
TB5钛合金薄板微观组织与弯曲性能关系研究*
2017-05-16 03:33孙永娜柳长旭吴国清
航空制造技术 2017年18期
孙永娜,柳长旭,吴国清
(1.中国航空发动机研究院系统工程研究中心, 北京 101304;2.北京航空航天大学材料科学与工程学院,北京 100191)
钛合金零件由于轻质、互换性好、表面粗糙度小、成本低等优势,在飞机、航空发动机上占有相当的比重,并且呈现出结构集成度愈来愈高、结构愈来愈复杂的发展趋势,在减轻飞机、航空发动机重量,改善和提高性能等方面发挥着日益重要的作用[1-2]。板材成形中,材料本身的微观组织和这些微观组织在变形过程中的变化则更本质地决定了材料的成形性能[3-4]。TB5钛合金板材适用于带材冷轧生产并具有优良的冷成形性能,可在室温下成形中等复杂的板材零件[5-7],然而TB5钛合金板材的定形性不好,成形后的回弹很大程度限制了其应用。零件的最后回弹形状是其整个成形过程的累积效应,回弹也是弯曲工艺质量的常见问题,因而回弹控制也是弯曲工艺中的技术难点。
回弹实质上是一个弹性卸载过程,由于弯曲件形状的复杂性,可能伴有局部加载过程,因而板料弯曲成形的回弹问题非常复杂。在实际生产中要根据产品批量大小,弯曲件精度要求,模具设计制造条件来选择相应的方法,以便保证质量,提高产品精度[8-10]。
以探求TB5钛合金板材性能和微观组织的关系为目标,对弯曲变形中TB5钛合金板材微观和性能进行系统研究,通过定量分析变形过程中晶粒的形状大小与位向的变化等微观结构演变规律,深入观察和分析TB5钛合金板材的变形行为,探讨其微结构和性能的演变规律和两者间的关系。
试验材料与方法
1 试验材料
以902厂提供的TB5钛合金板材为研究对象,板材厚度为1.0mm、1.5mm、2.0mm。板材化学成分见表1。图1给出了TB5钛合金板材3个方向的微观组织。
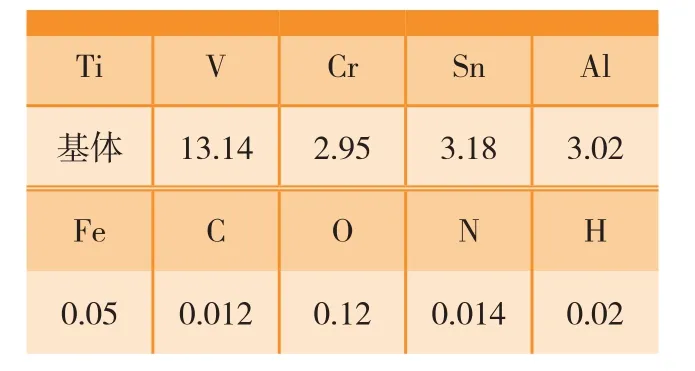
表1 试验用TB5合金的主要化学成分%

图1 1.5mm TB5钛合金板材3个方向截面的微观组织Fig.1 Microstructure of 3 directions of 1.5mm TB5 sheet metal

图2 TB5钛合金板材弯曲试验示意图Fig.2 Sketch of TB5 sheet bending test
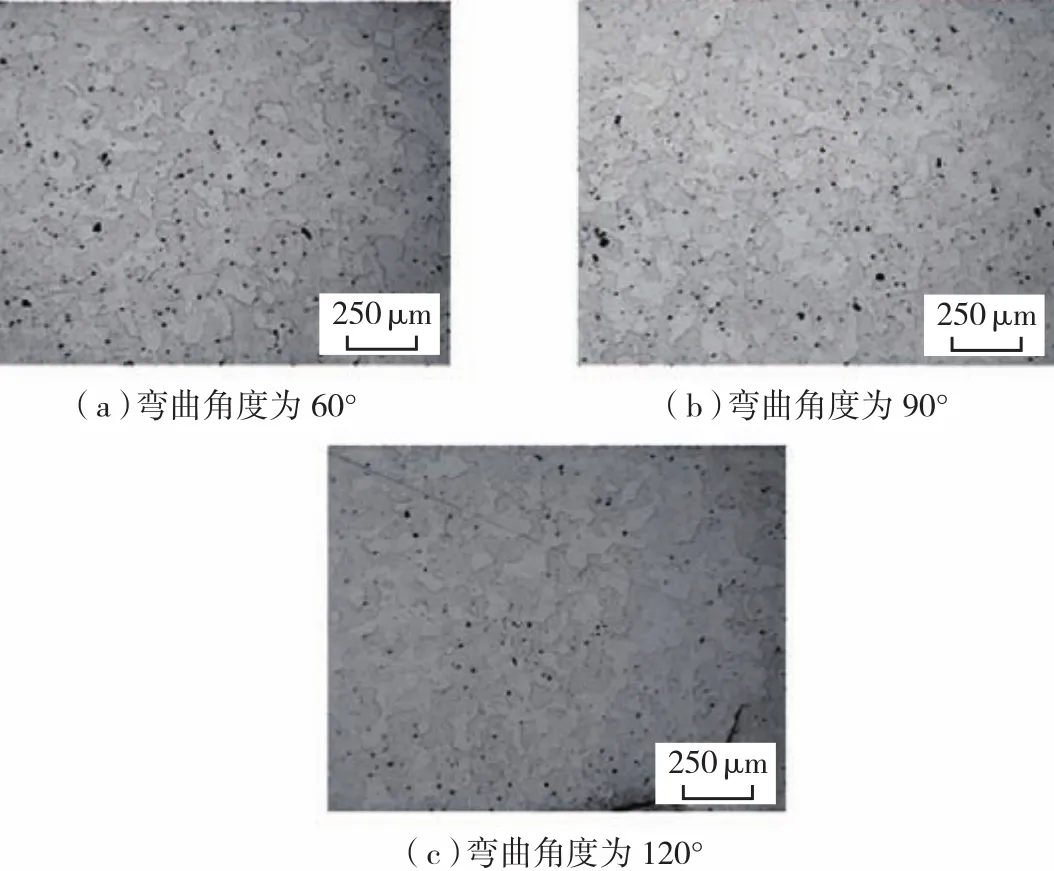
图3 TB5钛合金板材微观组织随弯曲角度的变化情况(弯曲半径为5mm)Fig.3 Differences of TB5 sheet microstructure along the bending angle(bending radius is 5mm)
2 板材弯曲试验
按 照 GB/T15825.5—1995《金属薄板成形性能与试验方法弯曲试验》标准,在TE电子万能试验机上进行不同厚度板材弯曲试验(见图2)。凸模速度为 6~8mm/min,弯曲角度为180°。试样宽度为(50±0.5)mm、长 度 为(75±1.0)mm,选取平行于轧制方向(L)和垂直于轧制方向(LT)两个方向制备试样,获得最小弯曲半径、最小相对弯曲半径等指标。选取平行于轧制方向的板材试样,按照弯曲半径范围0.5~8mm,弯曲角度范围60~120°,获取弯曲回弹角数据。
3 显微组织观察和分析试验
采用OLYMPUS公司的BX51M光学金相显微镜下对TB5钛合金的组织进行观察。金相试样经抛光后,采用Kroll腐蚀液(成分为96%H2O+3%HNO3+1%HF),对试样进行腐蚀,腐蚀时间为20s。观察时,从板材形变最剧烈处,开始向边缘依次观察。
以像素为基本单位可以获得每个β晶粒所代表图形的几何信息,例如β晶粒的平均面积、晶粒横纵比等。
结果与讨论
1 弯曲变形对板材微观组织的影响
图3给出了1.5mm板厚的弯曲试样在弯曲半径为5mm时的微观组织随弯曲角度的变化情况。图4给出了1.5mm板厚的弯曲试样在弯曲角度为60°时的微观组织随弯曲半径的变化情况。TB5钛合金板材在弯曲变形后,其微观组织的外侧部分被拉长,而其内侧部分被压缩。
本文以弯曲半径为5mm的TB5钛合金弯曲试验为例,由图5可以看出板材中心变形处微观组织的晶粒面积随着弯曲角度的增加而近线性增大(图5 (a)),从687μ m2增大到999μ m2,其增大幅度约为 45%。当TB5钛合金板材弯曲角度为60°时,板材中心变形处微观组织横纵比随着弯曲半径的增大而增大(图5(b)),从0.77增大到0.86,其增大幅度约为12%。弯曲角度对TB5钛合金板材中心变形处组织晶粒面积影响大于弯曲半径对板材组织横纵比的影响。
TB5钛合金板材塑性变形越剧烈,冷硬作用越强;板材的塑性愈大,冷硬现象就愈严重。TB5钛合金板材在固定弯曲半径的情况下,板材中心变形处显微硬度随着板材弯曲角度的增加而呈近线性增大(图6),其拟合后的线性关系式为:


图4 TB5钛合金板材微观组织随弯曲半径的变化情况(弯曲角度为60°)Fig.4 Differences of TB5 sheet microstructure along the bending radius(bending angle is 60°)

图5 TB5钛合金板材弯曲试样中心变形处微观组织与弯曲半径、弯曲角度的关系Fig.5 Relation of microstructure at the TB5 deformation specimen center and bending radius, bending angle
式中,x为弯曲角度,y为中心变形处硬度。当弯曲角度从60°到120°,其硬度从259HV增大到266HV,增大幅度为2.7%。
TB5钛合金板材在固定弯曲角度的情况下,板材中心变形处硬度随着弯曲半径的增大总体上呈近线性下降趋势(图7),其拟合后的线性关系式为:

式中,x为弯曲半径,y为中心变形处硬度。当弯曲半径从0.5mm增大到8mm,其硬度从265HV减小到257HV,其变化幅度为3%。可见,板材弯曲半径和弯曲角度对板材中心变形处硬度的影响基本相同。
2 板材组织与弯曲成形特性的关系
为了进一步探讨不同弯曲角度、弯曲半径TB5钛合金板材中心变形处微观组织与其冷成形性能之间的关系,故将两者之间结合起来进行探讨分析。当弯曲半径为5mm时,板材弯曲回弹角随着板材弯曲角度的增加而增大,见图8(a),从14.1°增大到27.6°,其变化幅度为96%,而板材中心变形处微观组织晶粒面积也随着板材弯曲角度的增大而增大,从687μ m2增大到 999μ m2,其变化幅度为 45%,可见板材弯曲回弹角和中心变形处晶粒面积成正相关,且弯曲角度对弯曲回弹角的影响大于对中心变形处晶粒面积。同时,板材中心变形处硬度随着板材弯曲角度的增加而增大,见图8(b),从 258.9HV 增大到266HV,其变化幅度为3%,而板材中心变形处微观组织晶粒面积也随着板材弯曲角度的增加而增大,从687μ m2增大到 999μ m2,其变化幅度为45%,可见板材中心变形处硬度和晶粒面积成正相关,且弯曲角度对硬度的影响小于对微观组织晶粒面积。
当弯曲角度为60°时,板材弯曲回弹角随着板材弯曲角度的增加而增大,见图9(a),从 9.1°增大到14.1°,其变化幅度为55%,而板材中心变形处微观组织晶粒横纵比随着板材弯曲角度的增加而增大,从0.77增大到0.86,其变化幅度为12%,可见板材弯曲回弹角和中心变形处晶粒面积成正相关,且弯曲角度对弯曲回弹角的影响大于对中心变形处晶粒横纵比。同时,板材中心变形处硬度随着板材弯曲角度的增加而减小,见图9(b),从 264.7HV 减小到261.3HV,其变化幅度为1%,而板材中心变形处微观组织晶粒横纵比却随着板材弯曲角度的增加而增大,从0.77增大到0.86,其变化幅度为12%,可见板材中心变形处硬度和晶粒面积成负相关,且弯曲角度对板材中心变形处硬度的影响小于对微观组织晶粒横纵比。
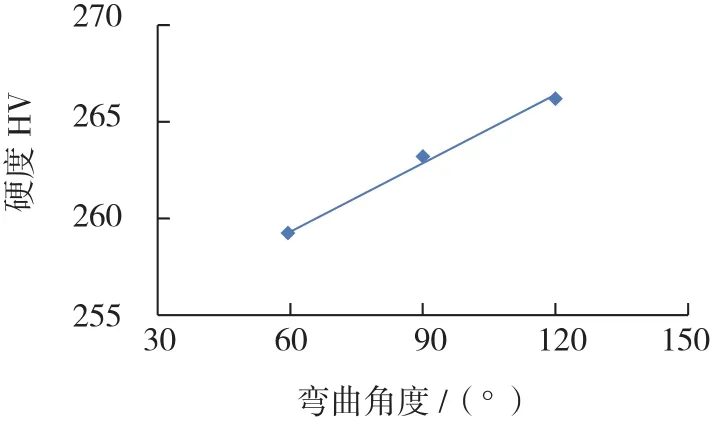
图6 弯曲角度对TB5钛合金板材中心变形处硬度影响(弯曲半径为5mm)Fig.6 Effect of TB5 bending angle on deformation center hardness (bending radius is 5mm)

图7 弯曲半径对TB5钛合金板材中心变形处硬度影响(弯曲角度为60°)Fig.7 Effect of TB5 bending radius on deformation center hardness (bending angle is 60°)

图8 不同弯曲角度TB5钛合金板材冷成形性能与其中心变形处晶粒面积的关系Fig.8 Relationship between cooling forming property and grain size of central deformation of TB5 with different bending angles
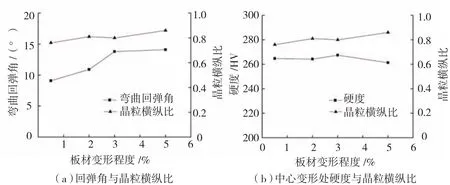
图9 不同弯曲半径TB5钛合金板材冷成形性能与其中心变形处晶粒横纵比的关系Fig.9 Relationship between cooling forming property and horizontal-vertical ration of central deformation of TB5 with different bending radius
结论
(1)弯曲角度对TB5钛合金板材中心变形处组织晶粒面积影响大于弯曲半径对板材组织横纵比的影响。板材弯曲半径和弯曲角度对板材中心变形处硬度的影响基本相同。
(2)随着板材弯曲角度的增大或弯曲半径的减小,板材弯曲回弹角与中心变形处晶粒面积、晶粒横纵比正相关;板材中心变形处硬度和中心变形处晶粒面积正相关,与中心变形处晶粒横纵比负相关。
参 考 文 献
[1]杨冠军. 钛合金研究和加工技术的新进展[J]. 钛合金进展, 2002, 18(3): 1-5.
YANG Guanjun. Recent advances in research and processing technology of titanium alloys[J]. Advances in Titanium Alloys, 2002,18(3): 1-5.
[2]BRATUKHIN A G, ANOSHKIN N F,MOISEEV V N, et al. Application of titanium alloy for production of aircraft structures[J]. Titanium Scientific Technical Journal, 1993, 1: 77-81.
[3]常荣富, 陈孝戴. 加强板材成形性能的研究与实验[J]. 航空制造工程, 1984,2(1): 2-10.
CHANG Rongfu, CHEN Xiaodai. Enhance the research of sheet metal forming property and testing[J]. Aviation Engineering & Maintenance,1984, 2(1): 2-10.
[4]SANDERS D G, RAMULU M,EDWARDS P D, et al. Characterization of superplastically formed friction stir weld in titanium 6AL-4V: preliminary results[J].Materials Engineering and Performance, 2008,17: 187-192.
[5]IMAM M A, POULOSE P K, RATH B B. Beta titanium alloys in the 1990’s[M]. Denver:The Minerals, Metals and Materials Society, 1993:261-271.
[6]王庆如, 张庆玲, 魏寿庸, 等. Ti-15-3合金的性能数据[J]. 材料工程, 1996(11):17-21.
WANG Qingru, ZHANG Qingling, WEI Shouyong, et al. Ti-15-3 alloy property data[J].Material Engineering, 1996(11) : 17-21.
[7]BOYER R R. An overview on the use of titanium in the aerospace industry[J]. Materials Science and Engineering, 1996, 213: 103-114.
[8]谷瑞杰, 杨合,詹梅, 等. 弯曲成形回弹研究进展[J]. 机械科学与技术, 2005,24(6): 653-658.
GU Ruijie, YANG He, ZHAN Mei, et al. A review of the research on springback in bending[J]. Mechnical Science and Technology,2005, 24(6): 653-658.
[9]胡爱萍, 王平, 李德遵, 等. 影响弯曲件回弹的因素及控制方法[J]. 航天制造技术 , 2007(2): 57-59.
HU Aiping, WANG Ping, LI Dezun, et al. Factors efecting springback of bending parts and their control methods[J]. Aerospace Manufacturing Technology, 2007(2): 57-59.
[10]武晓红. 板料弯曲回弹的机理分析及减少回弹的措施[J]. 模具技术, 2002(5):47-50, 60.
WU Xiaohong. Mechanism analysis of springback of sheet metal bending and measures for reducing springback[J]. Mould Technology,2002(5): 47-50, 60.
猜你喜欢
石材(2022年1期)2022-05-23
航空发动机(2020年3期)2020-07-24
中国自行车(2018年8期)2018-09-26
中国有色金属学报(2018年2期)2018-03-26
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
印制电路信息(2015年6期)2015-12-30
诗选刊(2015年6期)2015-10-26
浙江人大(2014年8期)2014-03-20
浙江人大(2014年6期)2014-03-20
