
浓香型白酒制曲生产线控制系统的研究
2017-06-05 15:07:42门延会王海星
酿酒科技 2017年5期
门延会,杜 伟,王海星
(1.宜宾职业技术学院现代制造工程系,四川宜宾644003; 2.岷江机械制造有限责任公司,四川宜宾644007)
浓香型白酒制曲生产线控制系统的研究
门延会1,杜 伟2,王海星1
(1.宜宾职业技术学院现代制造工程系,四川宜宾644003; 2.岷江机械制造有限责任公司,四川宜宾644007)
为了实现浓香型白酒制曲的机械化,并提高曲的质量,保证酒质,在研究浓香型白酒制曲传统工艺的基础上,通过采用传感器和PLC技术结合人机操作界面,对浓香型白酒制曲生产线的控制系统进行了研究,重点对混料加水工艺过程进行了改善。通过实际现场应用发现,采用以上方法可以实现浓香型白酒制曲的机械化生产,很好地满足制曲的生产需求,且在提高生产效率、减少人工成本的基础上,更好地保证了制曲质量的良好。
制曲; 机械化; 浓香型白酒; 自动控制系统
白洒产业是中国传统产业的代表,其制造工艺蕴藏着古人的智慧和深刻的酿造机理。随着工业技术的进步、人工成本的提高及白酒市场竞争的日趋激烈,国内一些知名的大型酒厂已全部或部分实现了白酒生产机械化,为企业节约了大量的人力,减轻了劳动强度,提高了生产效率[1]。但是白酒生产的机械化并不是对白酒生产过程的简单机械化模仿,如何利用现代的工业技术来实现白酒生产传统工艺的精髓,保证酒质,是各大酒类企业一直在探索的重点[2]。而且白酒香型众多,工艺各异,机械化水平并不同步,机械化水平较高的是液态发酵酒,固态法白酒如浓香型白酒的机械化水平还有待进一步提高[3]。本设计以浓香型白酒的制曲过程为研究对象,重点研究如何使机械化制出的大曲在提高年产量的基础上,更接近甚至超越人工制曲。
1 浓香型白酒的制曲工艺
浓香型白酒一直占据着白酒消费的主流市场,其浓香、醇甜、爽口的特点一直被大众所喜爱。制曲工艺是一项非常讲究的工艺,不同的制曲工艺可以酿造出不同品质的酒。根据浓香型白酒的传统生产工艺流程,制定其机械化的制曲工艺(见图1)。
料斗秤对从1#螺旋输送机送来的粮食进行精确称重,当料斗秤中的物料达到设定量后打开插板阀进入混料机,混料机上的进水口阀打开进行加水,水流量通过流量计计量与设定的称料量匹配后关闭进水阀门开始混料。混料时间到达后,打开放料阀由2#螺旋输送机输送并经3#提升机提升到润麦罐进行润麦延时,其作用主要是为保证磨粉时达到烂芯不烂皮的工艺要求,为后续工序做准备。为确保原麦表皮吸水充分,在原麦进入磨粉机前由润麦罐堆积一定量的原麦保证延时时间。润麦时间按1~2 h设计,且必须保证原麦先进先出。当润麦罐中的物料达到一定润麦时间后,打开润麦罐下面的插板阀进入磨粉机。磨粉机排出的粉料经3#螺旋输送机输送,使定量麦粉和母曲仓均匀混合再进行搅拌和输送。为保证已加入母曲的麦粉有足够的吸水时间(4~8 min),最后经延时输送机输送给压曲机进行一次性曲块成型,即可转运入发酵房发酵。
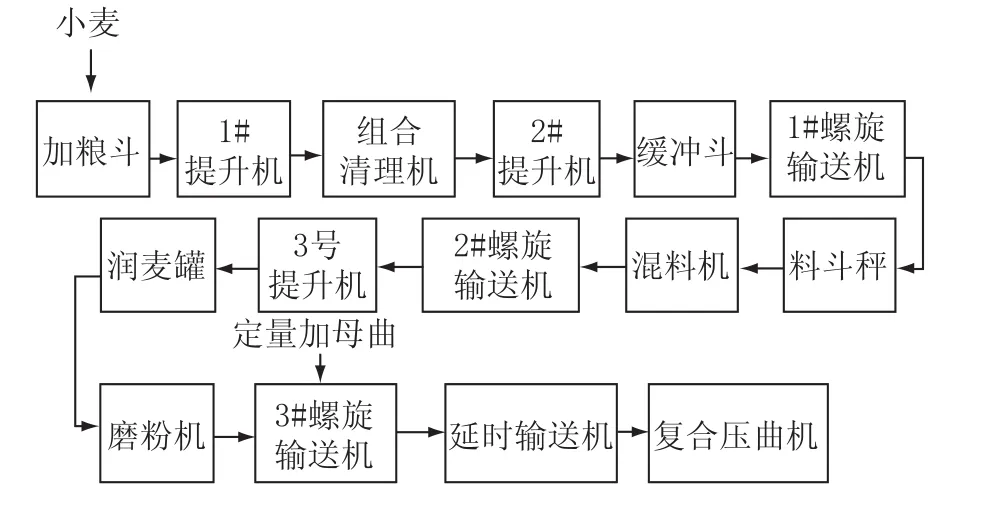
图1 浓香型白酒的制曲工艺流程
在以上制曲流程中如何控制物料重量与润麦水量的比例是制曲过程中关键的环节,以往的制曲润麦水流量的控制通常采用PID闭环控制功能,由润粉水流量计实时检测拌料中的加水量并反馈给PLC,使其与产量信号作比较从而来控制调节阀的开度[4]。这种控制方式虽然能实现闭环控制,但是仍存在对水量控制不准确的问题,这将直接影响到曲坯中微生物的成长代谢,尤其体现在系统刚开始启动时。本文针对这种现象,设计了另一种解决方案,在料斗秤中采用了称重传感器来准确称量原料的重量,为后续混料时对水流量的控制奠定了基础。此料斗秤量程多,输出灵敏度高,精确度高,误差小,具有一定的温度补偿功能,可以实现对原料重量的精确控制,进一步保证了制曲的质量良好。
2 浓香型白酒的制曲机械化控制系统功能要求
2.1 手动和自动控制
该系统分为手动和自动控制,当切换开关在手动运行状态时,系统不会进入自动加水程序,当切换开关在自动运行状态时,系统将进入自动进料、加水、搅拌、出料等自动程序,加水量根据设定值按百分比自动匹配,所有自动运行参数均可在系统设置中设定;在手动控制状态下,各设备均可单独运行,可手动进行料量设定,这样也有利于进行设备故障的检测和维修。
2.2 异地控制
制曲系统中各设备的起停控制有两种方式:一种是在触摸屏上进行控制,另一种就是在各设备上进行起停控制,实现异地控制,以方便操作维修。
2.3 精确称量控制
此系统采用称重传感器(在料斗秤中)来实现对原料的精确重量控制,根据称料量及制曲种类来确定加水的比例和量,自动调节进水阀的开合度,从而满足曲坯良好生长的需要。
2.4 实时监控功能
触摸屏实时监控生产线运行,可随时查询系统工作时的状态数据,如传感器实时数据、料位画面、料斗秤的实时重量、设备参数等。
2.5 故障报警功能和急停功能
当生产线上的任何设备出现故障时,触摸屏会显示故障的详细信息,点击“帮助”给出排除该故障的方法提示。当发生突发事件和紧急状况时,可按下急停按钮,会立刻停止生产线上正在进行的工作,等待故障的处理。
3 浓香型白酒的制曲机械化控制系统实现
以西门子PLC为主控中心,触摸屏HMI为人机操作界面,变频器等作为系统的执行机构,以接近开关、料位开关、传感器等元件组成信号采集机构,采集得到的信号全部由PLC系统集中进行分析运算处理,由输出端输出至各控制点,时刻监控系统的运行状况,以便使整个制曲工艺过程实现机械化与自动化管理。系统的体系结构见图2。
3.1 控制系统电气原理结构图设计
3.1.1 主电源电路结构
电气控制系统主电路采用三相五线制380V/ 50 Hz交流电源,为生产线中的各仪器仪表、控制器及各执行机构等提供电能,并设置有短路保护、过载保护、缺相保护,其电源电路结构图见图3。
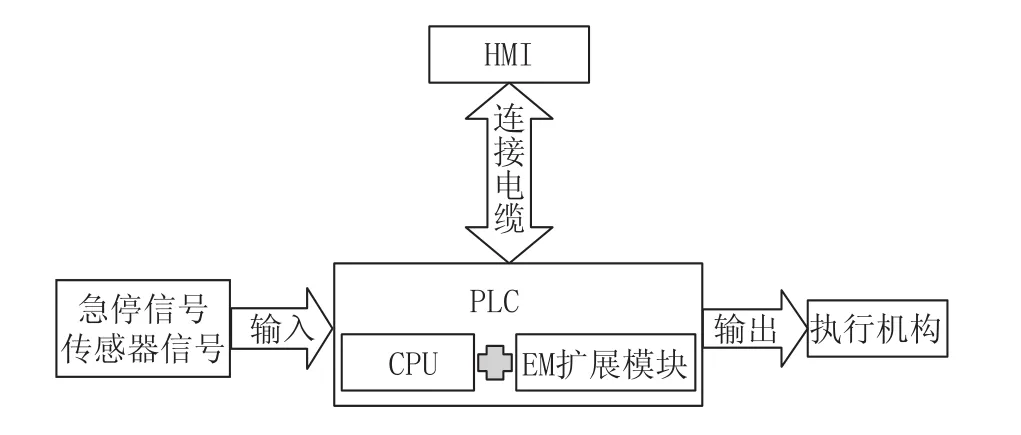
图2 制曲系统的体系结构
其中1#提升机、1#螺旋输送机、延时输送机由变频器控制,其他的设备可由KM直接控制起停。
3.1.2 控制电路的实现
控制部分的电路即PLC的输入输出接线图,根据该制曲控制系统的设计需求,共需要8个输入点数,31个输出点数,其中含2个模拟量输入:AIW0称重传感器值实时数据和AIW2流量计水流量值,1个模拟量输出:AQW0 1#螺旋输送机速度信号。因此,选择西门子S7-200可编程序控制器CPU224XP CN AC/DC/Relay外带3个输出扩展模块作为处理器就可满足需求,具体的输入输出模块接线信号分配表在此不再细述。
3.2 制曲控制系统PLC程序设计
程序设计使用STEP7编程软件,根据所分配的I/O地址,结合人机界面地址设置,来实现对称重换算及设定、称料量换算、1#螺旋输送机高速频率与低速频率切换、配水量计算及时间的设置,根据制曲系统的设备工艺流程见图4。
3.2.1 进粮缓冲工艺过程
在缓冲斗中设置有上(1#料位)下(2#料位)料位检测装置,其进粮缓冲流程见图5。
3.2.2 混料加水工艺过程
具体的称重加水混料控制过程流程图见图6。

图3 制曲系统的主电源结构图
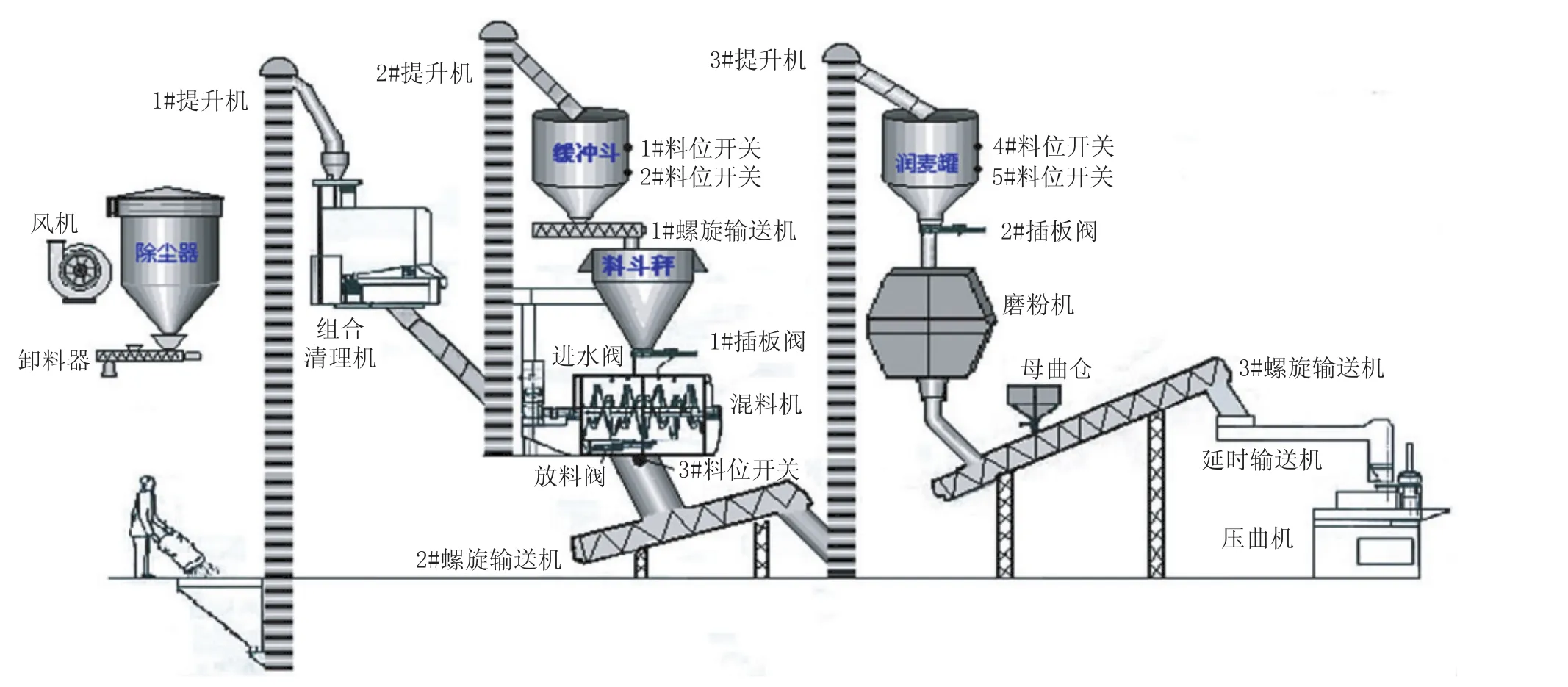
图4 制曲系统的设备工艺图
缓冲斗下面的1#螺旋输送机由变频器驱动,以实现无级平稳调速,进而提高了料斗秤的称量精度,在初始状态,料斗秤出料口的1#插板阀处于关闭状态,混料机处于在线运行状态,其放料阀关闭,其后的2#螺旋输送机和3#提升机均处于在线运行中。料斗秤的称料量在一定范围内可任意设定,加水混料过程如下:起初1#螺旋输送机以50 Hz频率全速运行,以达到快速进料的目的,当料斗秤中的物料达到设定量的90%时(可设定),1#螺旋输送机的工作频率迅速切换到5 Hz频率(可设定)慢速运行,以满足精确称量的需要,当料斗秤中的物料达到设定量时,立即停止1#螺旋输送机,此时加料完成。延时(可设定)一定时间后,自动打开料斗秤下部的1#插板阀,同时混料机上的进水口阀门打开进行加水,水流量通过流量计计量且由PLC运算处理,加水比例根据原粮情况和制曲种类不同略有区别,通常按5%(可设定)计算并与设定的称料量自动匹配,当达到加水量时关闭进水阀门并开始混料计时,达到混料时间(可设定)后,打开混料机的放料阀进行放料,到此完成一个工作循环。3#料位开关的作用是与混料机放料阀连锁,以免堵料时损坏设备。
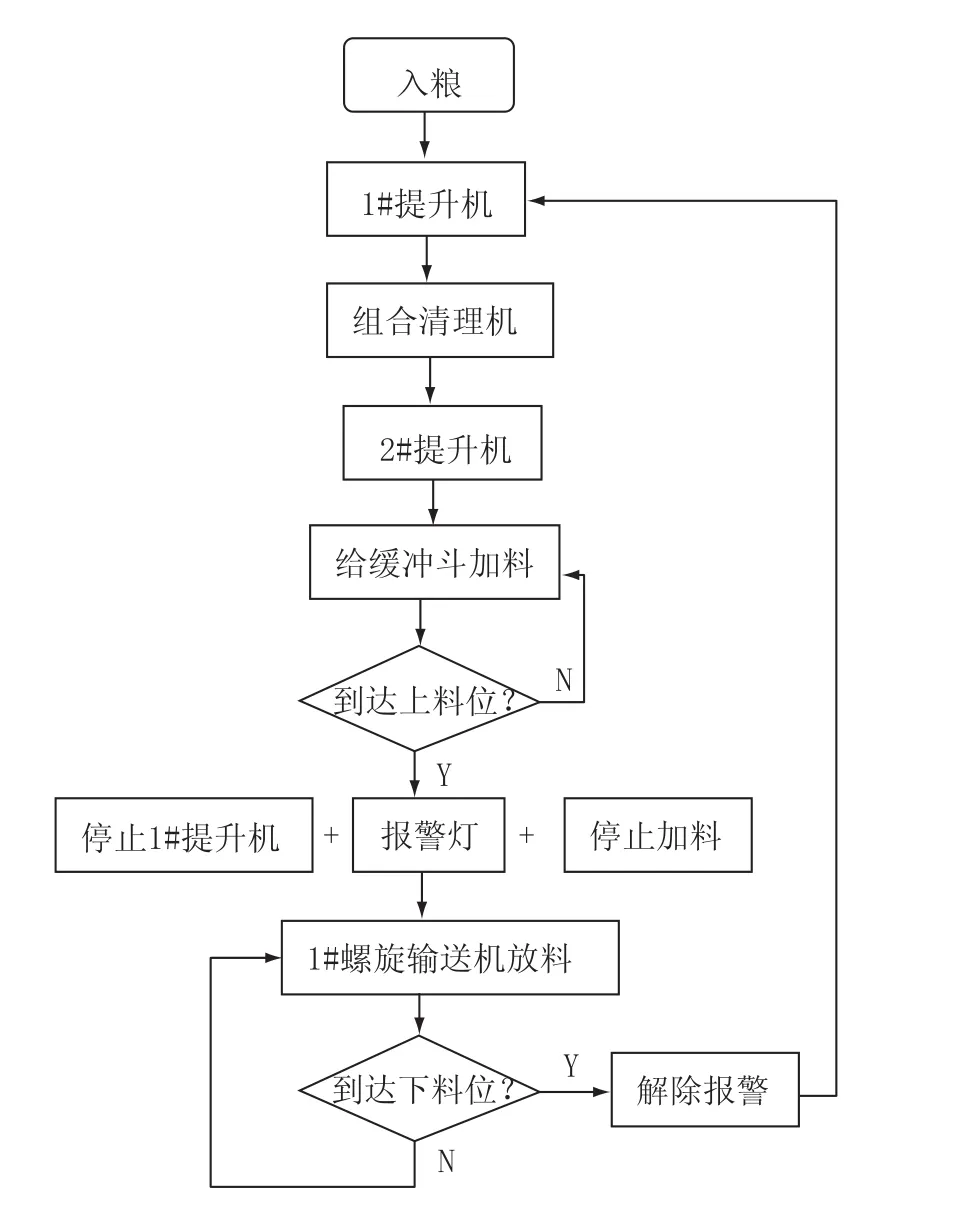
图5 进粮缓冲工艺流程图
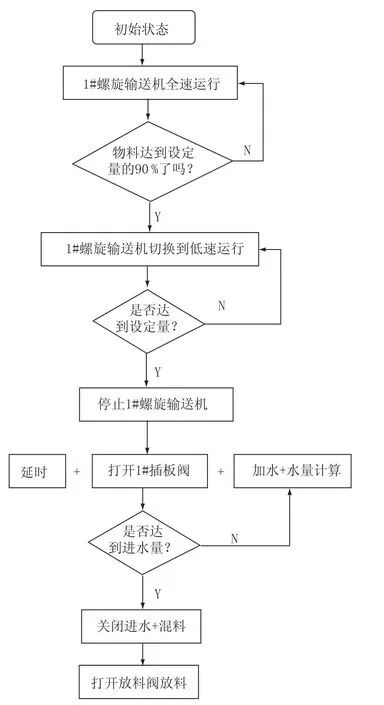
图6 混料加水工艺流程图
3.3 复合型压曲机
压曲机采用宜宾岷江机械制造有限责任公司生产的复合型压曲机,该复合压曲机采用独创的多次拍打技术,模拟传统工艺中的人工踩曲动作,并将此动作的各项参数数字化并方便可调[5]。该机压制的曲块外形整齐、紧实、提浆效果好,发酵后的理化指标和感官质量均优于人工踩制的曲块,而且大大地减轻了工人的劳动强度,提高了工厂的生产效率,实现文明生产。所有动作分别由不同的油压缸和气缸完成,动作直观,容易查找故障点,其控制系统采用PLC+触摸屏控制,高度智能化,操作简单直观,各项参数完全数字化,额定产量可达500块/小时。
3.4 制曲控制系统HMI程序设计
整套系统以PLC为控制中心控制设备运行,上位机为人机操作界面动态显示称重、配水等工艺流程图及工艺参数修改、参数设置、产量记录、模拟量、开关量等各种信号,通过按钮、开关、信号灯、颜色、百分比、数字、棒图等实时生动显示出来。流量计、重量、料位、液位传感器等为现场信号采集,实时监控重量、磨粉及配水系统整个过程,现场设置手动操作和声光报警装置,一旦设备出现故障,控制室及现场同时报警提示。
人机界面采用威纶触摸屏,使用EB8000软件进行界面的设计,将HMI与PLC进行通信[6]。按下电气控制柜上的“电源合闸”按钮和合上各设备的保护开关,按下控制柜上的“系统启动”按钮,系统得电开始自检运行,数秒钟后进入主画面,操作者可根据“主画面”显示的信息选择希望的操作类别,见图7。
该系统有手动和自动两种工作方式,按下“手动画面”按钮可以进入手动操作画面,见图8。
按下“操作画面”按钮,系统可进入自动运行状态,并实时显示出系统的工作状态及各参数的值,见图9。
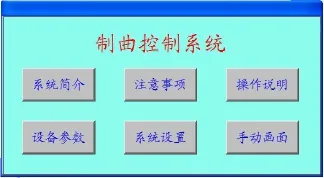
图7 系统主画面的界面图
点击“料位画面”按钮,可以实时看到润麦罐和缓冲斗,以及料位高低。
4 结语
此制曲生产系统可根据产能需求,增加一套分料螺旋机、延时输送机及压曲机,即可实现5个月产曲2500 t的产能要求,并且系统工作稳定,易于维护,制曲过程配料更精确、拌料更均匀、各种技术参数控制更科学,制出的曲块松紧度一致,曲坯成型规范、统一。

图8 手动操作画面的界面图

图9 操作画面的界面图
随着德国“工业4.0”概念的兴起及“中国制造2025”战略目标的制定,智能化、信息化将会应用到工业生产的方方面面[7],如何实现白酒生产过程向机械化、智能化、信息化方向发展,将是我们以后的努力方向。
[1] 曹敬华,陈枫,刘彬波,等.自动化制曲生产线控制系统的开发[J].酿酒科技,2016(6):89-93.
[2] 周新虎.江苏洋河酒厂股份有限公司酿酒机械化应用情况汇报[J].酿酒,2012,39(6):11-17.
[3] 李大和.中国白酒机械化的思考[J].酿酒科技,2011(4):79-80.
[4] 门延会,蒋世应,杜伟.大曲酱香型白酒制曲机械化的研究[J].酿酒科技,2016(12):83-86.
[5] 杨正权,基于模仿人工的复合型压曲机设计[J].中国科技博览,2015,35(47):328.
[6] 肖威,李庆海.PLC及触摸屏组态控制技术[M].北京:电子工业出版社,2010.
[7] 张伟.谈智能机床最新发展[J].现代制造,2016,21(33):9.
Control System of Daqu Production Line of Nongxiang Baijiu
MEN Yanhui1,DU Wei2and WANG Haixing1
(1.Department of Modern Manufacturing Engineering,Yibin Vocational and Technical College,Yibin,Sichuan 644003;
2.Minjiang Machinery Manufacturing Co.Ltd.,Yibin,Sichuan 644007,China)
In order to realize mechanized production of Daqu of Nongxiang Baijiu,to improve the quality of Daqu,and to guarantee liquor quality,based on the traditional Daqu-making techniques,the control system of Daqu production line was improved by using sensor technology,PLC and HMI.Especially,the process of raw materials mixing and water-adding got improved.Field test suggested that the improvement could achieve mechanized Daqu production,meet the requirements of Daqu-making,improve production efficiency and reduce labor cost,and guarantee the high quality of the produced Daqu.
Daqu-making;mechanization;Nongxiang Baijiu;automatic control system
TS262.3;TS261.4;TS261.3
A
1001-9286(2017)05-0073-06
10.13746/j.njkj.2017041
2017-02-28
门延会(1983-),女,陕西西安人,讲师,硕士,研究方向:控制与自动化系统设计。
猜你喜欢
食品科学(2023年22期)2023-12-14 12:45:30
橡塑技术与装备(2021年11期)2021-06-16 05:43:14
中国调味品(2021年3期)2021-03-23 04:34:56
酿酒科技(2020年7期)2020-12-19 01:53:51
现代园艺(2017年23期)2018-01-18 06:57:59
电子制作(2016年21期)2016-05-17 03:52:46
浙江农业科学(2016年11期)2016-05-04 04:16:39
化纤与纺织技术(2015年1期)2015-12-26 03:33:39
广州大学学报(自然科学版)(2015年4期)2015-12-23 11:50:08
湖南农业大学学报(自然科学版)(2015年3期)2015-07-13 02:07:00
