钢制实体保持架兜孔加工工艺改进
2017-07-26 01:29李江斌刘兢
轴承 2017年5期
李江斌,刘兢
(1.洛阳轴研科技股份有限公司,河南 洛阳 471039;2.河南省高性能轴承技术重点实验室,河南 洛阳 471039;3.滚动轴承产业技术创新战略联盟,河南 洛阳 471039)
随着国内核工业、航天、深海事业的发展,具有耐高温、耐腐蚀性能的不锈钢、耐热钢材料越来越多的应用在轴承保持架生产中,其中,常用材料有1Cr18Ni9(Ti),14Cr17Ni2,40CrNiMoA等,其相对于工程塑料和铜材,具有更高的硬度、韧性及耐热性。但是该类材料保持架兜孔加工时,传统的加工工艺不能满足其表面粗糙度要求,且加工效率低。由于兜孔与滚动体直接接触,兜孔表面粗糙度直接影响轴承的旋转精度和摩擦发热,因此,高质量、高效率的加工该类钢制保持架兜孔成为面临的主要问题。
1 保持架结构特点


图1 某型保持架结构简图Fig.1 Structure diagram of a type of cage
2 保持架兜孔原加工工艺及存在问题
2.1 原工艺方法
保持架兜孔原加工步骤为:1)使用专用模具将保持架半成品装夹在立式加工中心XH714D的工作分度盘上;2)使用7.9 mm硬质合金钻头在保持架上粗钻通孔;3)使用8.2 mm定尺寸铣刀精加工通孔;4)取出保持架,手工去除兜孔毛刺。
2.2 存在问题
由于保持架材料40CrNiMoA硬度较高,且具有较大黏性,兜孔采用粗、精2遍加工,旨在提高铣刀的寿命,改善兜孔表面质量。但实际生产中,每批次总会出现表面粗糙度超差甚至划伤的工件。如图2所示,图2a中可以看到已加工表面左侧的被挤屑擦伤现象,导致兜孔的表面粗糙度超差;图2b兜孔中可见一个明显的划伤带,工件直接报废。

图2 保持架兜孔加工缺陷图Fig.2 Defectogram of cage pocket surface
加工工艺的不稳定性极其影响产品的质量和加工效率,尤其是某些兜孔数量较多的保持架情况更严重,一个兜孔质量出现问题可导致整个保持架的报废,浪费材料和人力物力。
2.3 问题分析
根据切削加工原理,铣削兜孔时,铣刀的圆周刃带即为刀具的副切削刃,其在基面上的投影与进给运动反方向间的夹角为副偏角K′r,如图3所示。精加工时,宜取较小的副偏角[1]。铣刀的刃带具有光整被加工表面、定尺寸的作用,所以铣刀的副偏角K′r应趋近于0,以保证尺寸精度,同时保证铣刀刃磨后尺寸的稳定性。
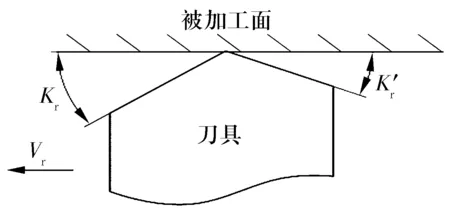
图3 切削原理图Fig.3 Principle diagram of cutting
当铣刀加工40CrNiMoA材料兜孔时,一旦有微小切屑不能顺利通过铣刀前刀面排出,将极有可能随着铣刀的进给通过极小的副偏角挤入刃带即出现挤屑现象。随着铣刀的主运动,挤屑摩擦被加工表面,必然降低加工表面质量,甚至出现划伤。
3 工艺改进
通过上述分析可知,若想使刃带上形不成挤屑而改善划伤问题,则需要将铣刀的刃带外径尺寸减小,以增大副偏角。但这样将导致铣刀刃带不再具有光整及定尺寸的功能,价格昂贵的定尺寸铣刀将无法刃磨再次使用,也就失去了使用价值。因此,在兜孔尺寸不能保证的情况下,单纯提高兜孔表面粗糙度没有实际意义,所以改进铣刀刀具参数的方法不可行。
引入新的工艺方法:改精铣通孔为精镗通孔。新设计订制的立式加工中心专用镗头结构如图4所示。

图4 镗头结构示意图Fig.4 Structure diagram of boring head
该镗头下装夹标准型镗刀杆,并根据工件材料及加工精度要求选配适当的刀片。专用镗刀头可通过微调螺母进行偏心量调节,可配不同尺寸段的镗刀,满足实际加工尺寸需要。镗刀在进行切削时有较大的副偏角,可避免铣削时产生的挤屑问题,进而可提高兜孔表面质量。
4 实例分析
为验证新工艺的可行性及可靠性,对2个批次40CrNiMoA钢制实体保持架兜孔加工进行对比试验。工艺要求:10个兜孔均布,兜孔尺寸为φ(8.30+0.1)mm,表面粗糙度Ra≤1.6 μm。
加工机床均使用XH714D立式加工中心,主轴转速1 500 r/min,进给量0.08~0.1 mm/r。原铣削工艺采用φ8.35 mm定尺寸硬质合金铣刀;改进为镗削工艺后采用BJ1206-24镗刀杆(加工范围6~10 mm),配以WBGT060104硬质合金刀片(六角形正型刀片)[2]。2种工艺的生产结果对比见表1。

表1 钢制实体保持架兜孔加工工艺对比Tab.1 Comparative of previous processing and improved processing for cage pocket
由表可知,铣削加工的合格率为78.6%,其中18件兜孔粗糙度超差,6件兜孔有划伤,2件兜孔尺寸偏小;镗削加工的合格率为99.9%,仅1件兜孔尺寸偏小。这是由于镗刀采用标准刀片,刀片寿命更长,无需刃磨且更换方便,加工效率可提高1倍以上;而且镗刀规避了铣削时副偏角小的弊端,避免了挤屑现象,提高了兜孔表面质量。新工艺加工的兜孔表面如图5所示。

图5 镗削兜孔表面(×5)Fig.5 Cage pocket surface of boring
5 结束语
经工艺实践探索,对40CrNiMoA钢制实体保持器兜孔的加工采用新的工艺方法,解决了兜孔表面粗糙度不达标、划伤的问题。新工艺大幅提高了生产效率及产品合格率,降低了成本;工艺稳定、可靠,具有推广应用价值。
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
民用飞机设计与研究(2020年4期)2021-01-21
哈尔滨轴承(2020年4期)2020-03-17
模具制造(2019年10期)2020-01-06
新课程·中学(2019年7期)2019-09-17
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
物理教学探讨(2018年1期)2018-02-13