搅拌摩擦焊接装备及其过程控制研究进展
2017-07-12 16:14徐望辉谭锦红董春林赵运强
河北工业科技 2017年4期
徐望辉,李 双,谭锦红,董春林,邓 军,赵运强
(广东省焊接技术研究所(广东省中乌研究院),广东广州 510651)
搅拌摩擦焊接装备及其过程控制研究进展
徐望辉,李 双,谭锦红,董春林,邓 军,赵运强
(广东省焊接技术研究所(广东省中乌研究院),广东广州 510651)
综述了搅拌摩擦焊接设备的发展现状,系统分析了这些设备的特点,并对搅拌摩擦焊接中位移控制、压力控制、焊缝跟踪等过程控制技术进行了概述。分析表明:搅拌摩擦焊接装备经历了铣床改装搅拌摩擦焊接设备、搅拌摩擦焊接专机、搅拌摩擦焊接机器人的发展过程;搅拌摩擦焊接机器人凭借高度柔韧性、多种模式过程控制、高度智能化的优势,将被广泛应用于多种工业制造领域,成为近期的研究热点;搅拌摩擦焊接过程控制技术目前主要侧重于压力监控、位移控制和焊缝跟踪,但是控制精度和稳定性均无法满足实际生产需求,因此高精度、高可靠性的多过程耦合控制技术是今后的重点研究内容。
金属材料其他学科;搅拌摩擦焊;焊接设备;过程控制;研究进展
搅拌摩擦焊(friction stir welding,简称FSW),是英国焊接研究所于1991年发明的一种新型、节能、环保、高效的固相连接技术[1-3]。该技术开发之初主要应用于铝合金、镁合金等低熔点轻质金属材料的连接,以解决常规熔焊方法焊接该类材料时常出现的气孔、接头强度弱化、接头质量不稳定等问题。而随着研究的深入和技术的成熟,搅拌摩擦焊已推广应用于一些高熔点、异种材料的连接,比如钛合金、铝合金与不锈钢异种材料的连接[4-5]。由于搅拌摩擦焊接过程中母材温度低于熔点,为固相连接,因此能够得到无气孔和裂纹缺陷的焊缝。同时,搅拌摩擦焊接还具有变形小、应力小、强度弱化不明显等诸多优势,被广泛应用于航空航天、轨道交通、船舶制造、汽车制造、核电能源、数码产品等多个工业制造领域,图1为经搅拌摩擦焊焊接的火箭储箱实物图[6-11]。
图1 搅拌摩擦焊火箭储箱Fig.1 FSW rocket storage tank
搅拌摩擦焊需采用特制的搅拌头,依靠搅拌针的高速旋转促使母材被加热、搅拌、挤压,直至形成可靠连接并获得搅拌摩擦焊接接头。图2为搅拌摩擦焊接过程原理示意图。在焊接过程中,搅拌针在下压力作用下进入母材内部并高速旋转,搅拌针与母材界面摩擦并生成大量热量使母材软化,软化的母材在搅拌针的搅动作用下产生塑性流动而结合在一起。同时,与母材表面紧密接触的轴肩也会因摩擦而产生大量热量,其在焊接过程中还不断地将母材金属由搅拌头的前方挤压至后方形成焊缝。另外,轴肩还具有向下挤压焊缝以保证焊缝表面光滑、避免焊缝不成形的作用。
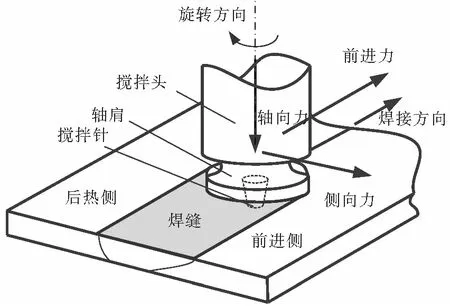
图2 搅拌摩擦焊接过程原理示意图Fig.2 Schematic diagram of welding process principle in FSW
从工艺过程可以看出,与传统焊接方法相比,搅拌摩擦焊焊具(搅拌头)与母材是直接接触的,需要克服很大阻力,这就对设备的刚度、负载、精度、控制系统等方面都提出了更高的要求,由此造成搅拌摩擦焊接设备结构复杂。随着工业技术的发展,越来越多的大型、三维的曲面结构需要采用搅拌摩擦焊接技术进行焊接,因此开发高精度、高柔性、大负载的搅拌摩擦焊接设备,对于推广应用搅拌摩擦焊接技术、提升国内制造业技术水平均具有重要的意义。
1 搅拌摩擦焊接装备特点及发展现状
1.1 搅拌摩擦焊接装备特点
搅拌摩擦焊的工艺特性决定了搅拌摩擦焊接设备负载大、刚度高、精度高、自动化程度高的特点。搅拌摩擦焊接装备一般由硬件部分和控制系统组成,其中硬件部分包括机械结构和电气系统[1]。
由图2可知,焊接过程中搅拌头会受到轴向力Fz、侧向力Fx、前进力Fy、扭矩Mz的作用。其中,轴向力和扭矩负载较大,且受力随着板厚及材料的不同而发生变化[12-14]。因此,为了保证焊接过程的正常实施,搅拌摩擦焊接设备应当具有较大的负载能力。同时,为了保证大负载下机械结构不发生弯曲变形,要求焊接设备具有很高的刚度及精度。此外,在搅拌摩擦焊接过程中,需要将搅拌针压入母材内部,而肉眼无法直接观察焊接区域的变化,亦无法直接确定压入深度、压力大小等过程参数,只能通过位移传感、压力传感、温度传感等技术将其可视化,结合相应的控制方法实现焊接过程的控制,故需要搅拌摩擦焊接设备具有一定的智能控制功能和较高的自动化程度。
由于产品的应用领域、尺寸、结构形状、材料等差异较大,对搅拌摩擦焊接设备的性能要求也参差不齐。总体而言,搅拌摩擦焊接设备结构复杂,若不加甄别地增加设备的负载能力、刚度和精度,会造成设备体积庞大,成本过高,体现不出搅拌摩擦焊接技术的成本优势。因此,需要根据加工件的尺寸、结构形状、材料等来配备合适的搅拌摩擦焊机。
1.2 搅拌摩擦焊接装备发展现状
仅仅20余年,对搅拌摩擦焊接技术的研究已涉及到焊接工艺、接头性能、过程模拟、设备研制等多个方面。此前对于焊接设备的研究更多集中在搅拌头的优化设计,近几年则开始对搅拌摩擦焊接设备的结构设计[15]、数控系统开发[16]广泛关注。目前使用的搅拌摩擦焊接设备主要包括传统搅拌摩擦焊机、搅拌摩擦焊接专机和搅拌摩擦焊接机器人3种类型。
搅拌摩擦焊接技术的提出是从机加工原理获得的灵感,因此早期的搅拌摩擦焊机都是由铣床等机械加工设备改装而成[17-19]。图3为典型的传统搅拌摩擦焊接设备[1,20]。
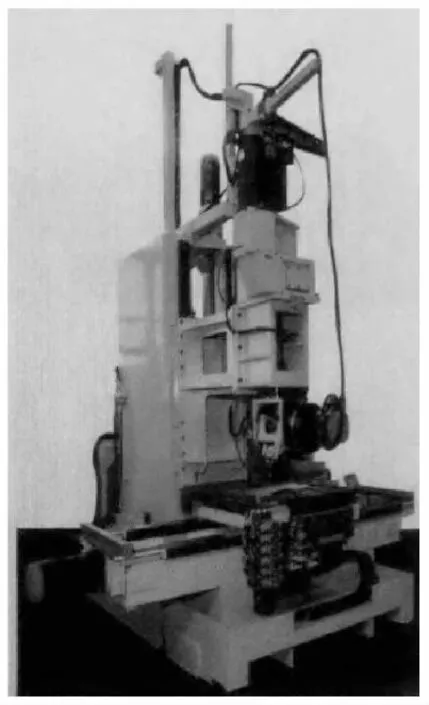
图3 铣床改装的搅拌摩擦焊机Fig.3 Friction stir welding machine adapted from milling machine
这些加工设备一般具有一定的负载能力,同时具备二维、三维加工能力,能够满足低强度、薄板材料的搅拌摩擦焊接。然而,搅拌摩擦焊接过程中所需的载荷要大于磨削、铣削过程[21],传统搅拌摩擦焊接设备都存在载荷能力不高的问题,其最高只能提供20 kN的载荷,铝合金材料可焊板厚的上限为15 mm[22]。因此,为了提高设备的负载能力、刚度,还需要对搅拌摩擦焊接设备的结构、过程控制进行优化设计[23-24]。
搅拌摩擦焊接专机是为搅拌摩擦焊接过程专门设计的,在负载能力、结构刚度、控制精度上都有很大提升。英国焊接研究所、北京625所、ESAB(ESAB Welding and Cutting Products Company Limited)和HITACHILID(Hitachi Company Limited)等科研单位和公司均已开发出了搅拌摩擦焊接专机产品,如图4所示。为了进一步提高设备的刚度和精度,简化结构,OKAWA等[15]和SHI等[25]设计了五轴联动三维龙门式搅拌摩擦焊接专机,可以实现复杂曲面结构的高精度、高质量搅拌摩擦焊接。国内学者对搅拌摩擦焊接机床3-PRS并联加工头进行了优化设计,并分析了结构的刚度和精度[23,26]。由于该类设备一般具有很好的柔性加工能力,通过五轴联动可以实现复杂三维曲面结构的加工,可焊板厚和材料范围大,一般应用于大型复杂结构件的焊接[9],但是也存在一次投入过大、生产周期长、体积庞大等不足之处。虽然已有学者开始研究小型化、手持式的搅拌摩擦焊机[27-29],但是到目前为止还处于试验阶段,未见成熟产品的报道。

图4 搅拌摩擦焊接专机Fig.4 Friction stir welding machine
工业机器人具有非常高的柔韧性,可以实现空间任意轨迹的加工,这正是其他2种搅拌摩擦焊接设备所欠缺的,机器人搅拌摩擦焊接技术与装备已成为焊接领域的重要发展方向。如前所述,搅拌摩擦焊接过程中载荷较大,这也是阻碍机器人在搅拌摩擦焊中应用的原因所在。而随着ABB,KUKA,FANUC等公司重载机器人的相继开发,工业机器人已经开始应用于复杂三维曲面结构的搅拌摩擦焊接。目前搅拌摩擦焊接机器人主要有2种类型:串联关节型机器人和并联结构机器人,如图5和图6所示[30]。美国FSL公司基于ABB机器人开发了同时集成压力控制、扭矩控制、位移控制和温度控制模块的搅拌摩擦焊接机器人系统,并根据搅拌摩擦焊工艺开发了人性化界面[31]。德国IGM公司和日本川崎重工也相继开发了分别基于KUKA机器人和FANUC机器人系统的搅拌摩擦焊接机器人设备。中航工业北京航空制造工程研究所于2013年首次从国外引进了一台重载机器人搅拌摩擦焊系统,开始从事搅拌摩擦焊接机器人设备的探索性研究[11,32-34]。
基于串联式机器人承载能力有限、刚度不足的问题,研究人员开发了并联结构的搅拌摩擦焊接机器人[35]。该类型的设备无论在承载能力上还是在结构刚度上均要优于串联式搅拌摩擦焊接机器人,即使是高熔点薄板材料的焊接,该类型的设备也能满足要求[25]。
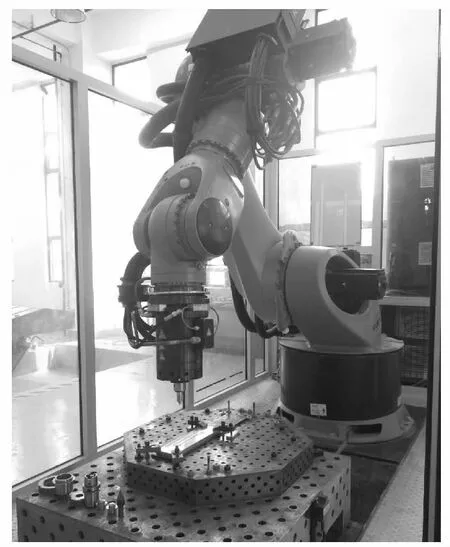
图5 串联关节型搅拌摩擦焊接机器人Fig.5 Joint type friction stir welding robot in series
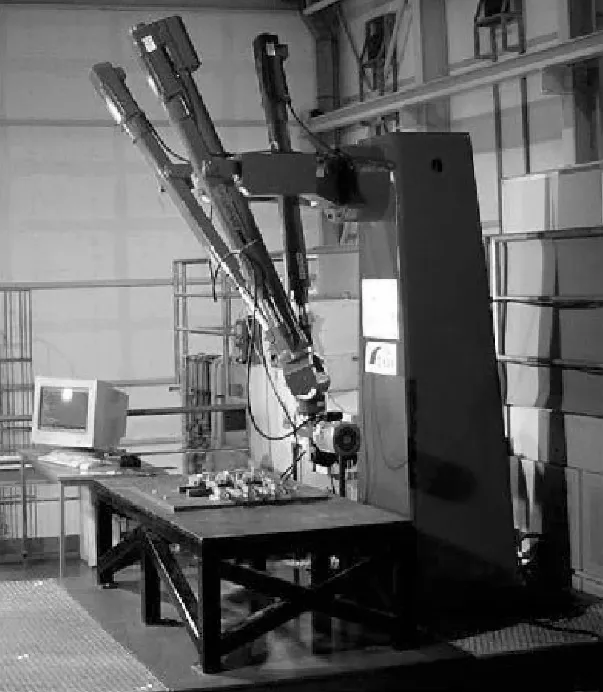
图6 并联结构搅拌摩擦焊接机器人Fig.6 Friction stir welding robot with parallel structure
SORON等[36]依据IRB 7600-500型机器人开发了搅拌摩擦焊接机器人设备,该设备能够实现3 mm厚、6系铝合金材料、三维曲面结构的搅拌摩擦焊接。该研究采用缩短工作臂的方式增加了机器人本身的刚度,解决了机器人TCP漂移问题,利用位移-压力耦合调节方法,较好地实现了恒压控制。FEHRENBACHER等[37]针对机器人搅拌摩擦焊中容易出现的轴向力过大和热输入不稳定问题,采用无线传输的温度和力学传感采集技术,对温度和力进行了综合控制。搅拌摩擦焊接机器人相对于其他机器人焊接设备具有一定的特殊性,因此在设计系统时需要特别关注搅拌摩擦焊接工艺过程,YAVUZ[38]根据这一要求,提出了面向使用功能的搅拌摩擦焊接机器人设计理念,并开发了包含压力控制、位移控制等技术的搅拌摩擦焊接机器人系统。中国科学院沈阳自动化研究所(简称沈阳自动化研究所)研制的搅拌摩擦焊接机器人为例,通过数值模拟的方法,对不同工况下的搅拌摩擦焊接过程受力进行了分析,计算了搅拌头以及机器人本身的受载情况,证实了设备的可靠性[39]。
2 搅拌摩擦焊接过程控制研究
搅拌摩擦焊接过程中的焊接速度、旋转速度、下压量、轴向压力、扭矩等均会对焊接过程产生影响,进而影响焊接质量,比如搅拌摩擦焊接过程中搅拌头受力较大,易造成焊接设备结构变形,导致焊接位置出现偏差,因此需要对焊接过程进行控制。而机器人刚度不足,机器人搅拌摩擦焊接的过程控制显得尤为重要。
2.1 压力控制
力学参数的控制在搅拌摩擦焊接技术中非常重要,而搅拌头压入量、旋转速度、前进速度等均会对轴向压力产生重要影响[13,18,40-42]。压入量越大,搅拌头与母材的接触面积越大,轴向阻力也就越大。ZHAO等[35]研究结果也证明了这一结论。目前有一个经验公式来描述压入量和轴向力的关系,即Fz=0.204d1.8,其中d为搅拌针直径[43]。而旋转速度和焊接速度均会影响母材的热入量,旋转速度越大或者焊接速度越慢,单位长度上的产热越小,母材硬度越低,阻碍母材变形的阻力变小,因此轴向力越小。因此,目前一般通过调整压入量、旋转速度、焊接速度等变量来控制轴向力大小[10,42]。将搅拌头轴向力控制在一定范围内,不会出现因压力过大而结构失效变形的情况,因此搅拌摩擦焊接机器人设备中均配备该类控制。该控制方法也比较适合表面不平整、三维曲面结构的焊接[44]。图7为受力控制系统结构示意图,其中Fe为受力反馈值,Fd为设定的受力值,通过运动控制调整压入量、旋转速度和焊接速度[24]。

图7 受力控制系统结构示意图Fig.7 Schematic diagram of force control system
LONGHURST等[42]采用PID算法,以压入量作为调整变量,开发了受力控制系统,发现采用轴向力控制方法可以获得良好的焊缝成形,能够有效抑制成形缺陷。但是3种控制方式中,以压入量为调节参量的控制精度较差,存在调节失效的可能性,但能够补偿工件或者设备产生的位置误差;以旋转速度为调节参量的控制方式得到接头拉伸强度最高;而以焊接速度为调节参量的控制方式各项指标均处于中间状态[21]。
扭矩控制具有成本低、稳定性高和适用温度范围广的优势,可作为压力控制的一种替代方法。一般认为扭矩与切变流应力、搅拌头尺寸有关[18,45],但是搅拌摩擦焊接参数也会对扭矩产生影响,如文献认为扭矩与压入深度存在一定的函数关系。因此以压入量作为调整参数实现扭矩控制是可以实现的。
2.2 位移控制
位移控制是为了获得合理的下压量。由于轴向压力对于下压量的变化十分敏感,下压量稍微增大则有可能造成轴向压力的巨大变化。因此这种控制方法一般应用于刚度较大的焊接设备中,比如龙门式搅拌摩擦焊接专机,且工件需要平整地固定于工具台上。文献[46]分析了压入速度和压入深度对轴向压力的影响,结果表明压入速度越大,轴向压力峰值越大。采用位移控制时,随着下压量增大,控制系统的稳定性下降,且容易出现焊接缺陷。
2.3 焊缝跟踪
离线路径规划技术虽然可以实现复杂曲面结构焊接,但是工件焊接变形或设备刚性不足时容易出现偏离规划路径的问题,因此,在搅拌摩擦焊接中对焊缝偏差进行跟踪与补偿是必不可少的。激光传感和视觉传感技术是常用的焊缝跟踪手段,而搅拌摩擦焊压力传感技术也可以用来获取焊缝偏差量,进而实现偏差补偿。
GUILLO等[47]根据采集轴向压力数据,计算出位移偏差,进而实现偏差在线补偿。沈阳自动化研究所利用接触式侧头进行焊缝曲面测量,进而拟合得到焊缝曲线,并估计其曲面空间法矢,进而实现三维空间曲面的搅拌摩擦焊接[48]。相对于视觉方式,该方法对材料的反光性及表面性能要求低,较稳定可靠,但是需要离线试教。搅拌头处于焊缝不同位置时的轴向压力值也不一样,FLEMING等[49-50]根据这一原理,增加搅拌头横向摆动,通过提取轴向压力信号,实现搭接或者T型接头的焊缝跟踪。试验结果表明这种来回摆动的搅拌摩擦焊方法不但能够实现焊缝跟踪,还可以获得更为优异的焊缝质量。
3 结 论
1)搅拌摩擦焊接装备经历了由传统搅拌摩擦焊接设备、搅拌摩擦焊接专机到搅拌摩擦焊接机器人3个发展阶段,这3类设备各具特点。实际工程中需根据应用场合的需要合理地选配不同类型的搅拌摩擦焊接设备。
2)焊接过程的柔性化、自动化、智能化已成为先进焊接装备的重要发展趋势,搅拌摩擦焊接机器人已经成为近年来的研究热点,并将凭借高度柔韧性、多种模式过程控制、高度智能化等优势,被广泛应用于多种工业制造领域。
3)搅拌摩擦焊接的过程控制技术已经取得了一定的研究进展。目前该研究主要侧重于轴向压力控制、位移控制和焊缝跟踪,其中压力控制是研究热点。现有控制系统的稳定性、控制精度均不高,并且更多地采用单输出的模式,而对多个参量进行综合控制的研究较少。今后,应采取多种控制方法实现多个参数的综合控制,来提高系统的稳定性和可靠性。
/References:
[1] 刘会杰,张艳伟,李金全.搅拌摩擦焊设备及其研究进展[J].焊接,2011(12):3-6.
[2] MISHRA R S, MA Z Y. Friction stir welding and processing[J]. Materials Science & Engineering:R:Reports, 2005, 50(1/2): 1-78.
[3] 关桥,栾国红.搅拌摩擦焊的现状与发展[C]//第十一次全国焊接学术会议.上海:中国机械工程学会焊接学会,2005:15-29.
[4] 李辉凤,李建萍,鲁贞华,等.铝-钢异种金属搅拌摩擦焊研究[J].现代焊接,2011(10):12-16. LI Huifeng, LI Jianping, LU Zhenhua, et al. Study on aluminum-steel dissimilar metal friction stir welding[J]. Modern Welding, 2011(10): 12-16.
[5] 栾国红,柴鹏,孙成斌.钛合金的搅拌摩擦焊探索[J].焊接学报, 2005,26(11):83-88. LUAN Guohong, CHAI Peng, SUN Chengbin. Preliminary study on friction stir welding of titanium alloy[J]. Transactions of the China Welding Institution, 2005, 26(11): 83-88.
[6] 董春林,栾国红,关桥.搅拌摩擦焊在航空航天工业的应用发展现状与前景[J].焊接,2008(11):25-31. DONG Chunlin, LUAN Guohong, GUAN Qiao. Prospects of application and development of friction stir welding in aerospace and aviation industry [J]. Welding and Joining, 2008(11): 25-31.
[7] SALIH O S, OU H, SUN W, et al. A review of friction stir welding of aluminum matrix composites [J]. Materials & Design, 2015, 86: 61-71.
[8] JOHNSON R, THREADGILL P L. Progress in friction stir welding of aluminum and steel for marine applications[J]. Advanced Marine Materials: Technology and Applications, 2003: 3-9.
[9] SMITH C B, CRUSAN W, HOOTMAN J R, et al. Friction stir welding in the automotive industry[J]. Metals & Materials Society, 2001: 175-185.
[10]GIBSON B T, LAMMLEIN D H, PRATER T J, et al. Friction stir welding: Process, automation, and control[J]. Journal of Manufacturing Processes, 2014, 16(1): 56-73.
[11]栾国红,郭德伦.搅拌摩擦焊技术在中国的发展和推广应用[J].航空制造技术,2014,461(17):70-75. LUAN Guohong, GUO Delun. Development and application of friction stir welding technology in China[J]. Aeronautical Manufacturing Technology, 2014, 461(17): 70-75.
[12]LAKSHMINARAYANAN A K, BALASUBRAMANIAN V. Assessment of sensitization resistance of AISI 409M grade ferrite stainless steel joints using Modified Strauss test[J]. Materials & Design, 2012, 39: 175-185.
[13]MELENDEZ M, TANG W, SCHMIDT C, et al. Tool forces developed during friction stir welding[J]. NASA Technical Reports Server, 2003: 1-34.
[14]张会杰,王敏,张景宝,等.低载荷搅拌摩擦焊工艺研究现状及趋势[J].焊接, 2014,18(4):17-22.
[15]OKAWA Y, TANIGUCHI M, SUGII H, et al. Development of 5-axis friction stir welding system[J].International Joint International on SICE-ICASE,2007,19(12):1266-1269.
[16]SHULTZ E F, FEHRENBACHER A, PFEFFERKORN F E, et al. Shared control of robotic friction stir welding in the presence of imperfect joint fit-up[J]. Journal of Manufacturing Processes, 2013, 15(1): 25-33.
[17]张洪涛.基于XK6336数控摇臂铣床的回抽式搅拌摩擦焊机改造设计[D]. 南昌:南昌航空大学,2013. ZHANG Hongtao. The Modification Design of the Withdrawing Type Friction Stir Welding Machine with A Retractable Pin Tool Based on the XK6336CNC Rocker Milling Machine[D]. Nanchang: Nanchang Hangkong University, 2013.
[18]LONGHURST W R, STRAUSS A M, COOK G E, et al. Torque control of friction stir welding for manufacturing and automation[J]. The International Journal of Advanced Manufacturing Technology, 2010, 51(9): 905-913.
[19]LONGHURST W R, STRAUSS A M, COOK G E. Enabling automation of friction stir welding: The modulation of weld seam input energy by traverse speed force control[J]. Journal of Dynamic Systems, Measurement and Control, 2010, 132(4):041002-1 - 041002-11.
[20]MINTON T, MYNORS D J. Utilisation of engineering workshop equipment for friction stir welding[J]. Journal of Materials Processing Technology, 2006, 177(1/2/3): 336-339.
[21]LONGHURST W R, STRAUSS A M, COOK G E, et al. Investigation of force-controlled friction stir welding for manufacturing and automation[J]. Proceedings of the Institution of Mechanical Engineers Part B Journal of Engineering Manufacture, 2010, 224(6): 937-949.
[22]ZAEH F, EIREINER D. Friction stir welding with modern milling machines/requirements, approach and application[C]//5th International Symposium on Friction Stir Welding. Metz:[s.n.], 2004: 14-16.
[23]贾浩洲.搅拌摩擦焊机床3-PRS并联头精度分析[D].哈尔滨:哈尔滨工业大学,2015. JIA Haozhou. Accuracy Analysis on 3-PRS Parallel Head of Friction Stir Welding Machine[D]. Harbin: Harbin Institute of Technology, 2015.
[24]MENDES N, NETO P, LOUREIRO A, et al. Machines and control systems for friction stir welding: A review[J]. Materials & Design, 2015, 90: 256-265.
[25]SHI J, WANG Y, ZHANG G, et al. Optimal design of 3-DOF PKM module for friction stir welding[J]. The International Journal of Advanced Manufacturing Technology, 2013, 66(9): 1879-1889.
[26]周法权,廖佳音,林永勇,等.基于并联机构的五轴搅拌摩擦焊接机床设计[J].电焊机,2014,44(4):10-13. ZHOU Faquan, LIAO Jiayin, LIN Yongyong, et al. Design of five axis friction stir welding machine based on parallel mechanism[J]. Electric Welding Machine, 2014, 44(4): 10-13.
[27]KU N, HA S, ROH M I. Design of controller for mobile robot in welding process of shipbuilding engineering[J]. Journal of Computational Design & Engineering, 2014, 1(4): 243-255.
[28]刘会杰,赵运强,侯军才.自持式搅拌摩擦焊研究[J].焊接,2010(11):7-10. LIU Huijie, ZHAO Yunqiang,HOU Juncai.Process in self-reacted friction stir welding[J].Welding and Joining,2010(11):7-10.
[29]张平,曾庆强,赵军军,等.便携式搅拌摩擦焊设备研制可行性探讨[J].焊接,2010(6):2-7. ZHANG Ping, ZENG Qingqiang,ZHAO Junjun,et al.Exploration on feasibility of development on portable friction stir welding device[J].Welding and Joining,2010(6):2-7.
[30]SMITH C B, HINRICHS J F, CRUSAN W A. Robotic friction stir welding: The state of the art[C]// 4th International Friction Stir Welding Symposium.[S.l.]:[s.n.], 2003:14-16.
[31]董春林,李继忠,栾国红.机器人搅拌摩擦焊发展现状与趋势[J]. 航空制造技术,2014(17):76-79. DONG Chunlin, LI Jizhong, LUAN Guohong. Development of robotic friction stir welding technology[J]. Aeronautical Manufacturing Technology, 2014(17): 76-79.
[32]赵峰.中国首台机器人搅拌摩擦焊系统推介会在京召开[J].现代焊接,2013(8):24-25.
[33]赵峰.赛福斯特公司成功召开中国首台机器人搅拌摩擦焊系统推介会[J].焊接,2013(7):15.
[34]赵峰.机器人静轴肩搅拌摩擦焊技术研究[J].现代焊接,2016(1):32-33.
[35]ZHAO X, KALYA P, LANDERS R G, et al. Design and implementation of nonlinear force controllers for friction stir welding processes[J]. Journal of Manufacturing Science & Engineering, 2008, 130(6): 1786-1787.
[36]SORON M, KALAYKOV I. A robot prototype for friction stir welding[C]// Robotics, Automation and Mechatronics, 2006 IEEE Conference on IEEE.[S.l.]:[s.n.], 2006: 1-5.
[37]FEHRENBACHER A, SMITH C B, DUFFIE N A, et al. Combined temperature and force control for robotic friction stir welding[C]// ASME International Manufacturing Science and Engineering Conference Collocated with the North American Manufacturing Research Conference. [S.l.]:[s.n.], 2013,136: V002T02A028.
[38]YAVUZ H. Function-oriented design of a friction stir welding robot[J]. Journal of Intelligent Manufacturing, 2004, 15(6): 761-770.
[39]骆海涛,周维佳,王洪光,等.搅拌摩擦焊机器人典型工况下的受载分析[J].吉林大学学报(工学版),2015,45(3):884-891. LUO Haitao, ZHOU Weijia, WANG Hongguang, et al. Mechanical analysis of friction stir welding robot under typical working conditions[J]. Journal of Jilin University (Engineering and Technology Edition), 2015, 45(3): 884-891.
[40]陈书锦,薛俊荣,李浩,等.搅拌摩擦焊接过程控制研究综述[J].精密成形工程,2015,7(5):52-58. CHEN Shujin, XUE Junrong, LI Hao, et al. Research summary of friction stirs welding process control[J]. Journal of Netshape Forming Engineering, 2015, 7(5): 52-58.
[41]YUSSOF H, MISKON M F, BUSU N, et al. A review of force control techniques in friction stir process[J]. Procedia Computer Science, 2015, 76: 528-533.
[42]LONGHURST W R, STRAUSS A M, COOK G E. The identification of the key enablers for force control of robotic friction stir welding[J]. Journal of Manufacturing Science & Engineering, 2011, 133(3): 031008.
[43]LONGHURST W R. Force Control of Friction Stir Welding[D]. Nashville: Vanderbilt University, 2009.
[44]YAVUZ H. Function-oriented design of a friction stir welding robot[J]. Journal of Intelligent Manufacturing, 2004, 15(6):771-775.
[45] PIRES J N, RAMMING J, RAUCH S, et al. Force/torque sensing applied to industrial robotic deburring[J]. Sensor Review, 2002, 22(3): 232-241.
[46]ZIMMER S, LANGLOIS L, LAYE J, et al. Experimental investigation of the influence of the FSW plunge processing parameters on the maximum generated force and torque[J]. The International Journal of Advanced Manufacturing Technology, 2010, 47(1): 201-215.
[47]GUILLO M, DUBOURG L. Impact & improvement of tool deviation in friction stir welding: Weld quality & real-time compensation on an industrial robot[J]. Robotics and Computer-Integrated Manufacturing, 2016, 39(5): 22-31.
[48]祁若龙,周维佳,张伟,等.搅拌摩擦焊接机器人大型薄壁零件空间曲线焊缝测量与轨迹生成[J].机器人,2014,36(6):744-750. QI Ruolong, ZHOU Weijia, ZHANG Wei, et al. Measurement and trace generation of a friction stir welding robot for space weld joint on large thin-walled parts[J]. Robot, 2014, 36(6): 744-750.
[49]FLEMING P A, HENDRICKS C E, COOK G E, et al. Seam-tracking for friction stir welded lap joints[J]. Journal of Materials Engineering and Performance, 2010, 19(8): 1128-1132.
[50]FLEMING P A, HENDRICKS C E, WILKES D M, et al. Automatic seam-tracking of friction stir welded T-joints[J]. The International Journal of Advanced Manufacturing Technology, 2009, 45(5): 490-495.
Research progress of friction stir welding equipment and the process control
XU Wanghui, LI Shuang, TAN Jinhong, DONG Chunlin, DENG Jun, ZHAO Yunqiang
(Guangdong Welding Institute (China-Ukaine E.O. Paton Institute of Welding), Guangzhou, Guangdong 510651, China)
The development status of friction stir welding equipments is summarized, the characteristics are systematically described, and the process control techniques, such as position control, force control and seam track, are reviewed. The analysis shows that the friction stir welding equipments have undergone the development of modified milling machine, friction stir welding machine and friction stir welding robot. The friction stir welding robot will be applied to various manufacture fields due to the advantages of being highly flexible, multi-mode process controllable, highly intelligent, which is also a research hotspot in recent years. Friction stir welding process control technology is mainly focused on pressure monitoring, displacement control and seam tracking, but the control precision and stability cannot meet the actual production needs. Therefore, multi-process coupling control technology with high precision and high reliability is the key research content in the future.
metallic materials and other discipline; friction stir welding; welding equipment; process control; research progress
1008-1534(2017)04-0287-07
2016-11-18;
2017-04-27;责任编辑:王海云
广东省应用型科技研发专项(2015B090822011);广东省科学院项目(2017GDASCX-0113,2017GDASCX-0847)
徐望辉(1986—),男,湖南耒阳人,工程师,博士,主要从事先进焊接技术方面的研究。
E-mail:xuwanghui@126.com
TG439.8
A
10.7535/hbgykj.2017yx04010
徐望辉,李 双,谭锦红,等.搅拌摩擦焊接装备及其过程控制研究进展[J].河北工业科技,2017,34(4):287-293. XU Wanghui, LI Shuang, TAN Jinhong, et al.Research progress of friction stir welding equipment and the process control[J].Hebei Journal of Industrial Science and Technology,2017,34(4):287-293.
猜你喜欢
水泵技术(2021年5期)2021-12-31
金属加工(热加工)(2020年12期)2020-02-06
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2018年12期)2018-12-23
中国特种设备安全(2018年2期)2018-03-14
现代制造技术与装备(2018年11期)2018-02-17
北京航空航天大学学报(2017年4期)2017-11-23
黑龙江科技大学学报(2016年5期)2016-12-09
科技与创新(2015年9期)2015-06-02