
40CrNiMoA外悬梁保持架加工工艺改进
2017-07-25 05:02陈帅王超冯振郭晓玉常永红
轴承 2017年11期
陈帅,王超,冯振,郭晓玉,常永红
(1.洛阳LYC轴承有限公司,河南 洛阳 471039;2.航空精密轴承国家重点实验室,河南 洛阳 471039)
1 外悬梁保持架结构及加工难点
圆柱滚子用外悬梁保持架(图1)是在环形零件的内径上车一径向槽,然后用铣削等加工方法在零件外径处沿轴向方向加工成相同兜孔数的等分槽,使两槽相交形成兜孔的一种保持架[1]。
外悬梁保持架多采用黄铜、硬铝、低碳钢等材料制造,硬度为80~200 HB。针对特殊需求而研发的某型号外悬梁保持架尺寸为91.8 mm×75.8 mm×37.2 mm,采用40CrNiMoA材料,硬度达到276~323 HB,其特点是强度较高、耐磨性能好,但黏性大,机械加工工艺性差。由于对保持架加工精度要求较高,产品精度要求达到P5,采用常规的错齿三面刃铣刀(图2)加工时,由于交错铣削振动较大,无法满足高精度40CrNiMoA钢制外悬梁保持架兜孔的精度要求。

图1 外悬梁保持架示意图

图2 圆盘形错齿三面刃铣刀示意图
2 凹R成形铣刀设计
为满足使用要求,重新设计了一种新的刀具——凹R成形铣刀(图3)。该刀具采用W18Cr4V钢一体成形设计加工,强度高、铣削加工时振动小,加工精度更高;刀具表面进行TiN涂层处理,提高刀具的表面硬度、耐磨性、使用寿命和切削速度。刀具的凹R面铣削外悬梁保持架外径D1圆弧面,厚度B保证外悬梁保持架兜孔宽度。

图3 凹R成形铣刀示意图
凹R成形铣刀的几何参数设计如下:
1)前角γ主要取决于被加工材料的软硬、韧性和塑性,材料软时前角取较大值,材料较硬时前角取较小值,一般取为10°~14°,当加工铝合金、黄铜时γ可取20°。由于40CrNiMoA材料较硬,因此前角设计为10°左右。
2)后角α的大小直接影响刀具强度和切削情况。后角大,切削时摩擦小,刀具锋利、耐磨,但取值太大,则刀齿强度降低,会加剧刀具磨损。因保持架材料较硬,应减小后角,以增加刀齿强度,后角设计为5°。
3)韧带宽度对刀具的使用产生较大影响,韧带宽会增大刀具与工件之间的摩擦,使刀具后角粘削,从而加剧刀具的磨损;韧带窄,刀具锋利,但耐用度低。综合考虑,韧带宽度设计为0.1 mm。
3 工装夹具设计
外悬梁保持架壁厚、梁宽值均较小,承载能力相对较小。保持架在加工过程中,尤其是铣外径槽工序极易发生工件位移变形,造成产品超差,甚至报废。
保持架铣削加工设备的通用夹具如图4所示,工件底部与支承盘接触定位,工件上端采用压盘固定,然后使用垫片和螺帽固定。由于外悬梁保持架内径有一径向槽,通用夹具固定时易造成工件变形等缺陷。为此,优化铣床通用夹具,设计贯穿式芯轴支承内径面定位(图5),再用压盘压紧,减小加工时工件的变形量,提高加工精度。

图4 铣床通用夹具
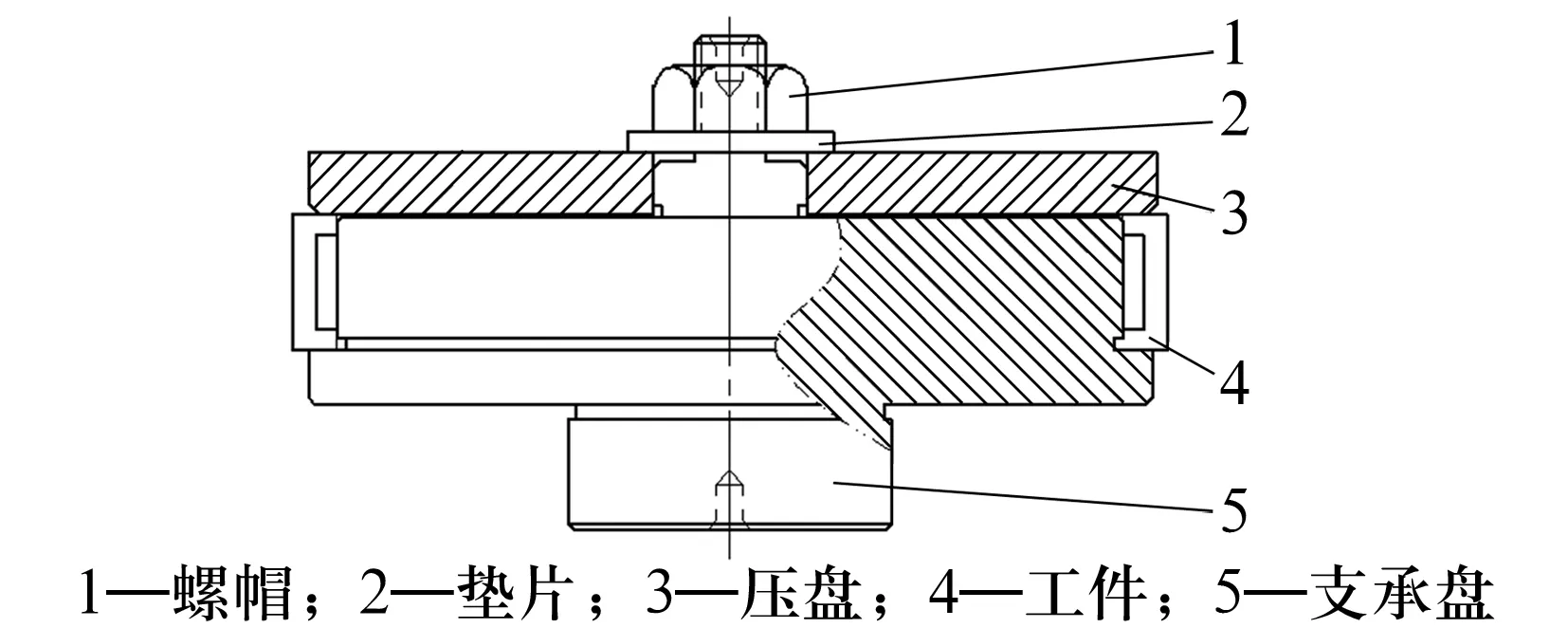
图5 外悬梁保持架铣外径槽夹具
4 数据验证
配套40CrNiMoA外悬梁保持架工艺技术要求为:梁宽变动量Vbc≤0.1 mm,兜孔表面粗糙度Ra≤1 μm。使用新设计刀具及工装夹具对该保持架进行加工,与传统加工方法检测数据进行对比,结果见表1。

表1 改进前、后保持架检测数据
由表可知,改进后的40CrNiMoA材料外悬梁保持架梁宽变动量及兜孔表面粗糙度Ra均有所减小,加工精度有了较明显提升,较好满足了设计需求。
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
骨科(2021年3期)2021-06-05
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
哈尔滨轴承(2020年4期)2020-03-17
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2017年3期)2017-06-23
电脑知识与技术(2016年34期)2017-04-15
