脉冲激光清洗碳纤维增强树脂基复合材料表面研究*
2017-05-26 02:54占小红范喜祥高川云
航空制造技术 2017年20期
占小红,范喜祥,高川云,林 玮
(1.南京航空航天大学材料科学与技术学院,南京 211106;2.中航飞机股份有限公司模具锻铸厂,西安 700089;3.南京航空航天大学理学院,南京 211106)
树脂基复合材料的胶接技术在各类飞机制造领域得到广泛应用[1],图1为使用情况,其中复合材料使用量高达50%。胶接是一种重要的树脂基复合材料结构连接方法[2-3],研究树脂基复合材料胶接技术可以进一步推动飞机制造业的发展[4]。空客飞机制造过程中胶接部分大量使用[5],胶接结构质量轻但强度高,对结构的抗疲劳性能和表面气动特性有明显的改善[6],同时还可以大幅减少结构件重量和成本。飞机上蜂窝胶接结构占机体表面积的85%,比铆接结构减重30%。玻璃纤维铝合金复合层板胶接结构(GLARE层板)是将各向同性的铝合金薄板与各向异性的纤维增强复合材料结合起来,兼具二者的优点且克服了各自的缺点。
树脂基复合材料在进行胶接前,往往需要通过对胶接表面进行预处理以去除表面杂质,提高粗糙度,从而获得高强度的胶接接头。对于树脂基复合材料结构件的胶接表面,通常要进行机械打磨或喷砂表面处理,然而打磨和喷砂表面处理对其表面的破坏较大,往往达不到最理想的表面处理效果。利用脉冲激光对树脂基复合材料进行表面处理,能够更加高效和彻底,并且对表面的破坏性较小,如图2所示。
激光表面预处理是利用激光的高能量脉冲使材料表面污物、杂质或涂层发生瞬间蒸发、剥离或裂解等复杂反应,达到高效清洁工件表面的目的,如图3所示。激光表面清洗几乎对环境无污染,清洁效率高[7],在树脂基复合材料表面清洗和表面改性方面具有广阔的发展前景。激光清洗的机理可以大致分为以下两大类:(1)清洁基体和污染物之间的熔点、沸点温度差别较大,或者是两者对某一特定波长激光具有明显不同的吸收系数。污染物吸收激光能量后,发生汽化挥发或者瞬间受热膨胀并被蒸汽带离清洁基体的表面,从而达到清洗的目的。激光波长和激光能量的大小会影响此类激光清洗的效果。(2)当清洗前基体材料和污染物的特性差异不大时,多采用高频率和高功率密度的脉冲激光。在脉冲激光的作用下,基体的表面温度相对较低,而污染层的温度较高,在污染层中产生很大的温度梯度。在随后的冷却过程中,会产生强烈的分裂应力,当这个分裂应力足够大时,会克服污染层与基体表面间的亲和力,此时污染层便逐渐从基体表面分离。
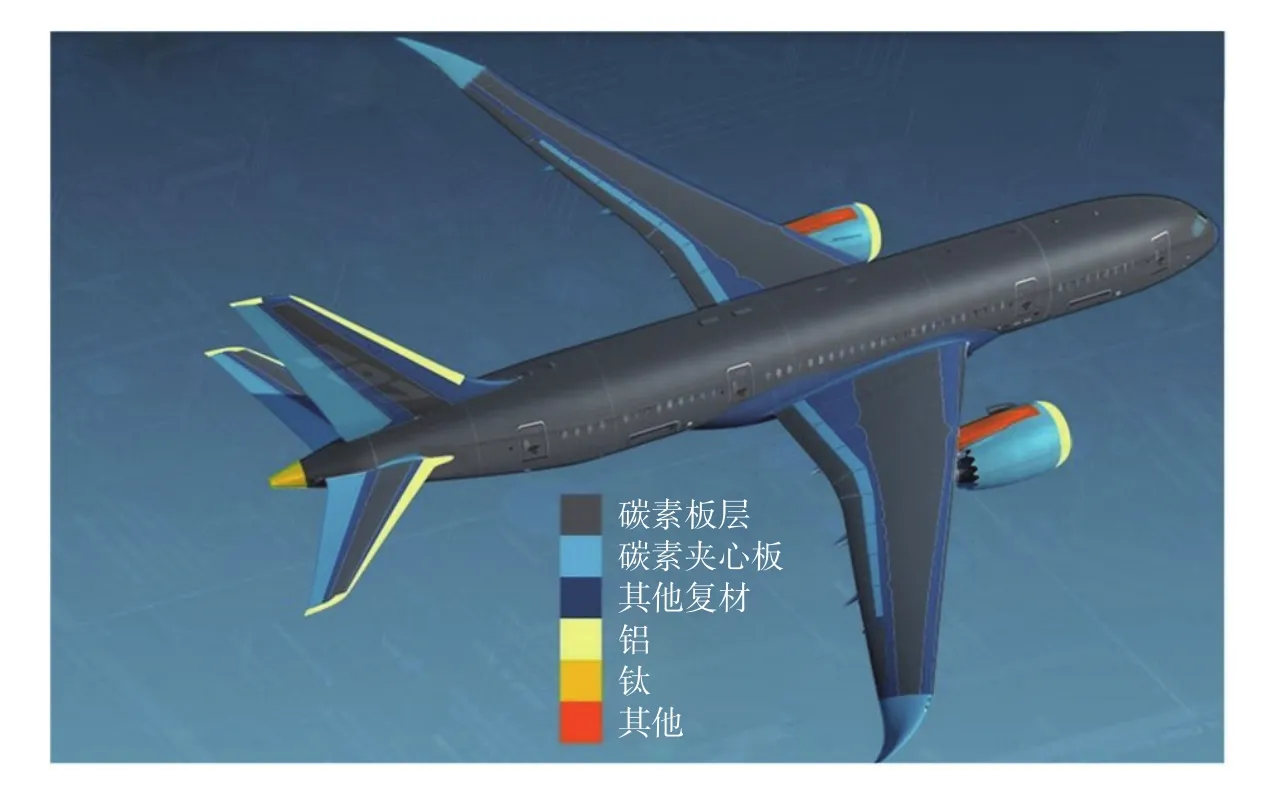
图1 波音787材料使用情况Fig.1 Boeing 787 material usage
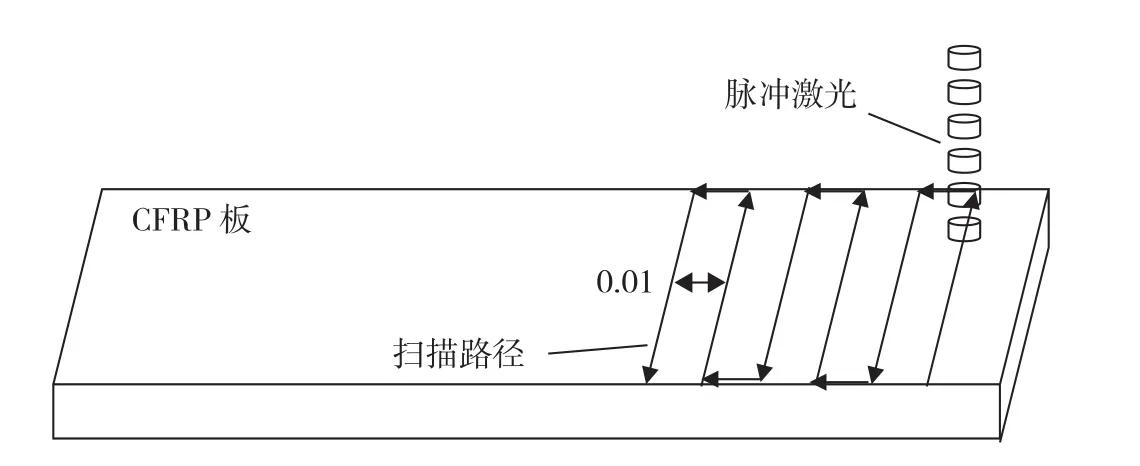
图2 树脂基复合材料胶接表面激光处理示意图Fig.2 Schematic diagram of resin composites bonding laser clean
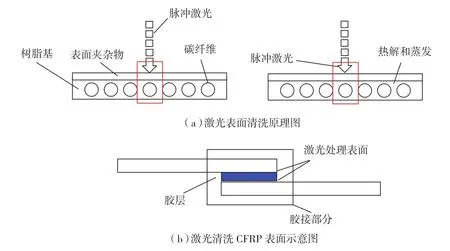
图3 激光表面清洗原理Fig.3 Schematic diagram of laser clean
与传统表面处理方法相比,近年来出现的可剥布方法具有高效率的特点,但是也会经常面临复合材料预浸料与可剥布材料不匹配而导致弱粘接甚至脱粘的情况。国外利用激光对材料进行表面处理,并取得了一些研究成果。Kibler等[8]采用连续波CO2激光处理碳纤维/环氧树脂复合材料,探究了激光功率密度、光斑尺寸、光斑形状、材料铺层方式、靶板厚度和辐照时间等工艺参数对烧蚀效应的影响。Freeman等[9]利用半椭球形的反射仪研究碳纤维/酚醛和玻璃纤维/环氧复合材料对1.3μm激光的反射特性,探究随着温度的改变反射率的变化规律。结果表明:在材料发生碳化之前,玻璃纤维/环氧复合材料对该波长激光的反射率会随着温度的升高而增大,碳化后则明显减小;碳纤维/酚醛复合材料的反射率会先随着温度的升高而增大,当温度大于1000℃后,反射率基本不发生变化。Hirogaki等[10]利用CO2脉冲激光分别对玻璃纤维增强环氧树脂和芳纶纤维增强环氧树脂进行激光烧蚀处理,研究脉冲间隔对材料热影响区的影响。
脉冲激光具有单色性好、输出能量高、发散度极小的特点,在高分子材料和金属材料表面处理方面已经开始应用脉冲激光技术手段,国内对此也有不少的研究[11-12]。2008年,万红等[13]采用不同功率密度的连续激光分别处理碳纤维和高硅氧纤维增强的环氧树脂和酚醛树脂基复合材料,研究树脂基复合材料的破坏形式、组织结构及性能的变化。结果表明:当激光功率密度大于某一特定值时,树脂基体会发生燃烧,玻璃纤维增强相会发生熔融现象而碳纤维增强相没有发生明显的损伤。2010年,李雅娣等[14]采用YAG激光对碳纤维/环氧树脂复合材料层压板进行烧蚀试验,研究该材料在不同激光功率密度和激光辐照时间下的烧蚀特性和温度场分布特点,并对该复合材料层压板进行热失重测试分析,研究材料的热分解规律。
国内外利用脉冲激光对碳纤维增强树脂基复合材料(CFRP)表面处理的研究甚少。影响表面处理效果的因素包括基底与污物材料本身、脉冲激光参数等,选择合适的激光参数可以达到良好的表面清洗效果。本文主要从激光功率密度和清洗后的表面形貌的角度,探究激光功率和扫描速度分别对CFRP表面形貌的影响,通过扫描电镜观察材料的表面形貌进一步分析脉冲激光对树脂基复合材料的表面损伤情况,并最终获得激光清洗的最佳工艺参数。
激光清洗工艺试验
1 原材料及试验设备
试验所用树脂基复合材料试样是T300单向碳纤维预浸料铺层的CFRP板材,所用树脂为某型号环氧树脂,铺层数为8层,大小为100mm×25mm×2mm。板材的表面存在基体树脂、脱模剂等物质,在胶接前进行表面激光清洗去除杂质。本研究中采用的IPG-YLP系列光纤脉冲激光器如图4所示,最大功率达100W,可调节范围在5%~100%,激光的光斑直径为50μm,波长为1064nm,脉宽为100ns通过控制激光功率、脉冲频率和扫描速度获取不同的CFRP清洗效果。本试验在激光清洗处用粉尘吸尘器对试验中产生的气体及粉尘进行了吸收处理,但并未使用保护气体。
2 激光表面预处理试验
准备试验所需的树脂基复合材料CFRP板材,利用频率为50kHz的红外脉冲激光清洗CFRP表面的脱模剂及杂质污染物,而不损坏树脂基复合材料表面的纤维结构。脉冲激光清洗CFRP的扫描路径为向下往复扫描,激光扫描路径如图2所示。为了防止碳纤维在清洗过程中断裂,需要选择合适的工艺参数,通过控制激光功率、扫描速度和脉冲频率获取不同的CFRP表面清洗结果。试验中的工艺参数选择如表1所示。
结果与讨论
脉冲激光辐照CFRP板材会发生一系列复杂的物理、化学过程,包括热解、烧蚀和氧化等热损伤行为。在CFRP的表面上树脂吸收激光输入热流能量,氧化分解、汽化产生浓烈的白烟。若激光输出功率较低,则表面树脂不能被完全清除;若激光输出功率过高,则碳纤维会被烧损。因此需要获得合适的工艺参数,使树脂得到清除而纤维不至于烧损,以满足胶接的条件。
当脉冲频率为50kHz时,通过1064nm激光对CFRP进行表面清洗。图5(a)是扫描速度为7000mm/s且激光功率为11.1W时激光清洗CFRP的宏观与微观形貌图。此参数下,激光功率密度达到565.32kW/cm2,激光能量被表面的杂质与树脂吸收,但激光的功率密度较小只能清除部分树脂,暴露出完整的碳纤维,无法彻底清洗树脂基复合材料表层的树脂或者污染物。残留的树脂也吸收了一定的激光能量并发生了分解,化学组成和结构发生了较大改变,与碳纤维的结合方式也和未清洗前不同。此时的残留树脂具有较大脆性,与碳纤维结合力极弱,胶接后树脂与碳纤维容易分离而发生粘接界面剥离,对胶接强度有较大影响。因此应该在此基础上增加激光的输出功率以将树脂完全清除。
图5(b)为扫描速度7000mm/s,激光功率22.2W时的CFRP表面微观形貌。在扫描速度不变的情况下,增加激光输出功率,由图5(b)可见在此参数下CFRP表面树脂完全清除,但是碳纤维有部分被烧断,这是因为此时激光功率密度达到1130.64 kW/cm2,当输出激光功率过大时,输出的能量不仅将杂质与树脂汽化分解,过量的热还将碳纤维烧损。烧损的碳纤维层还存在长轴沿纤维方向的近似椭圆形烧蚀坑,这是由于碳纤维在径向和轴向的导热系数不同,沿轴向的导热系数较大,而沿径向的导热系数较小。此外,随着切面深度的增加,激光对碳纤维的热影响降低,烧损的只是表层的碳纤维,深层的纤维未受到损伤。
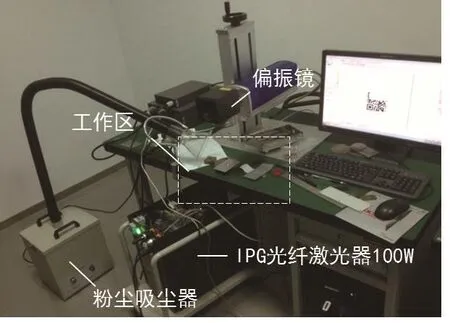
图4 IPG-YLP光线脉冲激光器Fig.4 IPG-YLP fiber-optic pulse laser

表1 激光处理试验参数
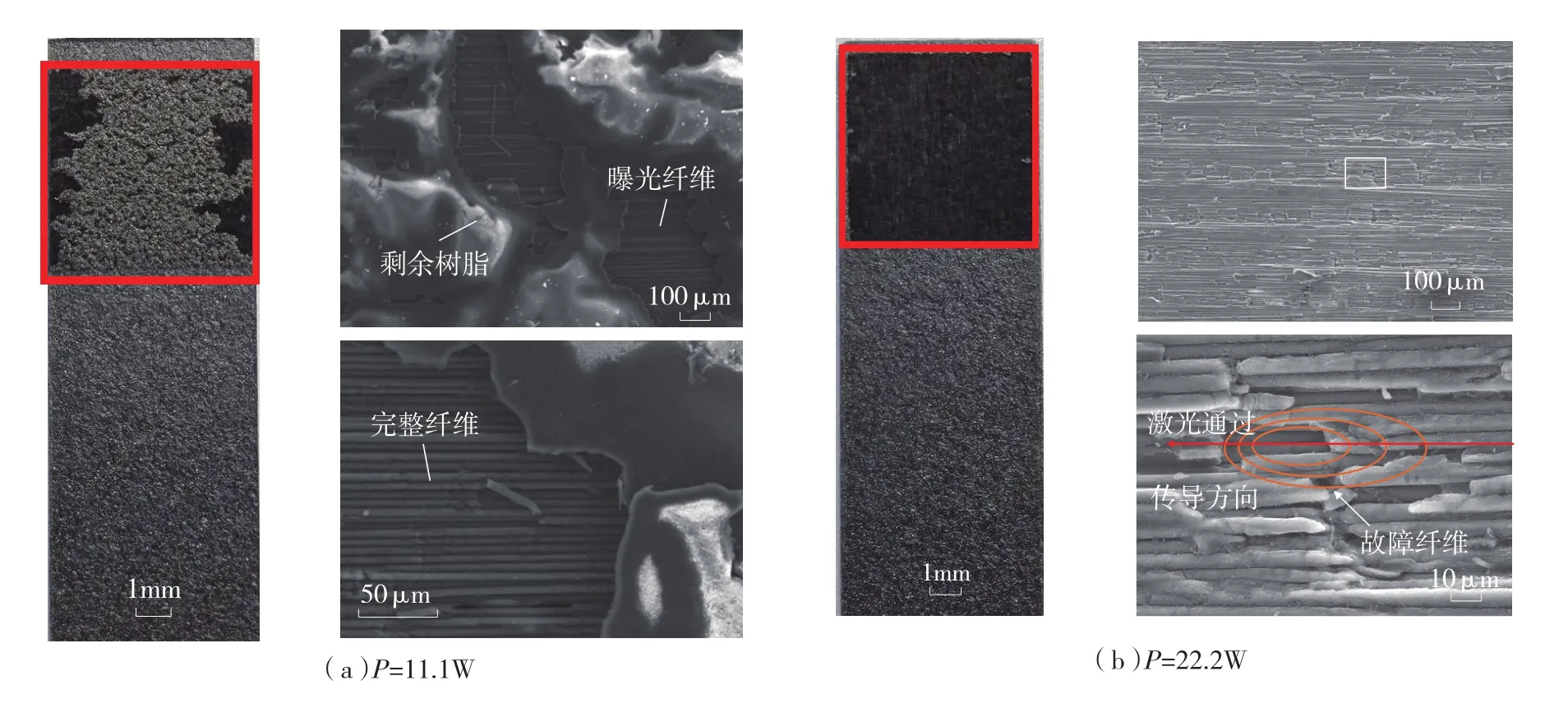
图5 扫描速度7000mm/s下不同激光功率清洗CFRP表面的宏观与微观形貌Fig.5 SEM micrograph of laser cleaning CFRP with different laser power under scanning speed of 7000mm/s
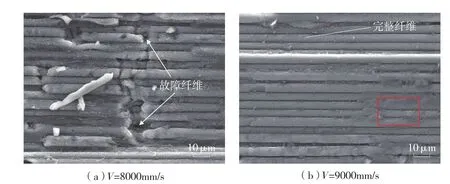
图6 激光功率25.9W时不同扫描速度下激光清洗CFRP表面形貌Fig.6 SEM micrograph of laser cleaning CFRP with different scanning speeds under laser power of 25.9W
为了得到合适的预处理工艺参数,在清除树脂的情况下保证碳纤维的完整性,调节扫描速度。试验发现,扫描速度过大,会导致表层树脂清除不完全,因为较快的扫描速度导致脉冲激光在CFRP的能量密度分布降低,所以在此基础上调节激光功率从而达到表层杂质和树脂完全清除的情况下而碳纤维不受损伤的目的。图6为激光功率25.9W时不同扫描速度下激光清洗CFRP表面形貌。对比图6(a)与(b)可知此激光功率下在扫描速度为8000 mm/s时CFRP上的能量密度分布仍然较大,虽然表面树脂被完全清除,但碳纤维仍然有部分被烧断。将扫描速度增至9000mm/s,此时激光功率密度为1319.08kW/cm2,激光表面清洗效果最好。在此参数下激光对CFRP表层杂质和树脂清洗较为彻底,表面基本没有树脂残留,表层碳纤维完全裸露且较为完整,没有发生碳纤维烧损的现象,且碳纤维周围仍有部分树脂包裹,说明激光烧蚀深度较浅,没有对碳纤维内部造成烧损。这是由于碳纤维和树脂的导热率和比热容不同,环氧树脂的热导率为0.7W/(m·K),比热容为1.6J/(kg·℃)而碳纤维的热导率为1.56W/(m·K),比热容为0.17J/(kg·℃),即碳纤维升温所需吸收的激光能量要远大于树脂,碳纤维在受到激光辐照时能够更快地把热量传导出去,而且碳纤维的汽化温度高达3317℃,树脂气化温度只有510℃。因此在激光功率达到1319.08kW/cm2时表层的树脂完全汽化分解,而碳纤维未被烧断。在此参数下,树脂的清除情况和碳纤维的完整程度均达到了本试验预期的结果,满足胶接的条件,所以扫描速度9000mm/s,激光功率25.9W,脉冲频率50kHz为本试验中的最佳工艺参数。
结论
(1)经过激光处理后CFRP表面树脂被不同程度清除,扫描速度为7000mm/s,激光功率为22.2W和25.9W,材料表层树脂和污染物基本清洗干净。随着扫描速度的增加其树脂清除率下降,但碳纤维完整性得到提升;当功率增加时,其树脂清除率上升,但碳纤维完整性遭到破坏。
(2)通过提高扫描速度和调整激光功率,发现扫描速度为9000 mm/s,激光功率为25.9W,激光功率密度为1319.08kW/cm2时,表面树脂刚好被完全清除,碳纤维完全裸露且碳纤维保持完整未被烧损。激光表面清洗的效果最好,并且对碳纤维的破坏较小,因而此组试验为最佳工艺参数组合。
[1]MAHMOOD H, TRIPATHI M, PUGNO N, et al. Enhancement of interfacial adhesion in glass fiber/epoxy composites by electrophoretic deposition of graphene oxide on glass fibers[J].Composites Science and Technology, 2016, 126:149-157.
[2]张阿盈. 复合材料胶接搭接接头应力分析方法研究[J]. 航空工程进展, 2012,3(2): 167-173.
ZHANG Aying. Stress analysis of adhesively bonded composite lap joints[J]. Advances in Aeronautical Science and Engineering, 2012,3(2): 167-173.
[3]高翔, 郭蕊娜, 刘佳. 复合材料胶接技术及其在某型飞机垂尾翼盒上的应用[J].教练机, 2014(2): 21-27.
GAO Xiang, GUO Ruina, LIU Jia.Composite material bonding and its application on fin box of an aircraft type[J]. Trainer, 2014(2):21-27.
[4]CAMPBELL F C. Secondary adhesive bonding of polymer-matrix composites[M].Materials Park. OH: ASM International, 2001:620-632.
[5]陈绍杰. 复合材料与A380客机[J].航空制造技术, 2002(9): 27-29.
CHEN Shaojie. Composites and airliner A380[J]. Aeronautical Manufacturing Technology,2002(9): 27-29.
[6]BERNASCONI A, BERETTA S,MORONI F, et al. Local stress analysis of the fatigue behaviour of adhesively bonded thick composite laminates[J]. The Journal of Adhesion,2010, 86(5-6): 480-500.
[7]REZAEI F, YUNUS R, IBRAHIM N A, et al. Development of short-carbon-fiberreinforced polypropylene composite for car bonnet[J]. Polymer-Plastics Technology and Engineering, 2008, 47(4): 351-357.
[8]KIBLER K G, CARTER H G,EISENMANN J R. Response of graphite composites to laser radiation[R]. General Dynamics Fort Worth Tx Fort Worth Div, 1977.
[9]FREEMAN R K, RIGBY F A,MORLEY N. Temperature-dependent reflectance of plated metals and composite materials under laser irradiation[J]. Journal of Thermophysics and Heat Transfer, 2000, 14(3): 305-312.
[10]HIROGAKI T, AOYAMA E, INOUE H, et al. Laser drilling of blind via holes in aramid and glass/epoxy composites for multilayer printed wiring boards[J]. Composites Part A:Applied Science and Manufacturing, 2001, 32(7):963-968.
[11]LOGANATHAN T G, SEKARAN K C, MURTHY R K, et al. Influence of selective reinforcement in dynamic performance of glass-epoxy composites[J]. Materials Today:Proceedings, 2017, 4(2): 3014-3022.
[12]LIU Y C, WU C W, HUANG Y H, et al. Interlaminar damage of carbon fiber reinforced polymer composite laminate under continuous wave laser irradiation[J]. Optics and Lasers in Engineering, 2017, 88: 91-101.
[13]万红, 胡凯为, 穆景阳, 等. 树脂基复合材料在连续激光作用下的损伤[J]. 强激光与粒子束, 2008, 20(1): 6-10.
WAN Hong, HU Kaiwei, MU Jingyang, et al.Damage analysis of fiber reinforced resin matrix composites irradiated by CW laser[J]. High Power Laser and Particle Beams, 2008, 20(1): 6-10.
[14]李雅娣, 吴平, 马喜梅, 等. 碳纤维/环氧树脂复合材料层板连续激光烧蚀试验研究[J]. 纤维复合材料, 2010(2): 21-24.
LI Yadi, WU Ping, MA Ximei, et al. The tests of carbon fiber/epoxy laminated composites under continuous laser irradiation[J]. Fiber Composite Material, 2010(2): 21-24.
猜你喜欢
军民两用技术与产品(2021年5期)2021-07-28
阅读(快乐英语高年级)(2021年11期)2021-03-08
红外技术(2021年1期)2021-01-29
上海建材(2019年4期)2019-05-21
中国盐业(2018年18期)2019-01-14
纤维复合材料(2018年4期)2018-04-28
纤维复合材料(2018年3期)2018-04-25
中国塑料(2016年6期)2016-06-27
火控雷达技术(2016年3期)2016-02-06
汽车零部件(2015年1期)2015-12-05