
梳棉机用双齿型锡林金属针布的应用实践
2017-06-23 08:49李春苗赵建奎
纺织器材 2017年3期
刘 倩,李春苗,赵建奎
(河北宏润新型面料有限公司,河北 高阳 071500)
梳棉机用双齿型锡林金属针布的应用实践
刘 倩,李春苗,赵建奎
(河北宏润新型面料有限公司,河北 高阳 071500)
为适应现代梳棉机高速、高产的发展要求,介绍梳棉机用双齿型锡林金属针布齿条的特点、工艺配置及其使用效果,对比普通针布和双齿型针布在应用初期、中期、后期的半成品质量和成纱质量的差异,分析其应用效果。指出:针布的选型与匹配,是梳棉工序控制棉结的关键;应用双齿型针布,在一定程度上改善成纱结杂,使布面质量得到提高;单机产能较使用普通针布机台提高18.2%;使用双齿型锡林金属针布应与其他工艺配合,以发挥最大效能。
双齿型针布;梳理度;转移力;齿密;棉结;杂质;短纤维
近年来,随着纺织品向高档化方向发展,纱线的内在品质成为人们关注的焦点,尤其是对纱线棉结的关注度日益提升。众所周知,棉结是由单根纤维或多根纤维纠缠而成的圆形小结或粒状纤维结,而成熟的棉纤维和未成熟的棉纤维均有可能纠缠形成棉结[1],且对纺织品质量影响较大。
梳棉工序是去除棉结的重要工序,故梳棉机用锡林金属针布的作用越来越受到人们的重视。为适应现代梳棉机高速、高产的发展要求, 锡林针布正向着“矮、浅、尖、薄、密”的方向发展[2]。金轮针布(江苏)有限公司针对这一发展要求推出了梳棉机用双齿型锡林金属针布,以下简称为“双齿型针布”,该针布齿密大幅度增加,提高了梳理效果。
1 双齿型针布齿条的特点及工艺配置
1.1 双齿型针布齿条的特点
双齿型针布齿条特点如下。
a) 一个齿部有两个齿,即一个平顶高齿和一个尖顶矮齿,既提高梳理效果,又减少纤维损伤。
b) 减少纤维在锡林针布齿条工作面的梳理区域,提高了锡林针布齿条对棉结、杂质、短绒的释放能力。
c) 采用大齿距、浅齿深结构,可提高纤维的释放和转移能力,转移率可提高30%以上,在质量保持不变的条件下,产能可提高20%~30%。
d) 采用平顶高齿结构,增加了齿尖的耐磨性能,延长了使用寿命。
e) 对原棉的适应能力强,产质量稳定。
f) 适合梳理纯棉纤维,特别是含杂较高的细绒棉,且适纺普梳及14.6 tex以上品种。
1.2 双齿型针布齿条的型号和主要工艺配置
针布是梳棉机中的关键器材,其优劣决定了梳理的质量。我公司选用AC2040×01850D-Ⅱ型双齿型针布齿条做试验,而通常使用的是AC1835×01740D型普通针布齿条。选用双齿型针布齿条可提高纤维的分离度、平行度和伸直度[3],减少棉结、杂质,提升布面质量。
AC2040×01850D-Ⅱ型双齿型针布齿条的齿距和基部宽比普通金属针布齿条略大,但由于其一个齿部有2个齿,齿密约为1434齿/(25.4 mm)2,相比齿密为949齿/(25.4 mm)2的AC1835×01740D型针布齿密约大50%。
为了减少纤维损伤,采用大齿密的双齿型针布,其工艺配置不同于使用普通针布的工艺配置,需采用较大的锡林—盖板隔距,从入口到出口5点隔距分别为0.254 mm,0.203 mm,0.203 mm,0.203 mm,0.254 mm,而普通针布锡林—盖板5点隔距分别为0.203mm,0.178mm,0.178mm,0.178mm,0.203 mm。双齿型针布采用较大的主梳理区隔距,能够减少梳理过程中锡林针布与盖板针布间对纤维的揉搓作用。
2 双齿型针布的使用效果
2.1 单机产能增加
应用双齿型针布的机台需采用较高的出条速度,即165 m/min,以21 g/(5 m)的生条定量计,台时产量高达41.6 kg;相比出条速度为140 m/min的普通锡林针布的机台,台时产量为35.2 kg,机台产能提高了18.2%。同时,出条速度的增大,有利于纤维转移率的提高。
2.2 减少弯钩纤维
纤维从锡林针布向道夫针布转移的过程中易形成弯钩。基于牵伸理论分析,当纤维网中的纤维处于加速运动时,即纤维头部速度快、尾部速度慢时,头部会将尾部从纤维网中拉伸出来,即发生牵伸运动,有利于纤维的伸直;反之,当纤维网中的纤维处于减速运动时,即头慢尾快,则尾部会推动头部发生偏移运动,易使纤维头部形成弯钩[4]。
FA203系列梳棉机的锡林针布常用转速为430 r/min,表面线速度高达1739 m/min,而道夫针布的转速较小,仅为34 r/min,表面线速度为75 m/min。因此,锡林针布上的纤维向道夫针布转移时,是典型的头慢尾快运动,即通常所说的凝聚作用,这是牵伸运动的反运动,会使纤维的头部产生偏移或弯钩,而纤维的偏移和弯钩在后道工序中易造成纤维互相纠缠形成棉结。使用双齿型针布后,道夫针布转速提高到43 r/min,表面线速度为95 m/min,道夫针布与锡林针布间速比的改变,减少了纤维间的凝聚作用,加强了纤维从锡林针布向道夫针布的转移,一定程度上减少了弯钩纤维的产生[5-6]。
3 双齿型针布的应用实践
3.1 半成品主要指标分析
以环锭纺车间为例,双齿型针布于2015年5月中旬上机。由于齿密的增加和梳理力的提高,半成品生条结杂较使用普通针布有明显好转,但长度小于16.5 mm的短纤维含量较使用普通针布有所增加。半成品的AFIS测试指标见表1。
表1 普通针布和双齿型针布使用1个月内半成品质量对比
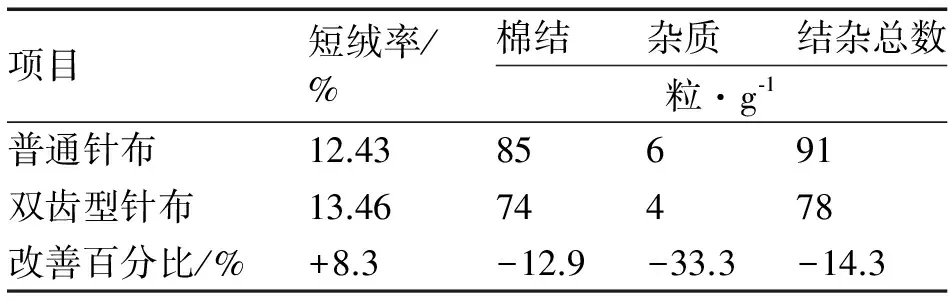
项目短绒率/%棉结杂质结杂总数粒·g⁃1普通针布12.4385691双齿型针布13.4674478改善百分比/%+8.3-12.9-33.3-14.3
由表1可以看出,上机使用1月内,双齿型针布半成品生条短纤维平均含量较普通针布机台增长了8.2%,而平均结杂总数却降低了14.3%,说明双齿型针布上机后梳理力度较大;虽然工艺隔距有所调整,产能有所提升,但存在损伤纤维的问题。
一般锡林针布的使用周期约为18个月,而双齿型针布上机使用至今仍在观察对比中。考虑到整个年度原棉质量的变化以及随着时间的推移针布状态也会发生变化的因素,笔者将整个年度分为3个阶段进行比较,并以2015年7月到2016年7月的半成品AFIS测试数据为例进行分析。分析设定:2015年7月到2015年10月为针布使用初期,2015年11月到2016年2月为针布使用中期,2016年3月到2016年7月为针布使用后期,且所有数据为该阶段的平均值。使用初期两种不同针布的半成品AFIS测试指标对比见表2。
由表2数据可知,上机使用初期双齿型针布相比普通针布半成品生条中短纤维含量增加了5.8%,棉结和杂质分别降低了7.3%和23.8%;同时,籽皮棉结平均大小和纤维棉结平均大小都有所改善,再次证明了双齿型针布比普通针布的齿密大,梳理力高的特性,对于生条棉结、杂质有很好的改善作用;虽然短纤维含量有所增加,但其增长幅度较棉结、杂质的下降幅度小。
表2 使用初期普通针布和双齿型针布半成品质量对比

项目短绒率/%棉结杂质结杂总数粒·g⁃1籽皮棉结/μm纤维棉结/μm普通针布12.0878.56.384.8892.3589.6双齿型针布12.7872.84.877.6883.8582.1改善百分比/%+5.8-7.3-23.8-8.5-1.0-1.3
经数据分析,在使用中期和后期,双齿型针布依然具有较强的梳理力,而其半制品生条棉结、杂质与使用普通针布相比依然呈下降趋势,但短纤维含量有所增长,具体指标见表3和表4。
表3 使用中期普通针布和双齿型针布半成品质量对比

项目短绒率/%棉结杂质结杂总数粒·g⁃1籽皮棉结/μm纤维棉结/μm普通针布11.0378.18.986.9886.1587.2双齿型针布11.5269.55.675.1878.5580.1改善百分比/%+4.4-11.0-37.1-13.6-0.9-1.2
表4 使用后期普通针布和双齿型针布半成品质量对比

项目短绒率/%棉结杂质结杂总数粒·g⁃1籽皮棉结/μm纤维棉结/μm普通针布9.8071.46.377.3860.2582.1双齿型针布10.1970.05.475.4809.0580.2改善百分比/%+4.00-1.96-15.90-2.45-6.00-0.30
综合比较表2~表4中的数据可知,双齿型针布上机使用中期即使用第8个月~第10个月时,棉结、杂质改善的程度最为明显,结杂总数改善高达13.6%;使用后期即使用第11个月~第14个月时,棉结、杂质改善程度相应减小,结杂总数改善仅为2.45%,且短纤维含量在整个年度中都处于增长趋势,但增长幅度随双齿型针布的使用有所下降。整个年度结杂总数及短纤维变化幅度对比见表5。
由表5可知,双齿型针布上机后约在第8个月时达到最佳状态,目前该针布已使用超过14个月,其半成品指标良好,棉结指标依然优于普通针布,且针布状态良好,其使用周期尚待进一步观察,并结合产品指标状况及针布状况等再做分析。
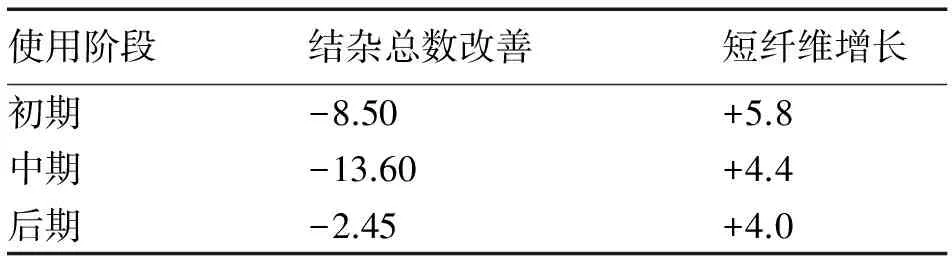
表5 双齿型针布不同使用阶段内结杂及短纤维的变化 单位:%
3.2 成纱指标分析
以精梳14.6 tex纯棉纱为例,试验时间为2015年12月,即在双齿型针布的使用中期,选用相同的配棉、工艺路线和工艺配置,应用双齿型针布和普通针布做纺纱试验,在相同的条件下进行测试,成纱质量见表6。
表6 普通针布和双齿型针布成纱质量对比

项目条干CV/%细节(-30%)细节(-50%)粗节(+50%)棉结(+140%)棉结(+200%)个·km⁃1强力/cN普通针布12.10901.80.516.9380.747.3235.7双齿型针布12.02858.30.817.5318.043.4230.4改善百分比/%-0.70-4.80+60.00+3.55-16.40-8.20-2.20
由表6中成纱质量可以看出,使用不同针布的成纱条干变化幅度不大,仅改善了0.70%;+140%棉结指标改善明显,高达16.40%;+200%棉结指标改善了8.20%;成纱强力略有下降,但并不明显。由此可以看出,双齿型针布上机应用后,由于梳理力的增大,使成纱千米棉结有很大改善;虽然短纤维的增加,导致成纱强力受到一些影响,但仍可满足下游客户的织造要求。
在梳棉机台本身无异常、高产能条件下,双齿型针布使用中后期棉网状态依然良好。目前还在使用中,且在消除棉结方面还有一定作用。
4 结语
4.1 针布是完成梳理作用的核心器材,其状态不但决定了分梳作用的优劣,也是棉结形成的关键因素之一。重视针布的选型与匹配,并使针布齿条保持良好的锐度,是梳棉工序控制棉结的关键。
4.2 环锭纺机台使用双齿型针布后,半成品短纤维含量呈上升趋势,而结杂呈下降趋势,且其结杂改善程度远大于短纤维恶化程度。因此,在一定程度上改善了成纱结杂,使布面质量得到提高。
4.3 双齿型针布使用过程中,梳棉机出条速度提高到160 m/min,使产能提升18.2%,同时有利于纤维在锡林针布和道夫针布之间的转移,为减少弯钩纤维提供了有利条件。此外,生产中还要进一步观察双齿型针布的使用效果和存在问题,发挥优势,避免劣势,通过其他工艺配合调整,以发挥其最大潜能。
[1] 吴奇.清梳联针布的开发研究[J].纺织器材,2006,33 (3Z):37-38.
[2] 彭孝蓉,黄鹤.降低生条棉结的梳理工艺初探[J].棉纺织技术,2011,39(3):9-12.
[3] 张继斌.梳棉机针布嵌杂原因分析及解决方法[J].棉纺织技术,2010,38(2):15.
[4] 于学智,孙鹏子.锡林刺辊速比与生条质量关系的试验探讨[J].棉纺织技术,2009,37(3):18-20.
[5] 孙鹏子.梳棉机针布针齿密度的分析探讨[J].纺织器材,1995,22(3):43-46.
[6] 齐智敏,孙鹏子,范利敏,等.梳棉机针布参数的相关分析[J].纺织器材,2006,33(2):13-16.
Application of Double Wired Cylinder MCC
LIU Qian,LI Chunmiao,ZHAO Jiankui
(Hebei Hongrun New Fabrics Co.,Ltd.,Gaoyang 071500,China)
To cater for the development of modern card with high speed and high production,introduction is made to double wired cylinder MCC with regard to the features,process configuration and application effect.Comparasion is done to the semi-product and the finishied product in quality difference with the conventional clothing and the double wired cylinder MCC respectively in their early,medium and late phases of application with the application effect.It is pointed out that clothing selection and configuration is key in controlling neps in carding process.Application of double wired cylinder MCC increases unit output by 18.2% as compared with the conventional clothing,for the former can produce less impurities and neps with surface quality of fabric in certain points.The potential will be maximized in case of other process configuration.
double wired clothing;carding degree;transfer force;wire density;neps;impurities;short fiber
2016-10-04
刘 倩(1984—),女,河北高阳人,工程师,主要从事纺织生产和纺织工艺的研究。
TS103.82+1
B
1001-9634(2017)03-0033-04
猜你喜欢
中国棉花(2022年2期)2022-11-23
纺织标准与质量(2022年2期)2022-07-12
山东陶瓷(2021年5期)2022-01-17
东坡赤壁诗词(2020年5期)2020-11-06
机械工程与自动化(2020年1期)2020-03-22
棉纺织技术(2019年10期)2019-10-22
工业设计(2019年6期)2019-07-08
纺织器材(2019年1期)2019-03-24
橡胶工业(2015年1期)2015-07-29
现代纺织技术(2015年2期)2015-02-28
