
三通道数码细纱机纺制竹节纱的原理及其性能
2017-07-21 05:01魏晓婷郭明瑞张继东高卫东
纺织学报 2017年7期
魏晓婷,薛 元,郭明瑞,张继东,高卫东
(生态纺织教育部重点实验室(江南大学),江苏 无锡 214122)
三通道数码细纱机纺制竹节纱的原理及其性能
魏晓婷,薛 元,郭明瑞,张继东,高卫东
(生态纺织教育部重点实验室(江南大学),江苏 无锡 214122)
为探究竹节倍率、竹节长度及竹节间距对多彩竹节纱性能的影响规律,提出一种基于三通道数码环锭细纱机利用单通道、双通道和三通道3种喂入方式纺制竹节纱的纺纱方法,分别采用4种竹节倍率(1.5、2.0、2.5、3.0)、3种竹节长度(5.1、7.2、9.3 cm)、相同竹节间距,纺制基纱线密度为27.8 tex的纯棉多彩竹节纱,并对纱线的外观参数和强伸性进行测试与分析。结果表明:竹节纱的竹节实际长度大于理论值,竹节实际间距和竹节实际倍率小于理论值;竹节倍率不变,随着竹节长度的增加,竹节实际长度与理论长度的偏差量不变,且竹节纱的强力逐渐减小;竹节长度不变,随着竹节倍率的增大,竹节长度接近理论值,且竹节纱的强力逐渐减小。
竹节纱;三通道数码纺纱;竹节倍率;竹节长度;纱线强力
在纱线长度方向上呈随机或规律性排列的若干粗节或细节的纱线,称为粗细纱,也称竹节纱[1]。传统意义上的竹节纱是长度方向上随机或规律性排列着粗节或细节的纱线。由于竹节的长度、粗细以及在纱线上的分布具有可设计性,可使织物产生多样的布面纹理,竹节纱织物已成为一种时尚符号流行于市[2-3]。
目前生产竹节纱的方法主要是通过电磁离合器和伺服电动机控制中后罗拉或前罗拉的速度变化,以实现纱线长度方向上线密度、颜色或组分比例的变化,控制中后罗拉或前罗拉的速度变化时间实现竹节纱不同竹节长度与竹节间距的变化[4]。
竹节纱结构特征的参数包括基准线密度、粗节线密度、细节线密度、粗节长度、细节长度、粗节混色比、细节混色比、竹节倍率(粗节线密度与细节线密度的比值)和竹节纱周期长度等,通过这些参数可有效地调控竹节纱的形貌特征及色彩分布[5]。
本文提出一种纺制竹节纱的新方法,利用三通道数码环锭细纱机纺制形式多变的竹节纱,分析不同喂入方式纺制多彩竹节纱的原理及纺制不同类型竹节纱的控制方法,并分析改变竹节段喂入时间、竹节之间的距离、竹节线密度和基纱线密度对多彩竹节纱性能的影响规律。
1 三通道数码竹节纱成纱原理
由本课题组自主研发的三通道数码环锭细纱机,通过伺服控制3个后罗拉,使喂入的3根粗纱以不同的速度进入牵伸区,实现调控纱线横向粗细、纵向长度、多组分混纺比等结构参数的变化。利用该设备生产的竹节纱,不仅能控制竹节纱粗细和竹节长度的变化,而且可进一步控制原料组分(或色纤维混色比)呈现出分段或渐变具有周期性变化的规律,生产原有竹节纺纱技术无法生产的竹节纱,实现了竹节纱的数码生产[6-7]。
三通道数码环锭细纱机的牵伸机构如图1所示。3个平行的后罗拉分别由不同的伺服电动机控制,因此可实现同轴不同步控制,3根不同的纱线分别经3个后罗拉同步喂入、异步牵伸,然后经中罗拉、前罗拉牵伸,并在前罗拉处形成加捻三角区,最终形成纱线[8]。
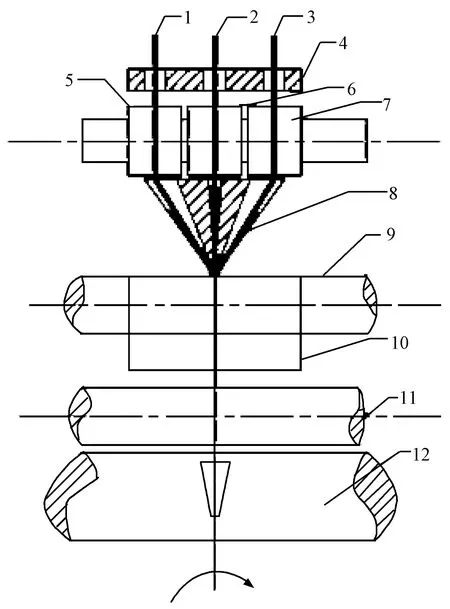
注:1—粗纱1;2—粗纱2;3—粗纱3;4—喇叭口;5—后罗拉1;6—后罗拉2;7—后罗拉3;8—集合器;9—中罗拉;10—皮圈;11—前罗拉;12—集聚纺装置。图1 数码纺纱机三罗拉牵伸机构示意图Fig.1 Schematic of digital spinning machine of three roller drafting system
设三通道各根粗纱的线密度分别为ρ1、ρ2、ρ3,后罗拉的表面线速度分别为Vh1、Vh2、Vh3,前罗拉的表面线速度为Vq,则成纱线密度ρy为

(1)


(2)
竹节纱的波动线密度△ρy为

(3)
因此,最终纺制的竹节纱的线密度可表示为
(4)

1.1 单通道变速喂入粗纱纺制竹节纱
在三通道数码纺纱机中,设Vh1=Vh3=0,△Vh1=△Vh3=0。在后罗拉2处喂入1根粗纱,改变后罗拉的喂入时间与速度,达到生产竹节纱的目的,则细纱线密度的表达式为
(5)
当△Vh2=0,则纱线的线密度为基准线密度;当△Vh2>0,则纱线上出现粗节;当△Vh2<0,则纱线上出现细节。示意图如图2所示。

图2 单粗纱喂入纺制纯色粗细竹节纱示意图Fig.2 Schematic of pure color thick and thin yarn when single roving fed into spinning
1.2 双通道变速喂入粗纱纺制竹节纱
在三通道数码纺纱机中,如果使用红、黄2种色彩的纯棉粗纱,且设Vh3=△Vh3=0。后罗拉1、后罗拉2处分别喂入1根粗纱,改变后罗拉1、2的喂入时间与速度,达到生产竹节纱的目的,则细纱线密度的表达式为
(6)
此时,如果红色粗纱作为基纱匀速喂入,黄色粗纱作为饰纱断续喂入,同时可实现竹节色彩由二色纤维的混合比例确定。可纺制如图3所示的基纱为红色、竹节为橙色(红色纤维和黄色纤维复合)的彩节纱。

图3 双粗纱喂入纺制彩节竹节纱示意图Fig.3 Schematic of dual roving feeding spinning section of slub yarn
如果2根粗纱以一定速比同步喂入,且按照相同规律变动粗纱喂入速度,则可纺制如图4所示混纺比不变而粗细有变化的竹节纱,同时可改变2根粗纱的牵伸倍数,实现两组分混色比的变化,且纱线色彩由二色纤维的混合比例确定。

图4 双粗纱喂入纺制双色混色竹节纱示意图Fig.4 Schematic of dual roving feeding spinning double color melange yarn
1.3 三通道变速喂入粗纱纺制竹节纱
在三通道数码纺纱机中,使用红、黄、蓝3种色彩的纯棉粗纱,在后罗拉1、2、3处分别喂入1根粗纱,同时改变后罗拉1、3的喂入时间与速度,达到生产竹节纱的目的,则纱线线密度表达式为
(7)
如果以红色粗纱作为基纱匀速喂入,兰、黄色粗纱作为饰纱断续喂入,则可形成如图5所示的基纱为红色、竹节为彩色的竹节纱,且竹节的色彩由三色纤维的混合比例确定。

图5 三粗纱喂入纺制彩节竹节纱示意图Fig.5 Schematic of three roving feeding spinning section of slub yarn
如果红、黄、蓝3根纯棉粗纱以固定速比喂入,且同步变动粗纱喂入速度,则可纺制如图6所示的混纺比不变而粗细变化的竹节纱,且纱线色彩由三色纤维的混合比例确定。

图6 三粗纱喂入纺制三色混色竹节纱示意图Fig.6 Schematic of three roving feeding spinning of three color melange slubby yarn
如果以红色粗纱为基纱,黄色和蓝色粗纱为饰纱,交替改变黄色粗纱和蓝色粗纱的喂入时间与速度,可纺制不同颜色竹节,即可形成如图7所示的基纱为红色、一个竹节为橙色(红色纤维和黄色纤维复合)、另一个竹节为紫色(红色纤维和蓝色纤维复合)的不同色彩竹节交替变换的竹节纱。

图7 三粗纱喂入纺制三色混色竹节纱示意图Fig.7 Schematic of three roving feeding spinning of three color melange slubby yarn
2 数码环锭细纱机竹节纱的纺制
2.1 实验原料及设备
由棉纤维(长度为27 mm,线密度为1.75 dtex)制备的白色纯棉粗纱,定量为5.0 g/10 m;分别经活性红和活性蓝染色制备红色和蓝色棉粗纱,定量为5.0 g/10 m。
纺纱设备为江南大学与经纬股份榆次分公司联合研制的FA1551型三通道环锭数码细纱机。
2.2 纺纱工艺参数设定
为分析三通道数码环锭细纱机在纺纱过程中对竹节纱外观效果和机械性能的影响,以双通道变速喂入纺制竹节纱为例设计实验方案,设定实验以竹节倍率和竹节长度为变量,纺制竹节倍率分别为1.5、2.0、2.5、3.0,竹节长度分别为5.1、7.2、9.3 cm的竹节纱。设定彩节竹节纱基准线密度为27.76 tex,捻度为648捻/m,锭子转速为7 000 r/min,前罗拉转速为6.172 m/min,依照表1所示参数纺制12种竹节纱。
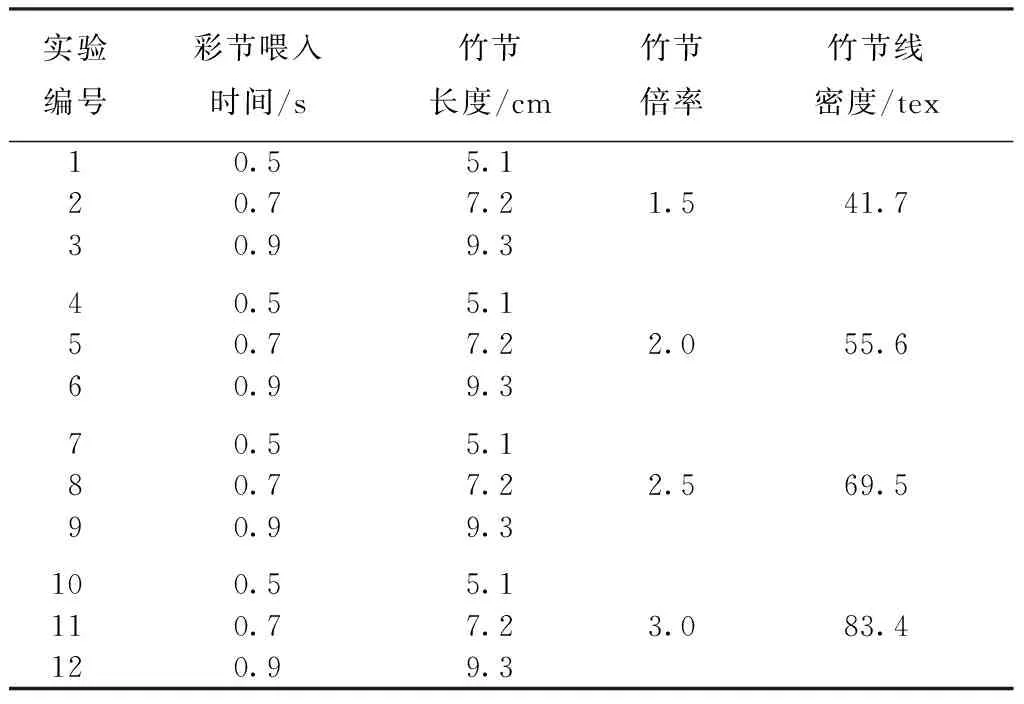
表1 双通道变速喂入纺制竹节纱参数设定Tab.1 Parameters settings of slubby yarn by dual channel variable speed feeding
3 竹节纱质量的测试与分析
3.1 竹节纱的形态结构测试分析
实验过程中将纺制的不同竹节倍率和不同竹节长度的12种竹节纱样品绕在黑板上观察,其竹节均匀分布在纱线上;用显微镜和直尺对外观结构进行测试,结果如表2所示。
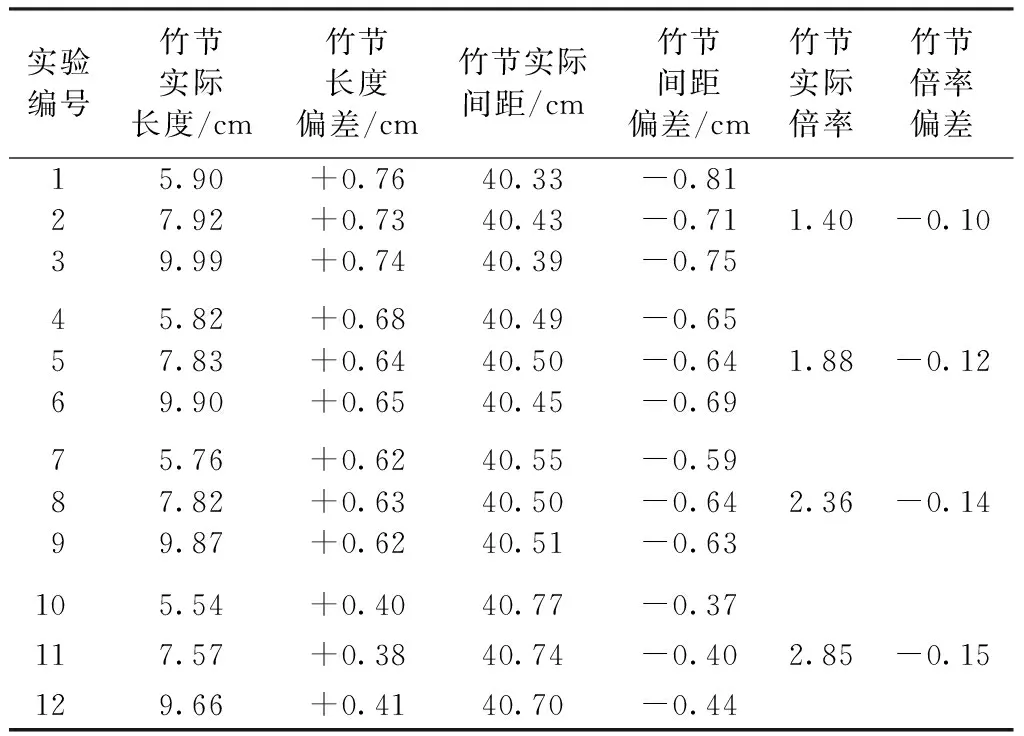
表2 双通道变速喂入纺制竹节纱结构对比Tab.2 Comparison of slubby yarn structure spun by dual channel variable speed feeding
注:偏差值=实际值-理论值。
由表2可发现:1)实际竹节长度大于其理论长度,实际竹节间距小于理论间距。这是因为当后罗拉1停止喂入竹节部分粗纱时,被夹持在中罗拉钳口处的部分纤维随着中罗拉的运动进入前区牵伸,从而在竹节纱上形成竹节与基纱的过渡区域,导致实际竹节长度大于理论长度,实际竹节间距小于理论间距;2)在相同竹节长度时,随着竹节倍率的增加竹节长度的偏差值逐渐减小,即实际竹节长度越来越接近理论值。这是因为粗纱的牵伸倍数随着竹节倍率的增加而减少,致使被夹持在中罗拉钳口处的部分纤维在经过前区牵伸后牵伸的位移量减少,致使长度的偏差值逐渐减小;3)在相同的竹节倍率条件下,随着竹节长度的增加竹节长度的偏差值基本恒定。这是因为在相同的竹节倍率条件下,被夹持在中罗拉钳口处的纤维量和粗纱牵伸倍数是一定的,致使这部分纤维的位移量不变[10],所以当竹节倍率恒定时,竹节长度的偏差值基本恒定;4)竹节实际倍率小于竹节理论倍率。这是由于后罗拉1的喂入速度决定竹节倍率的大小,在实际生产过程中,后罗拉1由静止状态转变为运动状态需要加速过程,而在理论设计竹节喂入时间时并没有考虑后罗拉1加速过程所用时间,导致实际喂入量减少,所以竹节实际倍率略小于竹节理论倍率。
3.2 竹节纱的强伸性能分析
竹节纱在织造过程中存在的主要问题是易出现断头,因此竹节纱的强伸性能是评判竹节纱质量的重要指标。采用YG068C型全自动单纱强力仪测试纱线强力,设定预加张力为0.5 cN,拉伸速度为500 mm/min,试样夹持长度为500 mm、测试在(21±2)℃、(65±2)%条件下进行。
图8示出竹节纱线强力与竹节倍率的关系。从图可知,在相同的竹节长度条件下,竹节纱的纱线强力随着竹节倍率的增加呈逐渐减小的趋势。这是因为竹节线密度大于基纱线密度,捻度在竹节纱上呈不均匀分布,且竹节部分的捻度向基纱部分转移的现象会随着竹节倍率的增加越来越明显,从而在竹节部分形成弱节,致使纱线的强力随着竹节倍率的增加呈逐渐减小的趋势;在相同竹节倍率的条件下,竹节纱的纱线强度随着竹节长度的增加呈逐渐减小的趋势。这是因为随着竹节长度的增加,捻度不匀现象更加明显,导致在纱线上出现弱节的概率增加,从而导致竹节纱的强力逐渐减小。经测试本文实验所纺制的竹节纱单纱强力质量均能满足织造要求。
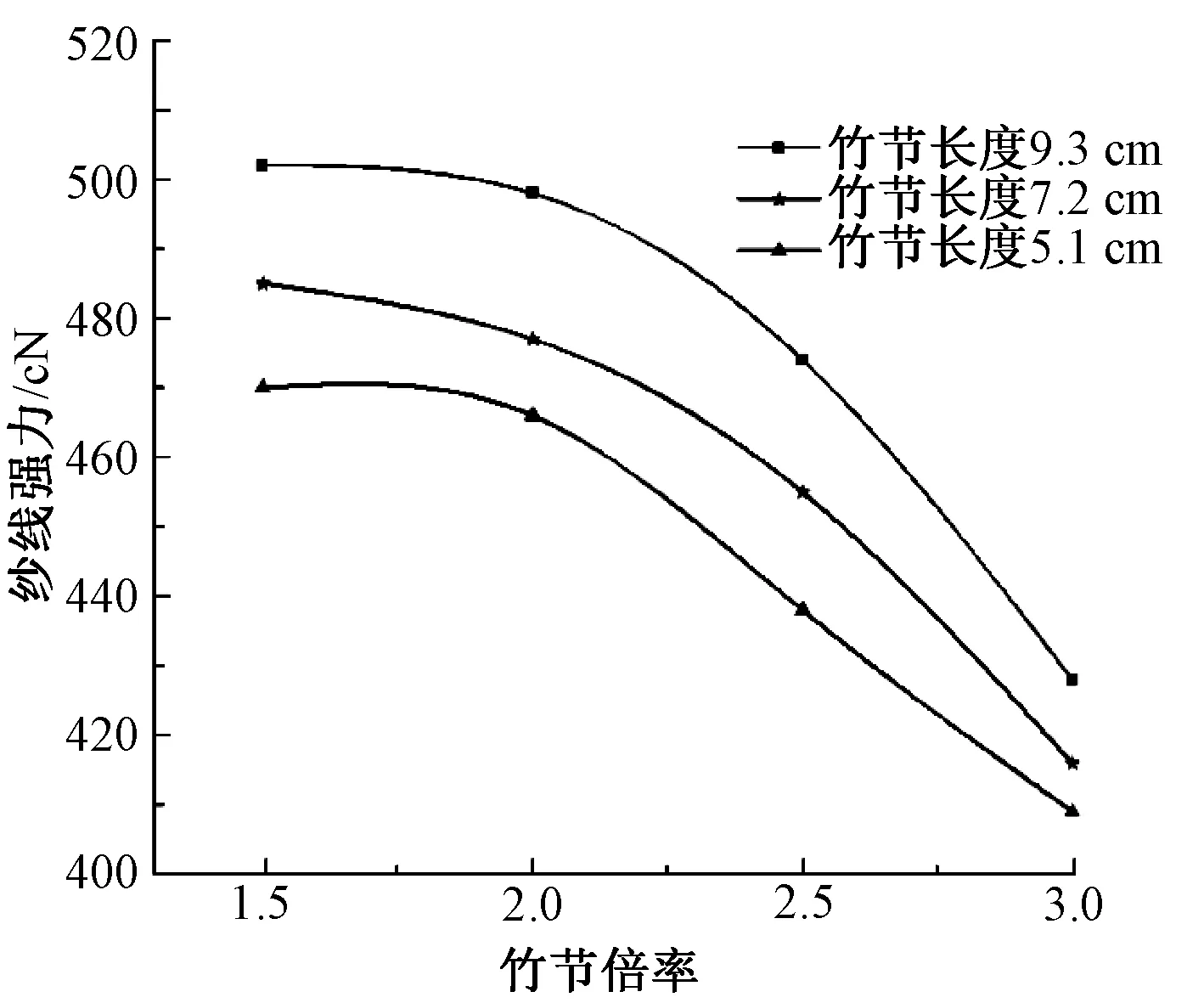
图8 竹节纱纱线强力与竹节倍率的关系Fig.8 Relationship between slub yarn strength and ratio
4 结 论
利用三通道数码环锭细纱机的异步牵伸、交互变换、梯度配比、加捻混合等纺纱机制,分别以单通道、双通道、三通道的变速牵伸方式,实现对纱线粗细、竹节长度、混纺比等参数的调控,并分别论述纺制混色竹节纱、段彩竹节纱、渐变色竹节纱等系列化的多彩竹节纱的纺纱原理。
实纺纱样测试结果表明:竹节纱的实际竹节长度大于理论长度,实际竹节间距小于理论间距;实际竹节间距加上实际竹节长度与理论竹节间距加上理论竹节长度接近;实际竹节倍率小于理论竹节倍率;在相同竹节长度时,随着竹节倍率的增加,实际竹节长度越来越接近理论值;在竹节倍率相同时,随着竹节长度的增加,实际竹节长度与理论长度的偏差值不变,且偏差值均在合理范围之内。竹节纱强力测试结果表明:在相同竹节长度时,随着竹节倍率的增加,竹节纱的强力逐渐减小;在相同竹节倍率时,随着竹节长度的增加,竹节纱的强力逐渐减少。
FZXB
[1] 张宏,谢春萍,张君昀,等. 段彩竹节纱纺制工艺探讨[J]. 棉纺织技术,2012(3):15-18. ZHANG Hong,XIE Chunping,ZHANG Junyun, et al. Discussion of spinning section-color slub yarn[J]. Cotton Textile Technology, 2012(3): 15-18.
[2] 黄美林,狄剑锋.竹节纱的纺纱原理及常用纺纱方法研究[J]. 五邑大学学报(自然科学版),2005(2):30-33. HUANG Meilin,DI Jianfeng. Research on spinning principles and common spinning methods of weaving slubby yarn[J]. Journal of Wuyi University (Natural Science Edition), 2005(2):30-33.
[3] 马芹, 刘学锋. 竹节纱结构性能测试与分析[J]. 河南工程学院学报(自然科学版),2012(2):1-3. MA Qin,LIU Xuefeng. Slub yarn structure performance testing and analysis[J]. Journal of Henan University of Engineering(Natural Science Edition), 2012(2):1-3.
[4] 张毅强,杨咏梅,魏保平,等. 细纱机竹节纱的生产技术探索[J]. 纺织学报,2001,22(4):30-31. ZHANG Yiqiang,YANG Yongmei,WEI Baoping,et al.Ring spinning slubby yarn production technology to explore[J].Journal of Textile Research, 2001,22(4):30-31.
[5] 胡梁,彭晓.粗号竹节纱的工艺设计及质量控制[J]. 棉纺织技术,2009(7):46-48. HU Liang,PENG Xiao.Processing design and quality control of coarse slub yarn[J].Cotton Textile Technology, 2009(7):46-48.
[6] 薛元,高卫东,杨瑞华,等. 三组份异同步二级牵伸纺制多彩竹节纱的方法及装置:中国, 201510140910.4[P]. 2015-06-17. XUE Yuan, GAO Weidong,YANG Ruihua, et al. The method and device of three different secondary draft to spinning colorful slub yarn: China, 201510140910.4[P]. 2015-06-17.
[7] 薛元,高卫东,杨瑞华,等. 双组份异同步二级牵伸纺制多彩竹节纱的方法及装置:中国, 201510140954.7[P]. 2015-03-27. XUE Yuan, GAO Weidong,YANG Ruihua, et al. The method and device of dual components different synchronization secondary draft to spinning colorful slub yarn: China, 201510140954.7[P]. 2015-03-27.
[8] 高卫东,郭明瑞,薛元,等. 基于环锭纺的数码纺纱方法[J]. 纺织学报, 2016, 37(7): 44-48. GAO Weidong,GUO Mingrui,XUE Yuan, et al.A novel method to produce ring spin yarn-digital spinning[J].Journal of Textile Research, 2016, 37(7): 44-48.
[9] 薛元,易洪雷,陈伟雄,等. 数控耦合式复合纺纱系统构建和三基色混配色纺纱工艺研究[J]. 嘉兴学院学报,2014(6):15-20. XUE Yuan, YI Honglei,CHEN Weixiong, et al. Research on construction of numerical control coupling type composite spinning system and trichromatic color mixing spinning process[J]. Journal of Jiaxing University, 2014(6):15-20.
[10] 练军,王晓丽,徐伯俊. 基于环锭细纱机改造的竹节纱竹节长度的确定[J]. 纺织学报,2011,32(10):47-52. LIAN Jun,WANG Xiaoli,XU Bojun. Determi nation of slub length of slub yarns based on transformation of ring bobbin[J].Journal of Textile Research,2011, 32(10):47-52.
Principle and properties of slub yarns spun by three-channel digital ring spinning
WEI Xiaoting,XUE Yuan,GUO Mingrui,ZHANG Jidong,GAO Weidong
(KeyLaboratoryofEco-Textiles(JiangnanUniversity),MinistryofEducation,Wuxi,Jiangsu214122,China)
In order to explore the influence of slub yarn linear density, slub length and slub distance on the properties of colorful slub yarn, 27.8 tex colorful cotton slub yarns were spun on three-channel digital spinning frame using single-channel, two-channel or three-channel feeding modes and adopting four kinds of ratio between slub and basic yarn (1.5, 2.0, 2.5 and 3.0), three kinds of slub length (5.1 cm, 7.2 cm and 9.3 cm), and the same slub distance. The strength and appearance of these yarns were investigated. The results showed that the actual length of slub yarn is greater than that of designed, and the slub distance and linear density of slub is smaller than that of the designed value. When the linear density of slub is constant, with the increase of slub length, the deviation of length between the tested value and the designed value kept the same, but the strength of slub yarn decreases. When the slub length is constant, with the increase of the linear density of slub, the average slub length is more close to the designed value, but the strength of slub yarn decreases.
slub yarn;three-channel digital spinning;ratio between slub and basic yarn;slub length;yarn strength
10.13475/j.fzxb.20160708305
2016-07-28
2017-01-09
中央高校基本科研业务费专项资金资助项目(JUSRP51631A);浙江省科技重大专项项目(2014C11SA480012);中国纺织工业联合会应用基础研究资助项目(J201506)
魏晓婷(1990—),女,硕士生。主要研究方向为细纱机控制系统设计。薛元,通信作者,E-mail:fzxueyuan@qq.com。
TS 104.1
A
猜你喜欢
毛纺科技(2022年11期)2022-12-05
棉纺织技术(2022年10期)2022-11-21
作文大王·中高年级(2022年3期)2022-03-21
课堂内外·创新作文小学版(2022年2期)2022-01-28
作文周刊·小学六年级版(2020年32期)2020-01-13
化纤与纺织技术(2016年3期)2016-10-28
现代纺织技术(2015年1期)2015-06-15
现代纺织技术(2015年6期)2015-02-28
自动化博览(2014年9期)2014-02-28
中成药(2014年9期)2014-02-28
