
3MT4300系列圆锥滚子球基面有磁贯穿磨床隔离盘的设计
2017-07-26 03:46林炳成
轴承 2017年9期
林炳成
(福建省永安轴承有限责任公司,福建 永安 366000)
圆锥滚子球基面加工质量影响轴承的振动、噪声、温升、旋转灵活性以及使用寿命等。3MT4300系列圆锥滚子球基面磨床有磁贯穿成形砂轮通过磨削是一种高效率的磨削圆锥滚子球形基面的方法,属于“成形-轨迹”法。其中,隔离盘和磁盘均会对滚子球基面的加工精度产生影响,隔离盘设计制造时,要注意使圆锥滚子轴心线通过隔离盘中心,且齿槽的工作面表面质量要好。
1 3MT4300系列滚子球基面磨床磨削原理
圆锥滚子球基面有磁贯穿磨床加工原理[1]如图1所示。滚子经过送料机导向沿弹簧软管进入下料嘴,隔离盘每转过一齿,一粒滚子由送料器送入磁盘锥面(锥面角度与滚子的角度相同)和隔离盘齿形槽中;随着隔离盘转动,滚子经围板进入磨削区。

图1 圆锥滚子球基面有磁贯穿磨床工作原理Fig.1 Working principle of magnetic through grinder for spherical reference surface of tapered roller
磁盘吸附滚子,磁盘转速比隔离盘快,且两者旋转方向相反,在隔离盘的阻推下,磁盘旋转时以摩擦力带动滚子作快速旋转。砂轮置于磁盘和隔离盘的侧面,砂轮素线修整成半径为R的内凹圆弧形,其水平径向内的中心与隔离盘的回转中心重合,即滚子球基面的曲率中心。隔离盘与磁盘的回转中心并不重合,而是特意设计一个偏心量,只要偏心方向选择合适,就可以使磁盘对滚子的摩擦力在滚子轴向(隔离盘径向)的分力将滚子推向砂轮,也就是磨削时的轴向进给力。
磨削时除了砂轮的旋转运动即切削主运动外,还有隔离盘的回转运动和滚子轴向的进给运动,滚子自转和砂轮圆弧素线的联合作用形成滚子端部球基面,随着隔离盘的转动,逐步完成球基面的磨削。当滚子转到出口处,碰到下料挡板,迫使滚子沿挡板斜面落到接料管中,滚子加工结束。
2 隔离盘的设计
2.1 RSR=D w/(2sinβ)时
RSR为圆锥滚子球基面半径;Dw为圆锥滚子大端公称直径;β为滚子半锥角。
隔离盘设计制造时,齿槽的工作面延长线要通过隔离盘的回转中心,使圆锥滚子球基面有磁贯穿成形砂轮贯穿磨削时,圆锥滚子轴心线通过隔离盘中心,以符合3MT4300系列磨床的工作原理。隔离盘结构如图2所示,各参数确定方法如下[2]。

图2 隔离盘结构Fig.2 Structure of spacing disk
1)外径D

式中:D为隔离盘外径;n为间隙,取0.5~2 mm。为了避免等分齿工作基面磨损后产生台阶,n值稍大于滚子大端倒角轴向尺寸。
2)等分齿深度H

式中:lw为滚子长度。
3)等分齿角度α
等分齿角度α必须大于被磨削滚子的圆锥角2β,使滚子在隔离盘中有足够的间隙,以保证滚子的正常旋转(α与β无计算关系)。
例:32217圆锥滚子的圆锥角2β为4°,大端直径Dw=18.233 mm,球基面半径RSR=261.221 mm,则RSR0=Dw/(2sinβ)=18.233/(2sin 2°)=261.221,即RSR=RSR0,则等分齿角度α取为4°30′。
4)厚度B
根据具体需求,隔离盘厚度有6,8 mm等尺寸。
2.2 RSR≠D w/(2sinβ)时
为使圆锥滚子球基面有磁贯穿成形磨削时,圆锥滚子轴心线通过隔离盘中心,隔离盘设计制造时,齿槽的工作面延长线与隔离盘的回转中心应有一定偏心量e(图3)。图中,O1为隔离盘中心。
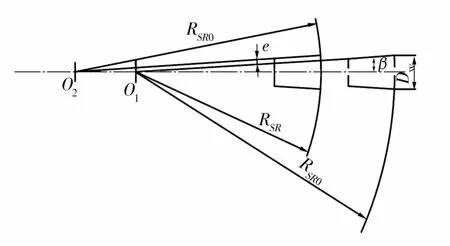
图3 齿槽工作面延长线与隔离盘回转中心的位置Fig.3 Position of extension line on working surface of cogging and center of rotation of spacing disk
1)RSR<RSR0
e=O1O2×sinβ=(RSR0-RSR)sinβ=[Dw/(2sinβ)-RSR]sinβ,且隔离盘中心在隔离盘齿槽工作面延长线的下方。
2)RSR>RSR0
在圆锥滚子轴承设计中,一般不采用。同理e=(RSR-RSR0)sinβ=[RSR-Dw/(2sinβ)]sinβ,且隔离盘中心在隔离盘齿槽工作面延长线的上方。
3 应用举例
以33118C圆锥滚子为例,已知:Dw=15.75 mm,RSR=249 mm,β=1°30′,则RSR0=Dw/(2sinβ)=15.75/(2sin 1°30′)=300.84 mm。
由于RSR<RSR0,因此,设计制造33118C圆锥滚子隔离盘时,齿槽的工作面延长线与隔离盘的回转中心应有一偏心量e,即e=[RSR0-RSR]sinβ=[Dw/(2sinβ)-RSR]sinβ=(300.84-249)sin 1°30′=1.36 mm,且隔离盘中心在隔离盘齿槽工作面延长线的下方。
猜你喜欢
科学家(2021年24期)2021-04-25
哈尔滨轴承(2020年3期)2021-01-26
初中生学习指导·中考版(2020年4期)2020-09-10
装备制造技术(2019年12期)2019-12-25
治淮(2019年11期)2019-12-04
制造技术与机床(2019年10期)2019-10-26
治淮(2019年4期)2019-05-16
治淮(2018年7期)2018-01-29
制造技术与机床(2017年4期)2017-06-22
治淮(2016年2期)2016-09-01
