
ZL-H型造粒机轴承频繁损坏原因分析及解决措施
2017-08-08 00:14范天祥
石油化工应用 2017年7期
郭 勇,陈 立,范天祥
(中国石油宁夏石化公司,宁夏银川 750026)
ZL-H型造粒机轴承频繁损坏原因分析及解决措施
郭 勇,陈 立,范天祥
(中国石油宁夏石化公司,宁夏银川 750026)
本文主要介绍了化肥一厂尿素装置造粒机的工作原理及特点,并详细分析了在实际运行过程中频繁检修的原因,简述了相应的改造措施,确保了装置的稳定运行。
造粒机;轴承;烧损;解决措施
宁夏石化公司化肥一厂尿素装置造粒方式采用的是自然通风式造粒塔配套旋转式造粒喷头,选用ZL-H型造粒机。它的设置旨在将熔融尿液经造粒机喷头旋转排出,经空气冷却后形成尿素颗粒。造粒系统是尿素生产过程的关键环节,它的平稳运行直接影响每天的产量,长时间的停用对尿素装置的长周期运行有严重的影响。
1 造粒机的工作原理及特点
ZL-H造粒机由电动机、齿轮传动装置、造粒喷头、提升机构、旋转支架等部件组成。它的工作原理是电机驱动减速装置靠齿轮传递到空心主轴带动造粒喷头旋转,高浓度的熔融尿液经降液管进入空心主轴内的中心下料管,在喷头与空心主轴内部受到离心力的作用喷出下落,塔下部的冷空气与之逆流接触,冷却固化成小颗粒尿素。该机采用螺旋伞齿轮减速,中心缓冲进料,内旋转等压喷洒,接口部位设有密封装置,选用特种氟橡胶材料,耐高温和腐蚀,润滑油原设计采用YP7014润滑脂。造粒喷头由电动机带动旋转,其特点是喷洒密度分布均匀、造粒塔径区域利用率高、出料温度低,是氮肥行业尿素造粒的理想设备。
2 现状及原因分析
2.1 现状调查
化肥一厂尿素装置造粒机是2014年更新的两台设备型号ZL-H型造粒机,设备在更新后频繁检修,而检修作业时需要起重、气焊、钳工多个工种的配合,时间跨度大,不仅耗时费力,而且严重影响了装置的长周期稳定运行。通过对2015年的检修情况调查(见表1)分析发现,轴承损坏是频繁检修的最重要的影响因素。
2.2 原因分析
2.2.1 原设计轴承不耐高温 分析历次检修原因时发现,轴承在运行一个月左右时经常发生抱死或保持架散架的现象,损坏次数频繁。通过查找使用说明书发现,原设计轴承型号为HR32028,它的适用环境为普通环境,使用温度范围为-30℃~90℃,不属于耐高温轴承。
2.2.2 轴承运行环境温度高 经检查发现尿液经过降液管线进入空心主轴的温度是137℃,导致空心主轴下方的轴承运行温度达到了130℃左右,而轴承长期在高温的环境下使用,寿命会大大缩短,确定运行环境温度高。
2.2.3 润滑脂选用不当 对厂家提供的润滑脂进行调查,型号为YP7014润滑脂,适用温度为-45℃~140℃,属于耐高温耐腐蚀油脂,但轴承的运行温度达到了130℃,已接近YP7014润滑脂的适用上限,在运行一段时间后,润滑脂容易出现硬化、变质的现象(见图1)。

表1 2015年造粒机检修情况调查

图1 润滑脂硬化变质情况
3 措施与实施
3.1 对比更换同型号耐高温轴承
经厂家和公司各级技术人员研究讨论后确定,在确保受力结构不改变的情况下,将原设计的HR32028圆锥滚子轴承更换为耐高温HR32028XJ圆锥滚子轴承,新轴承适用于高负荷经特殊处理的耐高温环境,适用温度范围为-30℃~2 000℃,更能满足造粒机的使用工况。
3.2 对轴承外部进行改造
针对造粒机轴承长期运行在较高温度的实际情况,考虑在轴承外部加装空气管线,对轴承直接进行吹扫降温,提高轴承的适用寿命(见图2)。
3.3 对比更换高性能润滑脂

图2 加装空气吹扫管线
原设计使用润滑脂YP7014的适用温度为-45℃~140℃,可以确定其不适合造粒机运行工况,研究讨论后确定选用BMT合成CM 600℃润滑脂,本产品适用于水泥、冶金、化工等行业的高温重负荷环境,运行温度范围为-20℃~600℃,更换使用后运行良好。
3.4 加强维护保养,确保检修质量
工艺在启动前用蒸汽吹洗通道,预热机器待达到物料熔点130℃再加物料,绝不允许在尿液冻结情况下启动电机,防止超负荷运转。并定期查看造粒机运行是否正常,有无异常声响。轴承定期加油,机组齿轮箱内润滑脂每半年更换一次,旋转机械维修后待试运行时,先预紧螺栓后转动主轴使其运转轻快,后再压紧螺栓,以防因为安装同轴度不准而发热,影响轴承使用寿命。检修时严格执行检修规程,经技术人员验收后方可投用(见表 2)。
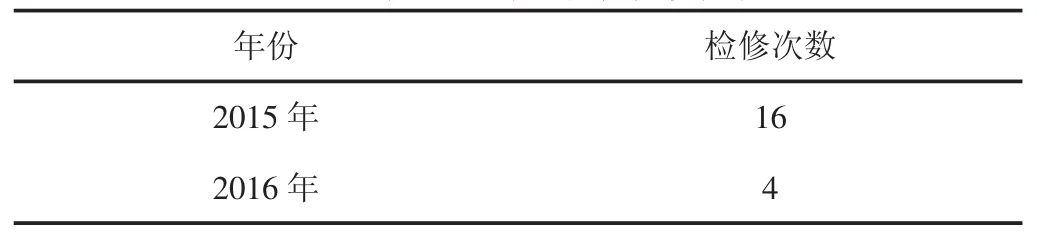
表2 2015年、2016年造粒机检修次数对比
通过表2得知,采取以上措施后,2016年造粒机的检修次数锐减,大大降低了检修成本。
4 结语
随着公司的日益发展,装置的长周期稳定运行愈发关键。通过这一系列的改造,在采取了有效措施后成功地解决了造粒机频繁检修的问题,确保了造粒装置的长周期稳定运行,设备检修的成本大幅下降,达到了预期的效果。
TE969
A
1673-5285(2017)07-0125-02
10.3969/j.issn.1673-5285.2017.07.028
2017-06-29
猜你喜欢
肥料与健康(2022年1期)2022-12-02
造船技术(2019年6期)2020-01-01
石油商技(2018年3期)2018-06-25
石油知识(2017年3期)2017-04-05
长江蔬菜(2016年10期)2016-12-01
山东工业技术(2016年20期)2016-10-26
中国科技信息(2016年10期)2016-09-03
科技创新导报(2016年5期)2016-05-14
电子器件(2015年5期)2015-12-29
橡胶工业(2015年8期)2015-07-29
