泥浆泵用圆柱滚子轴承外圈断裂分析
2017-07-31 20:13毕艳霞
哈尔滨轴承 2017年2期
毕艳霞
(上海 201799)
泥浆泵用圆柱滚子轴承外圈断裂分析
毕艳霞
(上海 201799)
针对泥浆泵用圆柱滚子轴承使用不久即发生断裂的情况,将故障轴承返厂详细分析,找出了断裂原因,并采取了相应措施,避免了轴承断裂的再次发生。
泥浆泵;石油机械;圆柱滚子轴承;外圈断裂
1 前言
随着石油工业的不断发展,石油机械的应用范围日益广泛,对性能的要求越来越高。泥浆泵作为石油机械的重要组成部分,其运动的关键零件轴承的质量决定着泥浆泵的性能和工作效率。图1是某大型圆柱滚子轴承装配图,此类轴承被安装在石油机械泥浆泵上,整机在野外作业,转速120r/min,重载,连续工作,工作温度一般在40℃~80℃之间。该圆柱滚子轴承外圈在使用1天后出现故障,不能使用。经拆机检查,发现轴承外圈断裂。我们将出现裂纹的套圈返回制造厂,与该厂有关人员一道,从生产、工艺装备及温度测量等各个方面,对外圈裂纹产生的原因进行调查分析,采取了行之有效的控制措施,避免了轴承断裂的再次发生。
2 淬火裂纹
该大型圆柱滚子轴承在淬火后发现有裂纹3件,该批套圈共计90件。
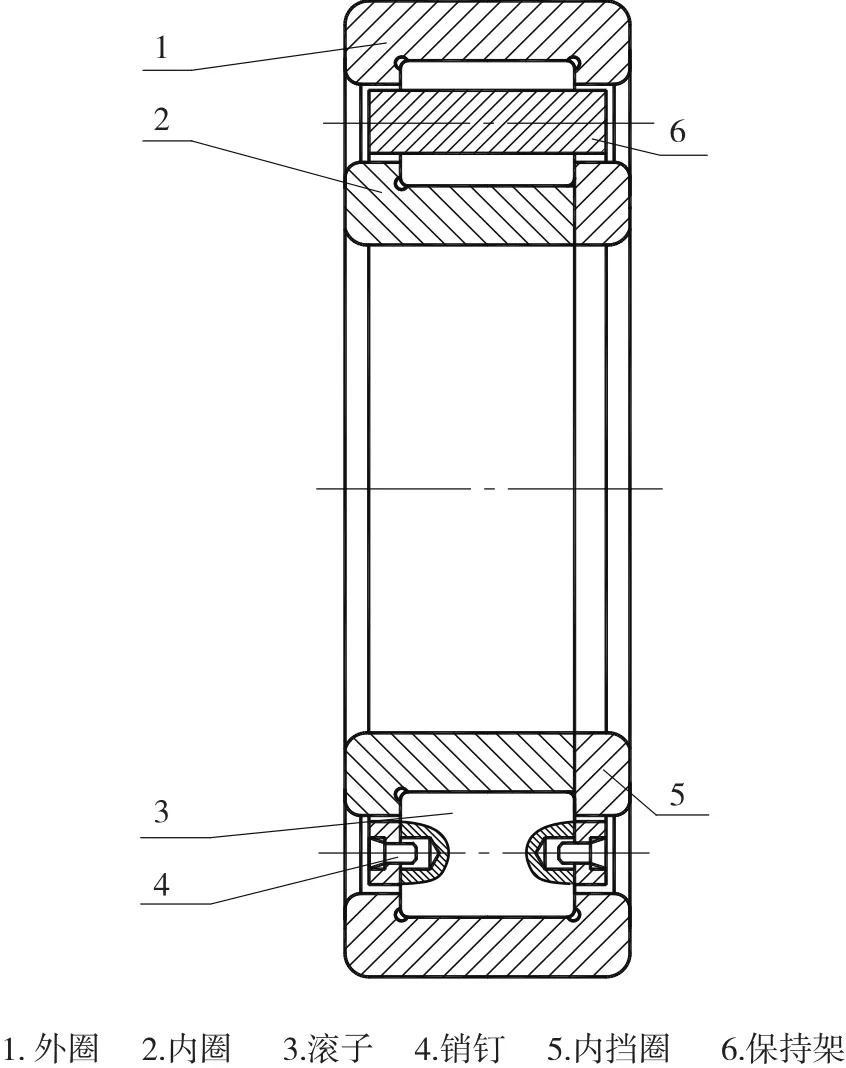
图1 泥浆泵用大型圆柱滚子轴承装配图
2.1 套圈裂纹分析
(1)裂纹沿油沟和套圈外径车刀纹路开裂,裂纹延伸到金属内部,以至于使整个套圈断裂开,见图 2、3、4。
(2)套圈裂纹边缘无脱碳,断口无油迹,套圈淬回火组织为3级和大于3级(合格)。

图2 外圈淬火裂纹,1:2

图3 在外圈端面处由淬火裂纹引起的开裂,1:2

图4 在外圈油沟处由淬火裂纹引起的开裂,2.5 ×
(3)裂纹套圈的硬度为 60.4~61.9HRC。
(4)裂纹套圈未经过磨削加工,这说明裂纹与磨加工无关。
2.2 裂纹原因
根据以上分析和生产情况调查,认为该批套圈裂纹主要是由于套圈在淬火时,出油温度偏高、清洗液温度低,产生的应力过大而引起的。
2.3 对该批产品的处理意见
(1) 针对该批产品淬火应力过大,引起套圈开裂的特点,对该批产品全部再进行一次190℃×3.5h补充回火,进一步消除应力。
(2) 对该批产品做标记“△”,进行正常加工。
(3) 对该批产品由检查科负责、冶金科协助,用磁力探伤和超声波探伤方法100%仔细检查,确保裂纹产品不至于遗漏出厂。
(4)车间要采取相应技术措施,避免裂纹再次发生。
3 磨削裂纹
对外套标记有“△”的该批产品,磨加工后抽取10个套圈做下落试验,落下高度约为2m,进一步验证该批产品质量状况。经下落试验的10个套圈中,磁力探伤检查发现三个套圈外径有裂纹,其中两个套圈裂纹特征见图5和图 6,另一个套圈外径有一条裂纹,在随后的探伤检查过程中又发现两个套圈有类似裂纹(图 7)。
3.1 裂纹分布特征
(1)裂纹分布在套圈的外径表面,在外径的某个区域或几个区域存在。有的套圈裂纹分布有对称性,这可能是由于套圈椭圆和磨削应力大造成的。

图5 在外圈外径上通过磁粉探伤发现的磨削裂纹(1),1:2

图6 在外圈外径上通过磁粉探伤发现的磨削裂纹(2),1:2

图7 在套圈的外径上通过热酸洗方法显示的磨削裂纹,1:2
(2)裂纹呈网络状,有的沿圆周方向分布。
(3)裂纹深度较浅,断口分析裂纹一般在1mm内。
(4)这种裂纹在套圈的内径、滚道、油沟及端面打字处——应力易集中的地方均未发现,仅仅位于套圈的外径上。
箭头指示暗色区断口是回火氧化所致,说明裂纹在回火前就已经产生。
经图8分析证明,图 5、图 6、图7裂纹与发现的淬火裂纹不一样,它不是热处理产生的,而是由于套圈在磨削外径造成的磨削裂纹。

图8 外圈淬回火组织4级(过热),500 ×
4 关于淬火过热组织
在分析该批裂纹产品过程中,发现2个套圈淬火组织为4级——过热组织(图 8)。随后又抽取七个套圈,检查结果:有一个4级(过热);小于4级4个;3级1个;大于3级1个,过热产品占14%。
经分析产品热处理过热的原因是:
(1)控制炉温的热电偶管被烧坏,热电偶在保护气氛中渗碳时失灵。
(2)车间显微镜鉴别率较差,以至于出现淬火过热组织也很难检查出来。
5 4级过热组织的机械性能分析
为了摸清楚4级过热组织的性能,以便对该批产品的处理提供参考,特在实验室条件下,采用不同的淬火温度来验证组织对性能的影响,其试验结果见表 1。

表1 淬火加热温度对组织和性能影响
6 针对本次热处理裂纹和组织过热问题采取的措施
6.1 热处理车间采取的措施
(1)换控温热电偶,把原每月校对一次炉温改为每周校对一次,并做记录。
(2)淬火油温、清洗液温度每班校对一次,并做记录。
(3)延长油冷却时间,原7min改为15min。降低工件出油温度。
(4)原工艺无空冷时间,现已增加15min空冷时间。
(5)召开现场会,对职工进行一次轴承质量重要性的强化教育。
6.2 技术部门采取的措施
(1)对引进的热处理设备进行一次全面检修,并对炉温的均匀性进行一次测定,使设备运转达到最佳状态。
(2)进一步充实、完善该类轴承热处理专用工艺。
(3)整顿质量检查标准与方法,使其抽样数量更有代表性。按批量大小,进行首炉、尾炉和中间产品的压碎、断口和金相组织检验。
(4)加强该类轴承的生产管理,按专用轴承生产,实行生产记录卡,记录实际的工艺温度、时间、油温、油冷时间及清洗防锈液温度等。
(5)要求工厂尽快解决破碎机一台和大型磨片机1台,供检查破碎产品看断口和磨试样看金相组织之用。
6.3 磨削车间采取的措施
严格按磨削工艺加工,控制进给量,避免磨削烧伤。
7 结论
(1)通过上述分析,外圈裂纹有两种:一种为热处理淬火裂纹,表现在工件的油沟、棱角和端面处形成的体积开裂。这种裂纹比较明显,经严格检查能够发现,不易遗漏,另一种为磨削裂纹,这种裂纹分布在套圈外径表层,是由于外径磨削不当造成的。这种裂纹通常比较细小,肉眼不易发现,用磁粉探伤法很容易发现。
(2) 该批产品热处理金相组织大部分合格,但有部分产品为4级轻微过热组织,这种组织经过190℃×3.5h补充回火,对钢的韧性会有一定成度改善。
(3)钢的性能试验结果表明,淬火过热组织硬度较高(合格),韧性稍低,对质量影响不明显。
(编辑:林小江)
Fracture analysis of cylindrical roller bearing outer ring for mud pump
Bi Yanxia
( Shanghai 201799,China )
For cylindrical roller bearings for mud pump occuring the fracture shortly after use, the defective bearing was returned to the factory for a detailed analysis ,the fracture reason was found and corresponding measures were taken to prevent the bearing fracture from happening again.
mud pump; petroleum machinery; cylindrical roller bearing; outer ring fracture
TH133.33+2
B
1672-4852(2017)02-0024-03
2017-05-29.
毕艳霞(1981-),女,工程师.
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30
数学小灵通(1-2年级)(2022年6期)2022-06-17
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
设备管理与维修(2020年14期)2020-08-12
创新作文(小学版)(2018年31期)2018-05-16
小学生作文辅导·读写双赢(2017年4期)2017-09-13
中国设备工程(2016年6期)2016-11-30