-T6铝合金力学性能Table 2 Mechanical properties of 6082-T6 Al alloy
1.2 试验方法
6082-T6铝合金试板尺寸为700 mm×300 mm× 5 mm,采用单轴肩搅拌摩擦焊,焊接装配如图1所示。分别进行搅拌摩擦焊返修0次、1次和2次的工艺试验,组装间隙0 mm,搅拌头转速1 200 r/min,焊接速度800 mm/min,压力值11 000 N。试件焊后均进行外观检测和渗透检测。

图1 焊接坡口装配Fig.1 Picture of welding assembly
疲劳试验参照GB/T13816-92《焊接接头脉动拉伸疲劳试验方法》,试验设备为PLG-100型微机控制高频疲劳试验机,技术规格为:静态负荷精度±1%,动负荷平均波动度±1%,动负荷振幅波动度±2%。试验采用的循环应力比R=0.1,指定循环寿命取1× 107次。在试验过程中,当疲劳裂纹尺寸足够大导致载荷加不上去时,自动卸载停振,并记录循环次数。疲劳试件形状和尺寸如图2所示。
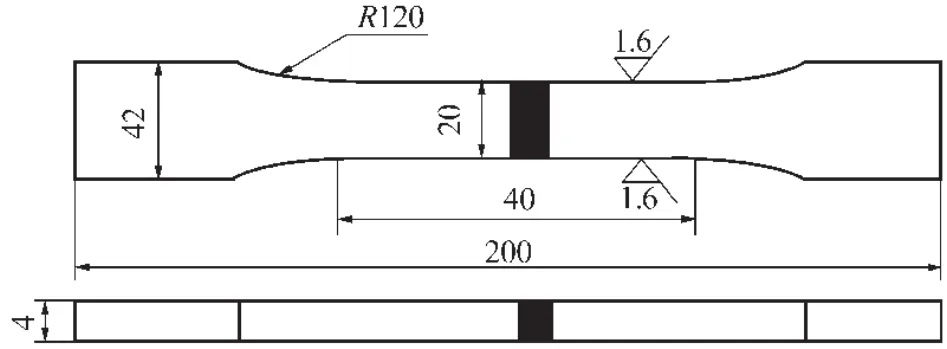
图2 疲劳试样形状和尺寸Fig.2 Shape and dimensions of fatigue samples
2 试验结果和分析
2.1 疲劳试验结果和分析
分别对搅拌摩擦焊返修0次、1次和2次的试件进行脉动拉伸疲劳试验,通过升降法确定不同返修次数下的6082-T6铝合金搅拌摩擦焊接头指定寿命为1×107次下的疲劳极限,其疲劳极限升降如图3所示。
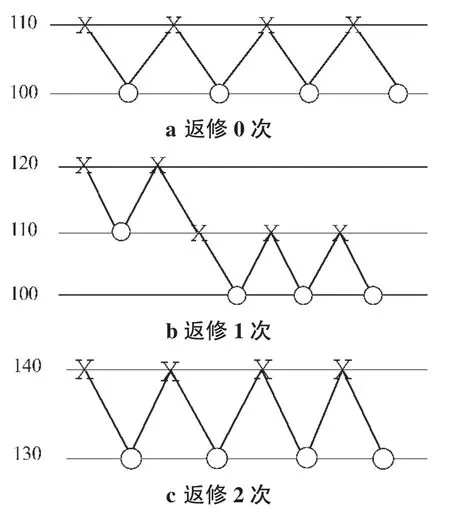
图3 不同返修次数的疲劳极限升降Fig.3 Lifting chart of fatigue limit in different times of repair
通过升降法确定不同返修次数的6082-T6铝合金搅拌摩擦焊接头指定寿命为1×107次循环下的中值疲劳极限,可按以下公式计算
返修0次的中值疲劳极限强度σ0.1=(105×4)/ 4=105 MPa;返修1次的中值疲劳极限强度σ0.1=(105×3+115)/4=107.5 MPa;返修2次的中值疲劳极限强度σ0.1=(135×4)/4=135 MPa。
通过以上数据分析,最终确定的不同返修次数的6082-T6铝合金搅拌摩擦焊接头脉动拉伸疲劳(应力比R=0.1)的中值S-N曲线对比如图4所示。
由图4可知,脉动拉伸疲劳试验确定的指定寿命为1×107次的中值疲劳极限强度σ0.1:搅拌摩擦焊返修0次时为105 MPa;搅拌摩擦焊返修1次时为107.5 MPa;搅拌摩擦焊返修2次时为135 MPa。因此,搅拌摩擦焊返修2次时,焊接接头的中值疲劳极限较高,随着返修次数增加,疲劳极限升高。这是因为搅拌摩擦焊返修是在原有焊缝上进行,反复的机械作用使焊缝晶粒更细,疲劳极限升高。
2.2 疲劳断口扫描分析
不同返修次数6082-T6铝合金搅拌摩擦焊接头脉动拉伸疲劳试验中的试件断裂位置主要集中在背面焊缝边缘。利用JSM-6360LV型扫描电镜进行断口微观形貌扫描分析,疲劳断口的扫描照片如图5所示。启裂区(见图5a、图5b)和扩展区(见图5c)具有典型的疲劳断裂特征,疲劳纹清晰,且扩展区的大小随疲劳循环次数的增加而增大;终断区(见图5d)为浅韧窝型韧性断口。
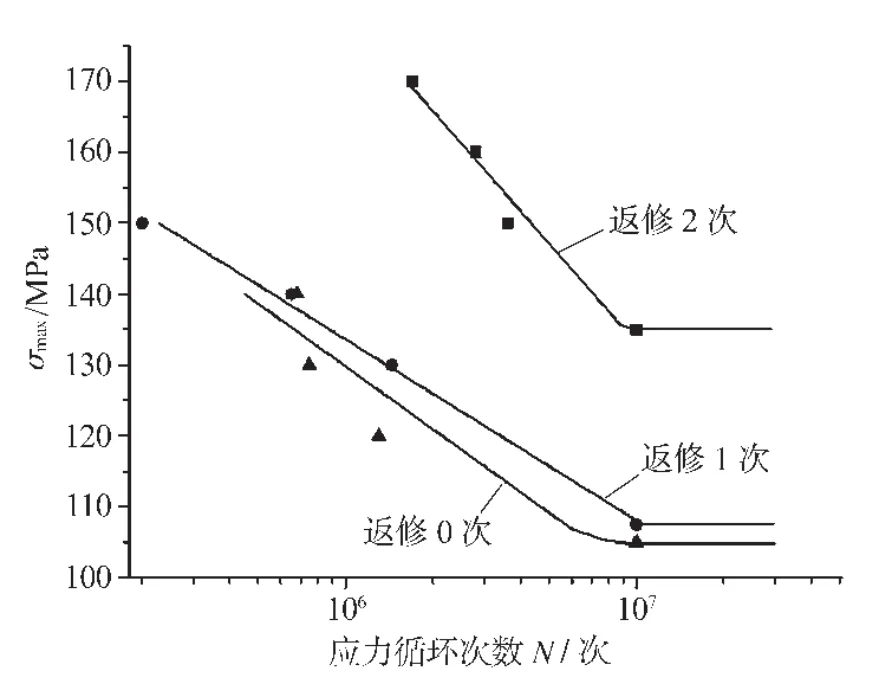
图4 不同返修次数S-N曲线对比Fig.4 S-N curve contrast for different times of repair
3 结论
(1)6082-T6铝合金焊接接头指定寿命为1×107次的中值疲劳极限强度σ0.1:搅拌摩擦焊返修0次时为105 MPa;搅拌摩擦焊返修1次时为107.5 MPa;搅拌摩擦焊返修2次时为135 MPa。
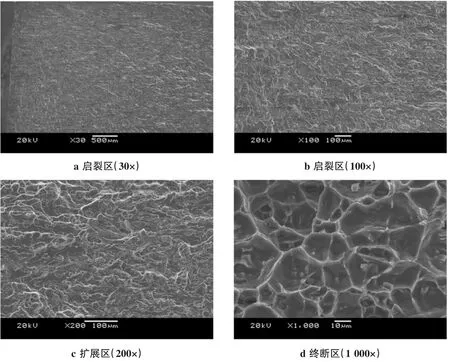
图5 疲劳断口扫描照片Fig.5 Scanned images of fatigue fracture
(2)随着返修次数的增加,疲劳极限升高。这是因为搅拌摩擦焊返修是在原有焊缝上进行,反复的机械作用使焊缝晶粒更细,疲劳极限升高。
[1]栾国红,胡煌辉,柴鹏.搅拌摩擦焊-新型列车制造新技术[J].电力机车与城轨车辆,2006,29(4):40-43,87.
[2] 栾国红.搅拌摩擦焊技术在轨道列车制造中的应用[J].焊接,2015(1):7-12.
[3]王训宏,王快社,沈洋,等.搅拌摩擦焊和钨极氩弧焊焊接接头的残余应力[J].机械工程材料,2007,31(1):26-28.
[4]罗传孝,王少刚,翟伟国.轨道交通用6082铝合金焊接接头组织与性能[J].电焊机,2011,41(11):68-69.
[5]王希靖,王小龙,张忠科,等.铝合金搅拌摩擦点焊疲劳性能研究[J].电焊机,2015,45(4):85-86.
Effect of different times of repair on fatigue properties of 6082-T6 aluminum alloy butt joints
GENG Tao,XU Hongji,ZONG Huanxu,QI Yiyang
(School of Materials Science and Engineering,Dalian Jiaotong University,Dalian 116028,China)
TThe 6082-T6 aluminum alloys butt-joints of different times of repair,which is used for high-speed train,were studied respectively through pulsating tensile fatigue test and scanning analysis for the fatigue fractures.The results showed that:the welding joints median value fatigue limit strength that specifies life of 1×107increased with the increase of repair times.When the friction stir welding was repaired two times,the fatigue limit strength of welded joint was higher,the fracture location of the FSW specimen was mainly concentrated on the edge of the back surface welding seams.The scanning photos showed that the panorama of the fracture was like fibrous;the fatigue beach on the crack initiation zone and extending zone was vivid;the final broken zone was the toughness fracture of low dimple type.
repair times;friction stir welding;fatigue performance
TG405
A
1001-2303(2017)08-0084-03
10.7512/j.issn.1001-2303.2017.08.16
2017-03-20
耿 涛(1992—),男,在读硕士,主要从事轨道交通关键材料连接工作。E-mail:taogeng@foxmail.com。
本文参考文献引用格式:耿涛,许鸿吉,宗桓旭,等.不同返修次数对6082-T6铝合金对接接头疲劳性能的影响[J].电焊机,2017,47(08):84-86.
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22
环境技术(2022年3期)2022-07-21
中国特种设备安全(2022年3期)2022-07-08
宁夏电力(2022年1期)2022-04-29
玉溪师范学院学报(2019年6期)2019-05-18
金属加工(热加工)(2018年10期)2018-10-26
数学学习与研究(2018年5期)2018-03-28
教育教学论坛(2017年34期)2017-08-30
数学学习与研究(2016年21期)2017-05-08
舰船科学技术(2015年8期)2015-02-27
