
特大型滚子轴承支柱保持架优化设计
2017-07-31 20:13:32邹德鹏
哈尔滨轴承 2017年2期
邹德鹏
(瓦房店轴承集团有限责任公司 ,辽宁 瓦房店116300)
特大型滚子轴承支柱保持架优化设计
邹德鹏
(瓦房店轴承集团有限责任公司 ,辽宁 瓦房店116300)
在分析了特大型滚子轴承支柱保持架失效模式的基础上,对支柱与垫片连接的螺纹连接端和焊接连接端分别进行了优化设计,大大降低了支柱保持架的失效概率。
特大型滚子轴承;支柱保持架;锥螺纹;焊接疲劳裂纹
1 前言
在钢铁行业、水泥机械行业、矿山机械行业等大型重载机械中,加强型支柱保持架、空心滚子结构的特大型滚子轴承得到广泛应用。这种结构在特大型圆柱滚子轴承、特大型圆锥滚子轴承应用较多,在特大型调心滚子轴承、特大型推力滚子轴承中也有不少的应用。其特点如下:(1)支柱保持架结构可以使滚子间距更小,同等条件下较实体保持架可容纳更多滚子,因此承载负荷更大;(2)支柱保持架加工工艺性好,加工设备全部为通用设备。而其他类特大型轴承保持架加工难度则较大,如特大型圆锥滚子轴承冲压保持架需要大吨位压力机、特大型冲压模具和特大型保持架收缩模具等;特大型圆柱滚子轴承机加工铜保持架离心浇铸有一定的难度等。
2 常规设计的支柱保持架失效模式分析
加强型支柱保持架结构的滚子轴承在实际应用取得了良好的效果。该轴承的主要失效模式为外、内圈滚道或滚子工作表面疲劳剥落失效,支柱保持架失效也有一定比例,其失效的主要模式为支柱从垫片中脱离。下面就支柱与垫片脱离这一具体失效形式的失效机理进行分析,并优化改进设计。支柱保持架结构见图1和图2。支柱与垫片的连接方式:09支柱与06垫片一(大垫片)为螺纹连接,09支柱与16垫片二(小垫片)为焊接连接。
2.1 支柱保持架支柱与垫片脱离的原因分析
09支柱与06垫片一(大垫片)为螺纹连接,螺纹为普通螺纹(如M10×1),这个部位失效原因是质量原因,是支柱或垫片的螺纹部位加工的质量不合格,俗话就是螺纹加工松了,见示意图3。螺纹加工松了会有两个问题,一是支柱与垫片螺纹连接面积减小,降低螺纹连接强度;二是螺纹牙部位连接间隔加大。这种结构螺纹连接的预紧是通过支柱螺纹收尾部位实现的,而不是螺纹牙部位。轴承在工作中承受冲击负荷时,螺纹连接时常会出现松动,因螺纹牙间隙较大,造成螺纹牙部位轴向反复窜动撞击,进而脱出连接,失效。
09支柱与16垫片二(小垫片)为焊接连接,焊接示意图见图 1、图 2。支柱从垫片中脱出的失效原因如下:
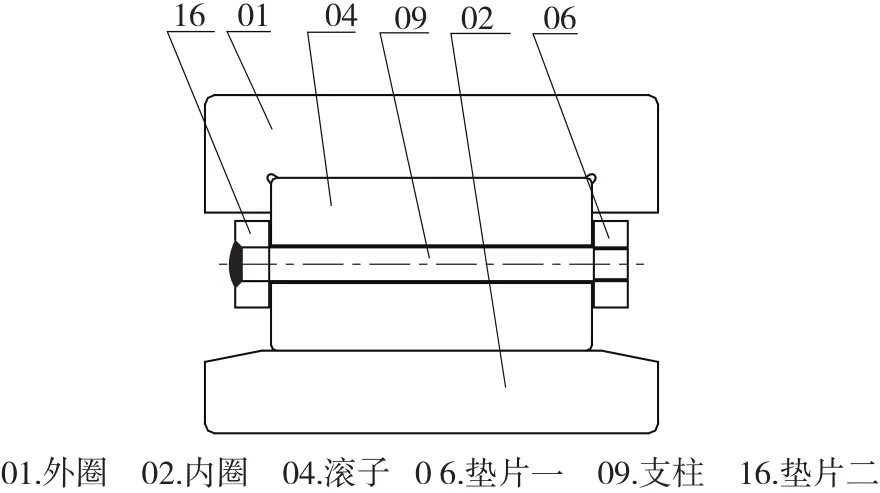
图1 圆柱滚子轴承结构示意图
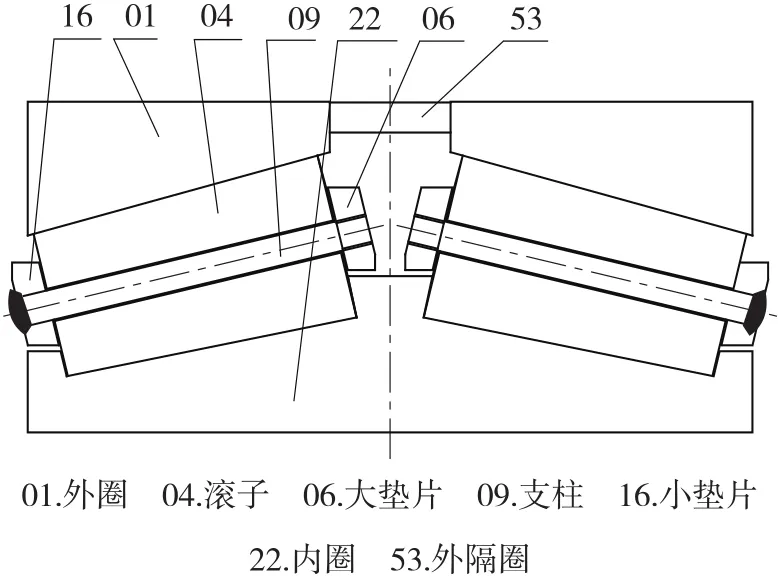
图2 双列圆锥滚子轴承结构示意图

图3 螺纹牙部位示意图
(1)在焊接过程中会有热循环、焊接变形、焊接残余应力产生,造成焊接部位脆化,形成脆性裂纹;同时焊接时也有可能出现虚焊点。
(2)低碳钢焊接性能良好,而中碳钢焊接性能一般。支柱材料为中碳钢,垫片材料为低碳钢。垫片和支柱不是一种材料且支柱为中碳钢材料,因此焊接部位出现脆性裂纹几率要大于低碳钢部件(或同一种材料)相互焊接。当轴承在工作过程中承受冲击负荷时,支柱保持架轴向反复窜动撞击,焊接部位将产生冲击疲劳裂纹,疲劳裂纹是从焊接区不可避免存在的微小缺陷(虚焊点)和脆性裂纹开始,最终造成支柱从垫片中脱出。
(3)因需保证滚子的硬度,一般去焊接残余应力工艺,不适合支柱保持架。
3 优化改进设计及结构分析
3.1 支柱与垫片螺纹连接端改进设计
支柱保持架原设计的螺纹连接部分为普通螺纹连接,如M10×1、M12×1.5等,现将此部位螺纹改为锥螺纹连接,参照国标GB1415米制密封锥螺纹国家标准进行优化设计,螺纹部位增加一个1:16的锥度,见示意图 4。锥螺纹随着螺纹的旋进,内、外螺纹牙之间的间隙会逐渐消除而拧紧,达到连接稳定的效果,消除了原结构由于螺纹加工松了带来的质量问题,改进后螺纹预紧是通过螺纹牙间隙消除来实现的,而不是通过螺纹收尾部位来实现的,预紧可靠性较原结构高很多。因国标GB1415的螺纹长度和旋入长度是固定的,不能满足设计要求,因此改进后的锥螺纹设计长度和旋入长度较GB1415标准长一些,需订制专用丝锥。支柱保持架进行标准系列化设计后,制造成本增加不大。
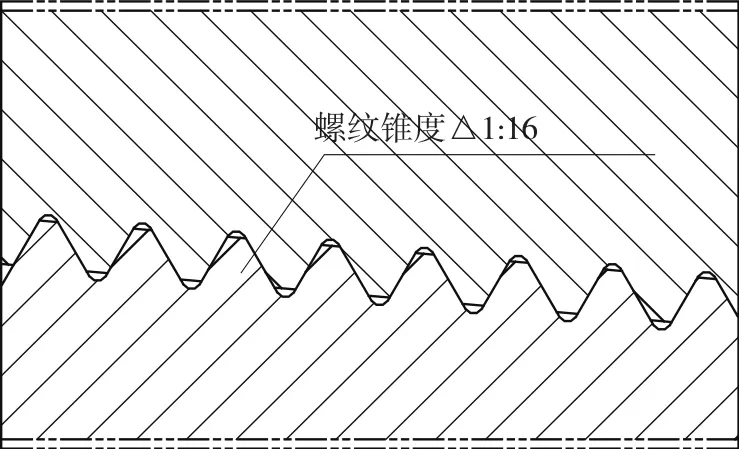
图4 米制锥螺纹连接示意图
3.2 支柱与垫片焊接连接端改进设计
优化设计方法有三种。
(1)增加焊接面积,提高焊接强度。焊接连接力与焊接面积有关。支柱直径尺寸受滚子直径限制,支柱引导滚子的工作部位直径不能增大,因此只能增大支柱焊接端直径,加大焊接面积,见图5a,支柱焊接端直径d1较支柱工作部分直径加大20%,焊接面积增加44%,增加了焊接连接力。此改进较简明。
(2)支柱焊接端增加一个轴肩,见图5b,这种结构的轴向负荷主要由支柱与保持架垫片之间的轴肩承受,分担了大部分焊接部位承受的轴向力,同时焊接面积也增加了,而常规设计轴向力全部由焊接部位承受。
(3)圆锥滚子轴承因受内圈挡边直径的影响,垫片内、外径之差较小,若采用第二种优化设计方法,垫片空间不足,因此采用图5c结构,支柱焊接端改为圆锥结构,同时垫片支柱孔也改为圆锥孔,其圆锥孔角度要大于支柱圆锥角度0.5~1.0度。这种结构的轴向负荷仍然主要由支柱与保持架垫片的圆锥孔承受,焊接部位承受一小部分轴向力。
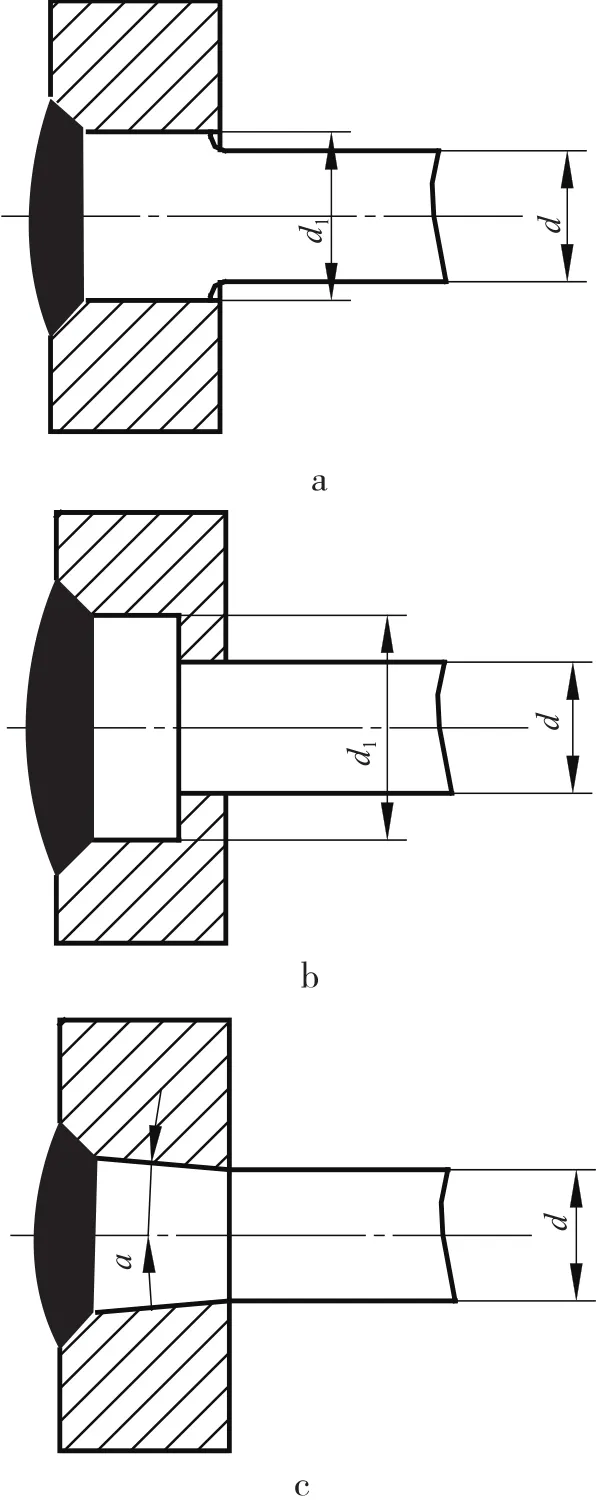
图5 支柱与垫片焊接端优化示意图
4 优化改进设计后的支柱结构
优化后的三种支柱结构见图 6。第一种结构a,装配工艺与原结构一样,不用做调整;第二种 b 结构和第三种 c 结构支柱保持架结构装配工艺与原结构不同,这两种结构的支柱和垫片支柱孔部位的精度有较高的要求,并且在设计中要考虑支柱保持架与滚子端面之间的间隙尺寸计算。

图6 支柱优化后简图
5 结论
经实际使用证明,这三种优化结构较原结构的使用性能都有了较大的提高。
[1] 徐灏.机械设计手册[M].北京:机械工业出版社,
[2]GB/T 1415-2008,米制密封锥螺纹[S].
(编辑:钟 媛)
Optimum design of pillar cage for extra-large roller bearing
Zou Depeng
( Wafangdian Bearing Group Co.,Ltd., Wafangdian116300,China )
On the basis of analysis of failure mode of extra-large roller bearing pillar cage, optimization design of the thread and welding connection ends between the joint of pillar and washer was done respectively. The failure probability of pillar cage was decreased greatly.
extra-large roller bearing; pillar cage; tapered thread; welding fatigue crack
TH133.33+2
B
1672-4852(2017)02-0006-03
2017-03-23.
邹德鹏(1964-),男,高级工程师.
猜你喜欢
电站辅机(2021年2期)2021-08-19 00:33:16
哈尔滨轴承(2021年1期)2021-07-21 05:43:10
哈尔滨轴承(2021年4期)2021-03-08 01:00:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:50
哈尔滨轴承(2020年3期)2021-01-26 00:34:54
轴承(2018年10期)2018-07-25 07:22:22
金属加工(热加工)(2015年11期)2015-11-16 06:04:26
华东理工大学学报(自然科学版)(2015年1期)2015-11-07 09:15:46
华东理工大学学报(自然科学版)(2015年1期)2015-11-07 09:15:46
橡胶工业(2015年8期)2015-07-29 09:22:46
