TC4合金薄壁件铣削力的试验研究
2017-08-11 19:29:46孙会来贺龙宇
福建质量管理 2017年3期
马 涛 孙会来 贺龙宇
(天津工业大学机械工程学院 天津 300000)
TC4合金薄壁件铣削力的试验研究
马 涛 孙会来 贺龙宇
(天津工业大学机械工程学院 天津 300000)
对TC4合金薄壁件铣削力进行了四因素四水平的正交试验研究。对获得的铣削力的实验数据进行极差分析。总结得出不同的铣削加工参数对主铣削力的影响规律:随着铣削深度,进给量,铣削宽度的增加,主铣削力呈增大趋势。而随着铣削速度V的增加呈减小的趋势。为进一步铣削参数优化奠定理论基础。
TC4合金薄壁件;铣削参数;铣削力试验
一、引言
钛合金因具有轻质量,较高的强度,抗腐蚀性等优良的材料性能[1]。在各领域应用广泛尤其是航空制造业方面。钛合金材料特性符合航天制造业实际加工生产要求[2]。然而钛合金属于典型的难加工材料[3]。具有以下几个特性:(1)钛合金材料的强度硬度,实际加工所使用的刀具需有好的铣削性能。故铣削加工的条件要求比较高;(2)铣削加工中,钛合金材料的热传导性能不好,加大了铣削加工过程中产生的铣削热量。增大了钛合金材料加工难度;(3)钛合金材料易与空气中的化学成分发生反应。产生冷硬现象,在加工表面形成了高硬度层[4]。当今制造领域对于钛合金,大部分使用整体式数控铣床进行铣削加工[5]。在实际数控加工过程中,考虑到综合效益等问题,往往采用的比较低效率的铣削参数[6]。这些都使得薄壁零件加工效率减低。结合上述问题,对钛合金薄壁件铣削加工过程中铣削力的研究,具有重要的意义。
二、TC4合金薄壁件铣削加工的铣削力正交试验
(一)正交试验设计
本文试验材料是TC4合金,其组成成分为Ti-6Al-4V,属于(α+β)型钛合金。比强度大,热导率低[7]。其化学成分如下表2-1:

表2-1 TC4的化学成分表
(二)试验设备条件
试验中采集切削力信号的系统装置为Kistler9257A测力仪。其工作原理将铣削力信号转换为电子信号,经过电荷放大器放大,通过数据采集卡得到具体的数值。铣削力试验的机床是汉川XK714D数控立式加工中心。
(三)铣削正交试验的结果及分析
对上述正交试验采集相应的X、Y、Z三个方向的铣削力值。因为TC4合金薄壁件的铣削加工过程中主要受力是X方向的主铣削力。故对主铣削力的试验数据进行极差分析[8]如下表2-2所示。
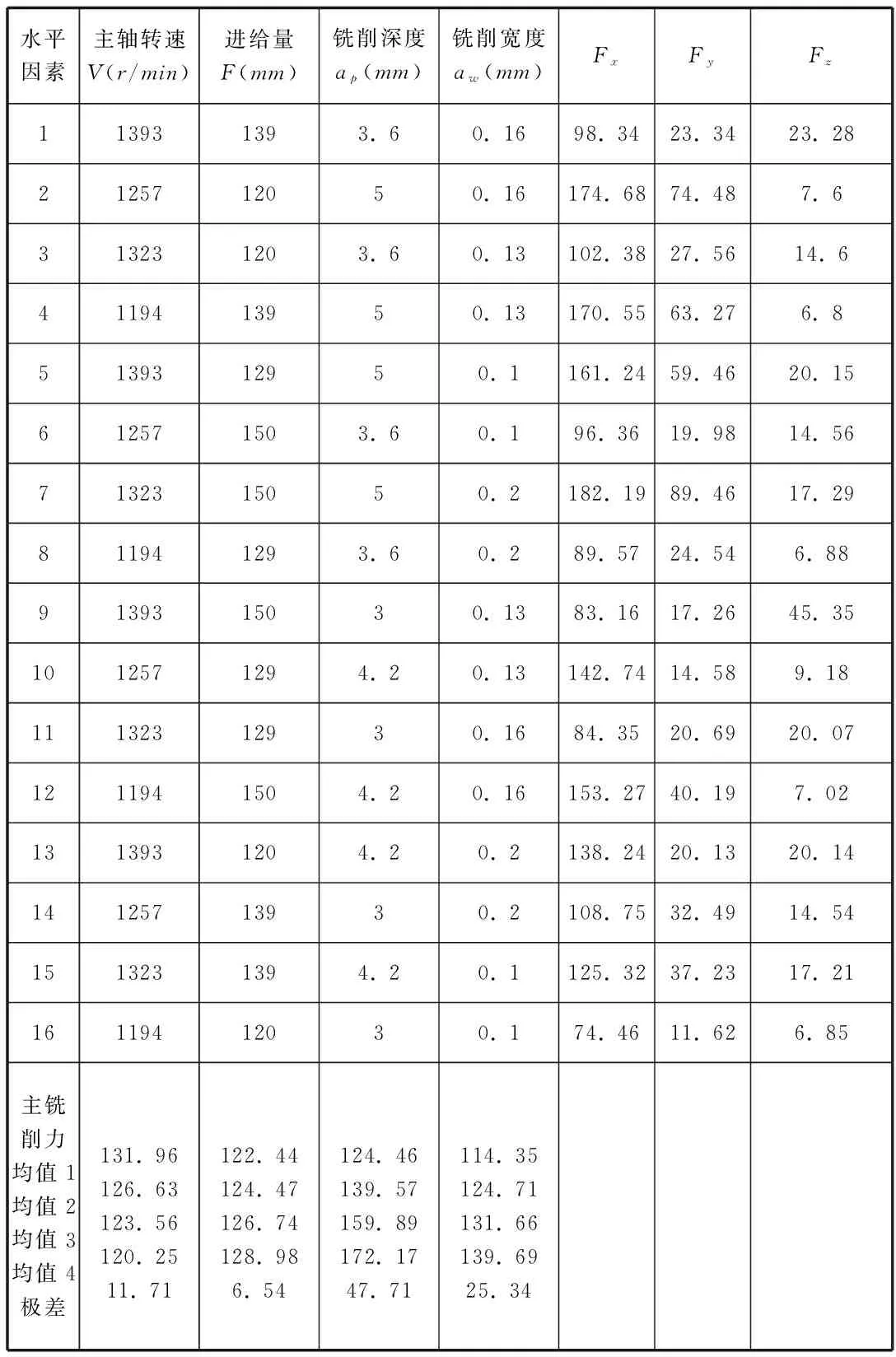
表2-2 正交试验结果及极差分析
对实验数据进行极差分析,得出各铣削参数对铣削力的影响曲线如图2-1所示:
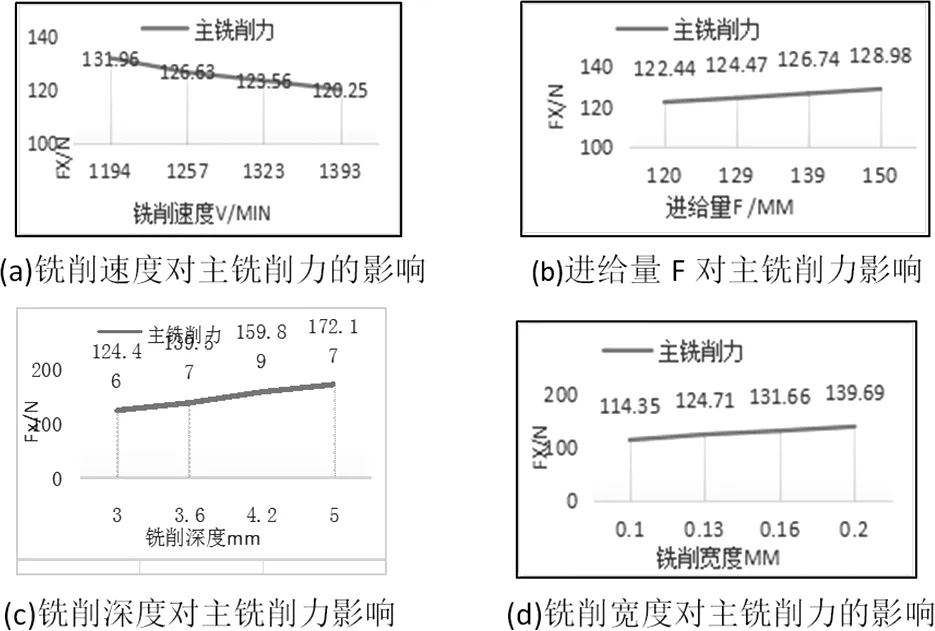
图2-1 铣削参数对主铣削力的影响
进一步分析不同铣削参数下曲线的走势并总结规律如下:随着铣削深度,进给量,铣削宽度的增加,主铣削力呈增大趋势。其中影响程度依次是:铣削深度>铣削宽度>进给量。但是主铣削力随着铣削速度V的增加呈减小的趋势。
三、结论
对TC4合金薄壁件铣削力的正交试验所得的数据结果进行极差分析。拟合出不同铣削参数下主铣削力的曲线,分析曲线走势并总结出如下规律:TC4合金薄壁件铣削加工过程中随着铣削深度,进给量,铣削宽度的增加,主铣削力呈增大趋势。其中影响程度依次是:铣削深度>铣削宽度>进给量。但是主铣削力随着铣削速度V的增加呈减小的趋势。对铣削参数与铣削力之间关系的研究,为进一步铣削参数的优化研究奠定了理论基础。
[1]彭明玉.飞机复合材料损伤机理及适航评定技术研究[D].南京:南京航天航空大学,2008.
[2]仇启源、庞思勤等.现代金属切削技术[M].机械工业出版社,1992.
[3]JOHNSON G R,Cook W H.A constitutive model and data for metals subjected to large strains,high strain rates and high temperatures[C].Proceedings of the 7th International Symposium on Ballistics.1983,21:541-547.
[4]杨荣福、董申金属切削原理.北京:机械工业出版社。1988,79,912.
[5]席萍,王占礼,李静,等.薄壁件铣削加工中的铣削力仿真分析[J].制造业自动化,2014,36(17):3-6.
[6]陈国三,黄晓华,陈龙高,等.钛合金Ti6Al4V高速铣削三维有限元仿真分析[J].组合机床与自动化加工技术,2016(2016年04):43-46.
[7]陆涛,向国齐,张敬东.钛合金Ti6Al4V高速铣削分析与仿真[J].组合机床与自动化加工技术,2015(5):149-151.
[8]吴贵生.正交试验设计及回归分析.河北煤炭建筑工程学院,1989
马涛(1990.12-),男,汉族,山西吕梁人,硕士,天津工业大学,研究方向:TC4合金薄壁件铣削加工工艺优化。
猜你喜欢
汽车工程(2021年12期)2021-03-08 02:34:06
模具制造(2019年7期)2019-09-25 07:29:58
中学数学研究(江西)(2019年5期)2019-06-11 12:47:28
上海交通大学学报(2019年1期)2019-02-19 09:30:30
制造技术与机床(2018年10期)2018-10-13 06:36:54
衡阳师范学院学报(2016年3期)2016-07-10 07:16:27
凿岩机械气动工具(2015年3期)2015-11-11 07:32:56
轴承(2014年9期)2014-07-24 05:01:18
中学数学杂志(初中版)(2014年1期)2014-02-28 21:05:24
汽车与新动力(2014年4期)2014-02-27 12:10:33