
免加油并条胶辊在FA315型并条机上的应用
2022-08-18 14:05贺伟娜寇占营
纺织器材 2022年4期
乔 芳,贺伟娜,寇占营
(舞钢市银河纺织有限公司,河南 舞钢 462500)
0 引言
并条质量在很大程度上决定了成纱质量,而并条胶辊对纤维层的控制又会影响并条质量。并条胶辊对并粗车间的温湿度比较敏感,经常出现绕胶辊问题,在使用HA65S型免加油并条胶辊后,并条机整体开车状态良好。并条胶辊硬度的选择直接影响并条的开车质量,若走入误区,在后道工序中很难弥补。笔者公司在使用免加油并条胶辊时出现缠绕问题,对清洁装置进行改造后取得了较好效果。
1 普通胶辊和免加油胶辊使用对比
试验机型为FA315型并条机。
1.1 加油
普通胶辊每天加油1次,每台车加油时间约为5 min;免加油胶辊不需要每天加油,节省时间。
1.2 机械波
在对并条工序的日常检查及试验中发现,普通并条胶辊跳动及横向游动问题比较严重,主要原因为:使用年限较长,轴承及轴承套头磨损、配合不良,上车后并条胶辊振动、缺油、轴承弯曲等。经统计发现,普通并条胶辊12 cm机械波的占比为20%~40%[1];因并条问题产生机械波的棉条对细纱机械波影响不严重,对成纱细节及DR值的影响明显偏大。
免加油胶辊使用一段时间后(基本全新),其产生12 cm机械波的占比不足5%。主要原因为轴承温升小,振动小,芯轴不易磨损,轴套可使用2 a[2]。
1.3 油污
普通并条胶辊两端油污严重,胶辊出现绕花时,若挡车工质量意识不强,将绕花直接捋掉,使纤维粘染油污造成油污纱,易形成质量隐患。免加油并条胶辊,不存在油污溢出问题。
1.4 成纱质量指标对比
相同工艺条件下,同台、同锭、同粗纱、不同类型胶辊纺C 14.6 tex纱成纱质量指标对比见表1。
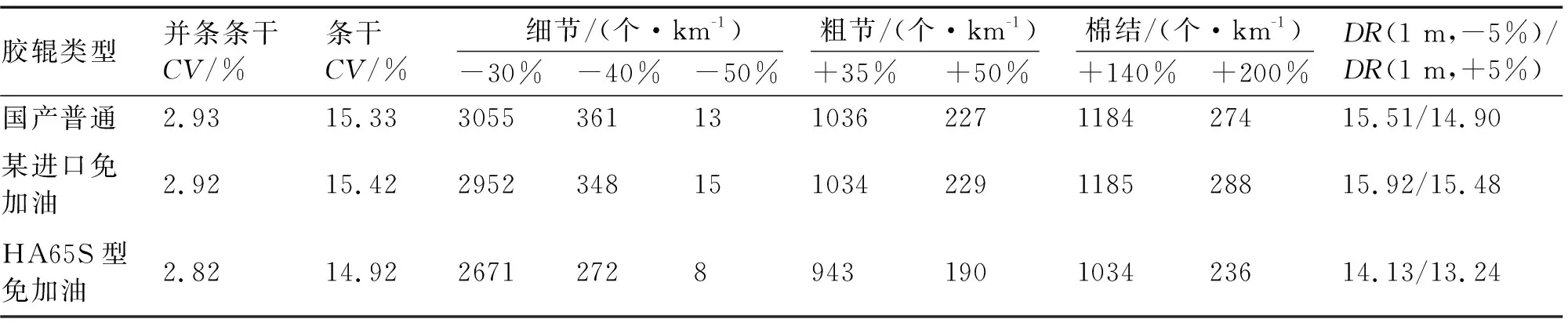
表1 不同类型胶辊纺C 14.6 tex纱成纱质量指标对比
通过对特殊品种的定台供应试纺发现,在相同条件下其100 km纱疵的下降幅度为10%~20%。
2 免加油胶辊硬度的选择
并条胶辊硬度选择的基本原则是最大程度地保证好开车[3],一般推荐使用中高硬度,如邵尔A86度的并条胶辊,可减少粘、缠、返等操作造成的疵点,提高生产效率和成纱质量。
使用某进口免加油胶辊,频繁出现缠绕,使用效果较差;加之目前用工情况较差,员工流动性大,导致质量出现严重波动。为此,选用HA65S型并条胶辊。试纺发现,该胶辊有如下优点:① 适合纺纯棉,尤其在条干方面优于其他品牌胶辊;② 抗绕性好,弹性好,握持力好,在牵伸过程中对须条控制较均匀,尤其在纺制高档及细号纱时优势较明显。
不同类型胶辊在不同温湿度环境的缠绕情况统计见表2。

表2 不同温湿度环境的绕胶辊情况统计
从表2数据可知,同台车在调整免加油并条胶辊型号和硬度后,绕胶辊次数出现差异。使用 HA65S型并条胶辊后,绕胶辊次数下降为30%~50%。但因HA65S型胶辊的邵尔A硬度偏低,在并条工艺处于临界工艺时,易出现牵伸不开问题,且有疵点,使用时需多加注意。
3 免加油胶辊的清洁装置
FA315型并条机并条胶辊两端安装有清洁棒支架,在使用免加油并条胶辊时,若出现缠绕,不易处理,从而增加挡车工处理时间,加大工作量。后经笔者公司设备人员对清洁棒支架进行技术改造,成功解决该问题。清洁棒支架技改前后对比见图1。

a) 技改前 b) 技改后 c) 装配完成图1 清洁棒支架技改前后对比
将免加油轴套一侧清洁棒支架磨平,在清洁棒和清洁棒支架中心钻孔(注意孔的深度),并用螺丝连接。装清洁棒时,注意清洁棒上下活动要灵活,不得有卡死问题,否则易造成胶辊灼伤。
4 免加油并条胶辊的使用保养
4.1每天对并条胶辊表面棉蜡等异物进行清洁,保证胶辊表面不粘带;胶辊使用3个月应下车回磨,同台胶辊直径应一致;定时对调前、中、后胶辊,保证胶辊不会长时间处于高温状态。
4.2严禁用钩刀等处理绕花,避免造成胶辊损伤或报废;在操作时要防止胶辊从高处掉落,以免造成轴承或胶辊损伤。
4.3经常进行胶辊状态检查,若出现机械波、异常损伤、振动、发热等不良状况应及时更换。
4.4禁止停车时长时间不卸压。
4.5进行胶辊缠绕统计分析,判断是温湿度影响还是胶辊自身问题引发。
4.6加强胶辊回磨质量验收(参照胶辊房相关标准及考核标准),重点关注涂料处理比例。
4.7避免出现“终身免加油、无机械波、片面追求并条条干水平等”使用误区。
4.8注意下车胶辊轴承的防锈处理。
5 结语
5.1普通胶辊每天加油1次,免加油胶辊无需每天加油,不存在油污溢出问题。
5.2免加油胶辊使用一段时间后(基本全新),产生12 cm机械波的占比不足5%;轴承温升小、振动小,芯轴不易磨损;在相同条件下,100 km纱疵的下降幅度为10%~20%。
5.3调整免加油并条胶辊型号和硬度并试纺,发现HA65S型胶辊的绕胶辊次数下降30%~50%。
5.4对清洁棒支架进行技术改造,解决了出现缠绕时处理难度大的问题。
猜你喜欢
模具制造(2022年6期)2022-07-26
家禽科学(2021年4期)2021-06-29
科学与财富(2018年12期)2018-06-11
伴侣(2016年8期)2016-08-11
作文与考试·初中版(2016年17期)2016-06-14
科技与企业(2015年19期)2015-10-21
当代青年·我赢(2015年1期)2015-09-22
中国机械(2014年23期)2014-10-21
档案管理(2014年1期)2014-01-14
鸭绿江(2013年11期)2013-03-11
