
优选纺专器材 提升集聚纺CJ 14.6 tex纱质量
2017-06-23 08:49杨效青
纺织器材 2017年3期
杨效青
(东营市宏远纺织有限公司,山东 东营 257500)
优选纺专器材 提升集聚纺CJ 14.6 tex纱质量
杨效青
(东营市宏远纺织有限公司,山东 东营 257500)
为了解决集聚纺CJ 14.6 tex纱质量下滑、条干恶化的问题,介绍从前纺到细纱工艺的优化措施,重点探讨细纱主要器材专件如胶辊、胶圈、网格圈、压力棒上销和摇架等的优选和使用管理,并进行纺纱实践对比。指出:生产工艺、设备、原料品种以及器材专件选择和使用均会影响纺织品质量的改进与提高;应根据生产实际,优化各工序工艺,做好纺专器材的优选及使用管理,加强技术交流、市场调研以及客户走访,不断创新,方能生产出满足市场需求的产品。
集聚纺;胶辊;胶圈;网格圈;压力棒上销;摇架;工艺优化;成纱质量
0 引言
纺织行业形势日益严峻,质量成为产品占领市场的关键。由于企业设备老化,器材投入不足,人员减少和设备维护质量下滑,以及马克隆值偏高、杂质和短绒增加等导致原棉质量变差,造成集聚纺CJ 14.6 tex纱质量下滑,条干恶化,粗、细节增多,特别是成纱CVb值一度下滑至2013乌斯特公报50%水平以下,客户投诉增多。为此,我公司成立质量攻关小组,制定相应措施以迅速提升产品质量,下文进行详述。
1 工艺优化
1.1 清梳工艺适当调整,加大清棉机械除杂能力;降低FA106型开棉机梳针打手的速度,以减轻对棉纤维的损伤;梳棉机一线八套全部复查三针状态,严格控制盖板针布、锡林针布使用周期,保证其具有良好的锐度;刺辊针布全部更新,以加强预分梳效果;严格控制盖板针布高度差(同一根不大于0.03 mm,同台不大于0.05 mm),对超标的盖板针布进行分区,并采用紫铜修磨,既可保证同台高度差一致性,又不破坏其上车锐度;严查主要梳理元件的上车工艺,确保生条质量达标和纤维分梳度[1-2]。
1.2 并条采用倒牵伸工艺,以提升熟条的纤维伸直平行度,减少弯钩纤维。
1.3 粗纱采用大后区隔距、小牵伸倍数工艺,适当加大粗纱捻度,以防止细纱上部断头,以及粗纱意外牵伸。
2 优选细纱主要器材专件
2.1 胶辊
胶辊是牵伸的核心器材之一,与罗拉组成握持钳口,在一定压力下完成细纱牵伸任务。其性能与成纱质量密切相关,对成纱条干均匀度和CVb值的影响较为显著[3-4]。LXC-60型铝衬管胶辊具有高弹、抗绕、表面免处理等特性,经磨砺后可直接上机使用,能有效控制浮游纤维,从而提高成纱质量水平。
LXC-60型免处理胶辊精磨后,表面光洁,手感柔软、细腻,表面光而不滑、滑而不爽、爽而不燥,且无需表面处理,用专用洗洁剂清洗,揩干后即可上车。三种不同胶辊在同条件下,生产集聚纺CJ 14.6 tex品种,6 h后的试验结果见表1,4个月后的试验结果见表2。
表1 不同胶辊纺CJ 14.6 tex纱6 h后成纱指标对比
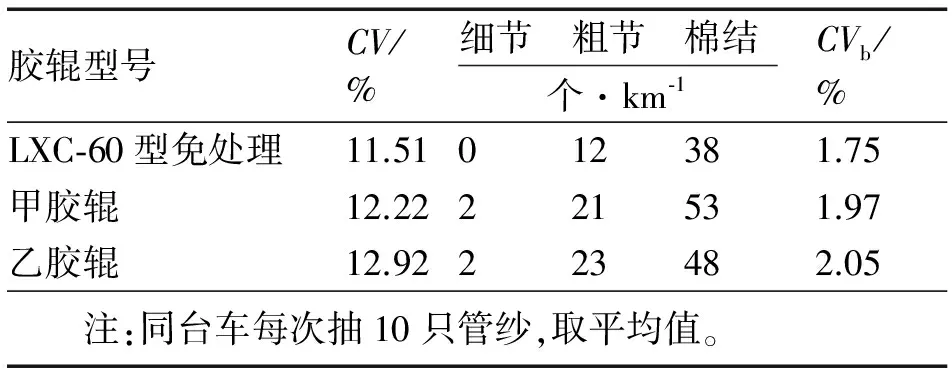
胶辊型号CV/%细节粗节棉结个·km⁃1CVb/%LXC⁃60型免处理11.51012381.75甲胶辊12.22221531.97乙胶辊12.92223482.05 注:同台车每次抽10只管纱,取平均值。
表2 不同胶辊纺CJ 14.6 tex纱4个月后成纱指标对比
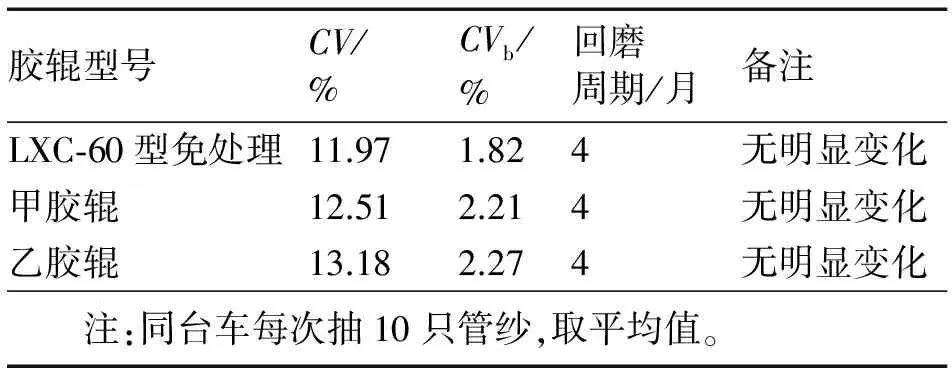
胶辊型号CV/%CVb/%回磨周期/月备注LXC⁃60型免处理11.971.824无明显变化甲胶辊12.512.214无明显变化乙胶辊13.182.274无明显变化 注:同台车每次抽10只管纱,取平均值。
2.2 胶圈
选用37 mm×28 mm×0.9 mm的LXA-60型上胶圈,以及83 mm×30 mm×1.0 mm的LXA-2010型下胶圈,使用周期为180 d,清洗周期为90 d,自然晾干,严格挑拣,剔除不合格产品。
2.3 网格圈
网格圈作为网格圈型集聚纺装置的核心器材,其单丝直径为0.07 mm~0.08 mm,采用有梭织机双层织物的织造方法,两上一下织物结构,可保证其结构的稳定性和强度。网格圈的空隙率约为36%,表面电阻约为108Ω,可减少其对杂质的吸附,延长清洗周期[5]。根据纺纱号数和品种,针对网格圈易损坏,易粘花,易造成规律性条干和因转动不良产生棉球纱等问题,综合考虑质量和成本,并进行大量试验对网格圈进行优选和工艺调整;保养应多吹少洗,通过观察其清洁及透气情况,确定清洗周期。根据机台所在区域、所纺品种等进行合理安排,一般使用周期为(3~5)个月,更换下机的网格圈用超声波设备清洗约10 min后,再清水冲洗、晾干,逐一进行检查,发现有起毛、脱边、挂花、有破洞则应全部拣出不用。拆装网格圈应使用专用工具,规范操作,用力不能太大,以防止变形。
2.4 压力棒上销
由于细纱前、中罗拉隔距最小为17.5 mm,再小将造成下胶圈碰擦罗拉,绕花后易产生偶发性纱疵等问题。为了加强对细纱浮游区纤维的控制,尝试使用压力棒上销以提升成纱品质,并与普通上销进行纺纱对比试验。
试验条件:细纱罗拉隔距为17.5 mm×38.5 mm,后区牵伸倍数为1.12,钳口隔距为2.75 mm,粗纱定量为5.0 g/(10 m),粗纱捻系数为116。使用压力棒上销前后成纱质量对比见表3。
表3 使用压力棒上销前后成纱质量对比
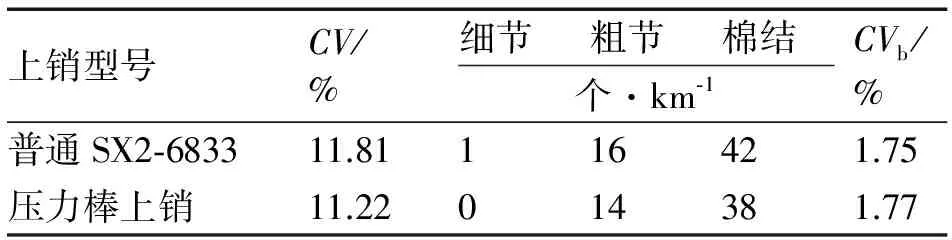
上销型号CV/%细节粗节棉结个·km⁃1CVb/%普通SX2⁃683311.81116421.75压力棒上销11.22014381.77
2.5 摇架及其他
对重点细纱机台的摇架压力需进行复测,确保前胶辊压力统一为(200±10)N/双锭;对摇架弹簧尤其是影响前、中和后胶辊三线平行问题的摇架握持簧进行整体检查和更换,并对浮游区进行检查和校正。
严格器材使用周期,对于径向游隙偏大的细纱胶辊轴承进行检查更换;严格胶辊的上车动态检查制度,同台胶辊的直径、磨砺周期、上车时间等都必须统一,且对同品种机台进行分区管理;对落后机台的锭位进行拉网测试,并将锭号测试不合格的信息反馈至设备检修,直至全部合格,严控台差和锭差。
3 结语
纺织品长期保持高质量水平比较困难,因为其生产工艺流程长,使用设备类型、数量和规格多,原料和环境因素变化大,这些都在生产过程中影响纺织品质量的改进与提高。所以,纺织厂在实际生产过程中要采用有效的控制方法和手段,注重纺专器材的优选及其使用管理,严格规范操作,优化工艺参数,方能提高成纱质量。此外,多参加各种技术交流会议,多走访市场,多了解先进的器材专件,同行的使用经验以及客户对产品质量的需求及变化,以开阔视野并进行工艺创新,紧跟市场脉搏,生产出满足客户不断提升质量要求的纱线。
[1] 吴予群.细纱牵伸系统及关键器材影响成纱质量机理的探讨[J].纺织器材,2004,31(3):14-22.
[2] 徐康民,余淑芬.多功能针布齿条的设计及梳理试验分析[J].纺织器材,2001,28(2):49-51.
[3] 魏俊虎.赛络集聚纺胶辊选型、管理和经济效益分析[J].纺织器材,2013,40(2):59-61.
[4] 欧怀林.正确使用细纱胶辊 稳定提高成纱质量[J].纺织器材,2010,37(6):33-36.
[5] 魏俊虎.纺纯棉细号纱用纺专器材技术探讨[J].纺织器材,2016,43(2):39-45.
Optimization of Spinning Equipment for Better Quality of Compact Spun Yarn CJ 14.6 tex
YANG Xiaoqing
(Dongying Hongyuan Textile Co.,Ltd.,Dongying 257500,China)
To solve the problem with compact spun yarn CJ 14.6 tex such as declined quality,evenness deterioration,introduction is done to the optimized measures taken from the section of preparation to the section of spinning process.Highlight is given to the selection and application of the main accessories including cots,aprons,lattice aprons,cradle with pressure bar and top cradles.It is pointed out that the production process,equipments,raw materials and selection use of accessories will affect the improvement of the quality of textiles.Something must be done based on the actual production with optimized processes,selection and use of the spinning equipment.It is necessary to strengthen tech-communication,market research and customer interview and continuous innovation.Only by doing so can market oriented products be produced.
compact spinning;cot;apron;lattice apron;cradle with pressure bar;top cradle;process optimization;yarn quality
2016-09-02
杨效青(1969—),男,山东东营人,工程师,长期从事棉纺工艺及质量管理工作。
TS103.82
B
1001-9634(2017)03-0045-03
猜你喜欢
纺织器材(2022年4期)2022-08-18
纺织器材(2022年4期)2022-08-18
棉纺织技术(2021年6期)2021-12-22
丝绸(2021年8期)2021-09-06
纺织器材(2020年5期)2020-12-21
纺织器材(2020年4期)2020-12-14
纺织器材(2020年1期)2020-03-24
国际纺织导报(2019年2期)2019-05-30
新疆大学学报(自然科学版)(中英文)(2015年2期)2015-05-16
科技与创新(2014年8期)2014-07-17
