舱段类部件数字化柔性对接系统设计与试验研究*
2017-05-16 01:54杜福洲张铁军熊珍琦
航空制造技术 2017年11期
文 科,杜福洲,张铁军,熊珍琦
(1.北京航空航天大学机械工程及自动化学院,北京100191;2.北京航星机器制造有限公司,北京100013)
飞机、卫星、火箭等大型舱段类部件对接是产品总装的一个重要阶段,其对接精度与对接时间很大程度上决定了产品的最终质量[1-2]。传统的舱段类部件对接技术主要依靠大量的专用工装进行定位和夹紧,并配合人工作业来实现部件间的几何关系和约束,确保误差在设计范围内。由于工装制造周期长,且部件结构和外形发生改变时,与之适应的工装也需重新制造,造成了大量工装的闲置。所以传统的低效率和无柔性对接过程已经不能够满足大型舱段类部件对接的灵活、高效和准确对接需求。
随着高精度和高效率数字化测量系统的发展,数字化测量装配技术已成为大型舱段对接过程控制和质量保证的关键技术[3]。为了提高飞机机翼与机身的对接效率和对接精度,并减少大型工装制造和组装的周期和成本,制造商和研究人员提出一种全新的基于数字化测量的对接系统[4-6]。该系统包括数字化测量系统、控制系统、可重构定位器和数据管理系统。部件对接过程中,数字化测量系统快速、精确地测量部件位姿,数据管理系统分析和计算理论位姿,控制系统控制可重构定位器进行部件位姿调姿。
许多制造商和研究者集中研究柔性工装系统的设计,以克服传统工装的缺点,形成了几类典型的柔性装配工装系统。(1)基于数控定位器的柔性工装系统[1,7]。以波音公司和空客公司为代表的航空制造企业大力发展柔性定位器,通过程序控制定位器运动,以适应不同部件外形和定位需求;(2)基于串联机器人的柔性工装系统[8]。巴西航空工业公司在小型客机舱段对接中采用两台重型工业机器人对装配部件进行位姿的调整,以实现机身对接;(3)基于并联机构的柔性工装系统[9]。采用并联机构作为定位装置,通过程序控制支链运动,进而实现部件位姿调整。目前并联机构以结构简单、刚度高、承载能力强等优点被广泛应用于装配及对接中的位姿调整,其中主要应用包括卫星装配对接[2]、航天器对接[9-10]及飞机大部件对接[11]等。
针对上述研究呈现出的特点,舱段类部件对接依赖于数字化产品定义、数字化测量系统、柔性或可重构工装、数据分析算法等相关技术的集成。本研究研发了一套舱段类部件数字化柔性对接系统,集成相关先进技术,用于实现大尺寸、大重量、多约束关系的舱段类部件对接;给出了系统组成和工作流程,分析与研究了系统的关键组成部分,完成了舱段类部件对接试验研究。
舱段类部件数字化柔性对接系统组成与工作流程
舱段类部件数字化柔性对接系统主要由柔性对接平台、控制系统、数字化测量系统和柔性对接集成管控平台组成,如图1所示。
其中柔性对接平台包含并联调姿平台、固定平台、装配工装和力传感器,其中力传感器用于测量装配力并进行实时监控;控制系统包含工控机、UMAC控制器和伺服驱动等,是接收调姿控制指令驱动并联调姿平台进行调姿;数字化测量系统用于构建大尺寸空间测量场,实现对接过程特征点数据采集与监测;柔性对接集成管控平台是以用户交互的形式提供测量设备管理、测量数据管理与处理、测量过程仿真及运动控制等功能,为数字化柔性对接提供支持。
舱段类部件对接过程中,首先,基于部件三维模型、装配环境、测量特征点的布置、测量系统的配置进行测量方案规划。然后,提取三维模型上位姿测量特征点理论值,并进行数字化测量,进而求解装配部件相对位姿。最后,通过测量数据处理与分析,规划调姿路径,运动仿真分析后,生成控制指令,驱动柔性对接平台完成舱段类部件自动对接。对接过程中实时监测舱段类部件间装配力,进行力过载保护(图2)。
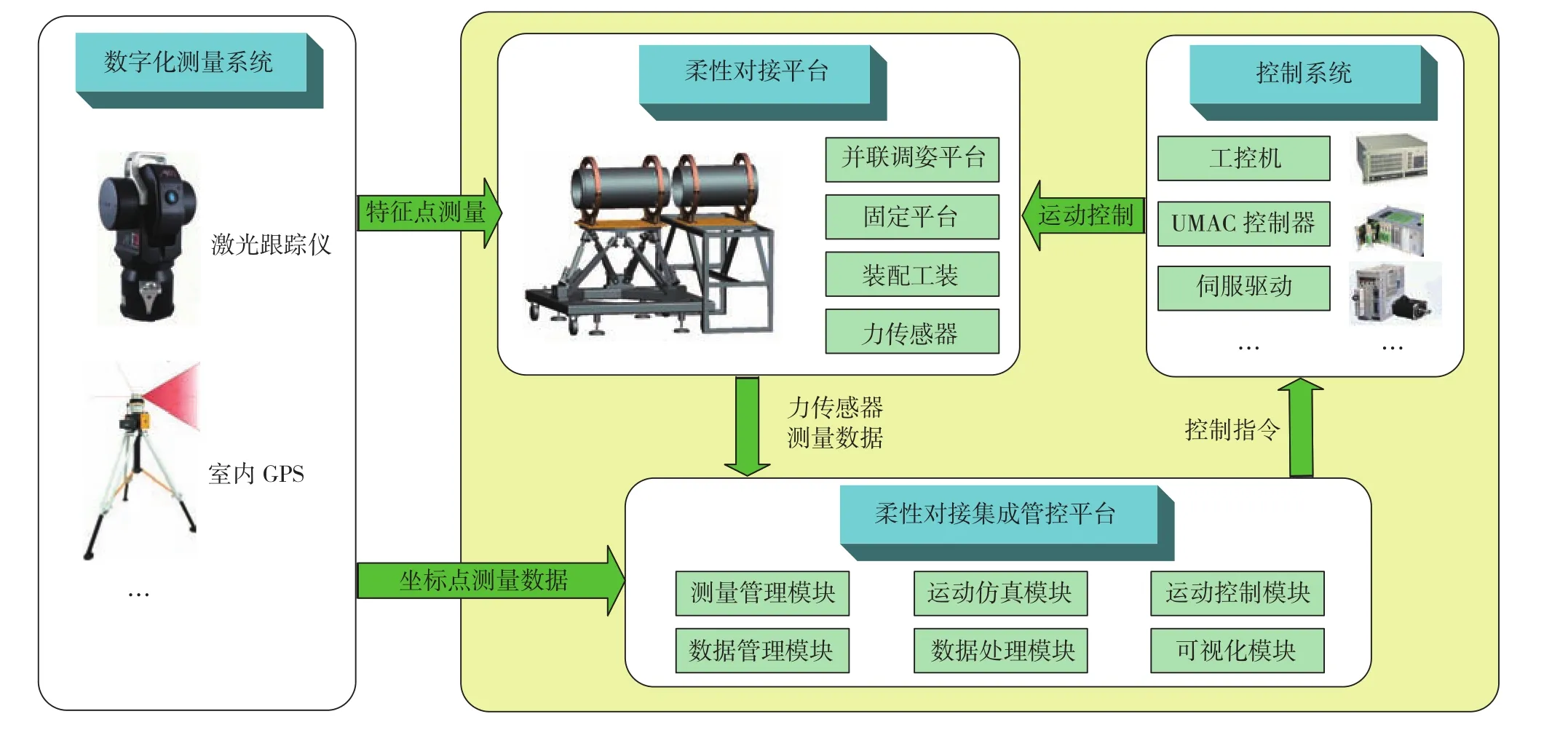
图1 舱段类部件数字化柔性系统结构图Fig.1 Configuration diagram of digital flexible aligning system for cabin components
数字化测量系统在柔性对接系统中的应用
舱段类部件对接中,数字化测量技术起着部件、并联调姿平台的数字量与实物之间的桥梁和纽带的作用。柔性对接系统中所用到的数字化测量系统主要包括激光跟踪仪、室内GPS等,用于对部件位姿和对接质量进行数字化检测。图3描述了舱段类部件柔性对接过程中数字化测量系统的应用。
(1)对接坐标系的建立。对接坐标系是舱段类部件数字化柔性对接的基准坐标系,测量的最终目的是求解待装舱段的局部坐标系在基准坐标系的位置和姿态,即位姿{x y z α β γ}的求解。其中(x y z)T表示局部坐标系的原点在基准坐标系的坐标;α、β、γ表示局部坐标系相对于基准坐标系的旋转角度。设测量特征点在待装舱段的局部坐标系下的理论位置矢量为P1=(x1y1z1)T。在基准坐标系下测量位置矢量为P0=(x0y0z0)T。则二者之间的坐标变换关系为:


式中:

式中,R为姿态矩阵,采用摇摆-俯仰-偏转(RPY,Roll-Pitch-Yaw)的旋转顺序;T为平移矩阵。由式(1)可知,测量互不共线的3个点,便可以求解各个参数。实际工程中,为了减少计算误差,往往选择3个以上的位姿测量特征点,通过与其对应的理论点进行相应的坐标变换算法,便可以求出局部坐标系在基准坐标系的位姿[12]。
(2)位姿测量特征点选择。位姿测量特征点即关键装配特性点,是关键装配特性,能够确定出待装舱段在对接坐标系中的实际位姿。对接舱段类部件上的各位姿测量特征点的选择,应该尽可能选取分布均匀、具有一定刚度、容易获取的点。考虑部件移动过程中各位姿测量特征点的可测性及数字化测量系统的物理可达性。
(3)位姿自动跟踪测量。数字化测量系统跟踪测量舱段类部件上的位姿测量特征点,利用坐标系平移与旋转变换算法计算目标位姿,并根据点坐标的变化实时交互修改与调整。根据数字化测量系统提供的二次开发接口,柔性对接集成管控平台集成接口并调用函数实现与数字化测量系统的通讯,进而根据理论位姿测量特征点坐标跟踪测量实际位姿测量特征点坐标,求解目标位姿,并计算误差。
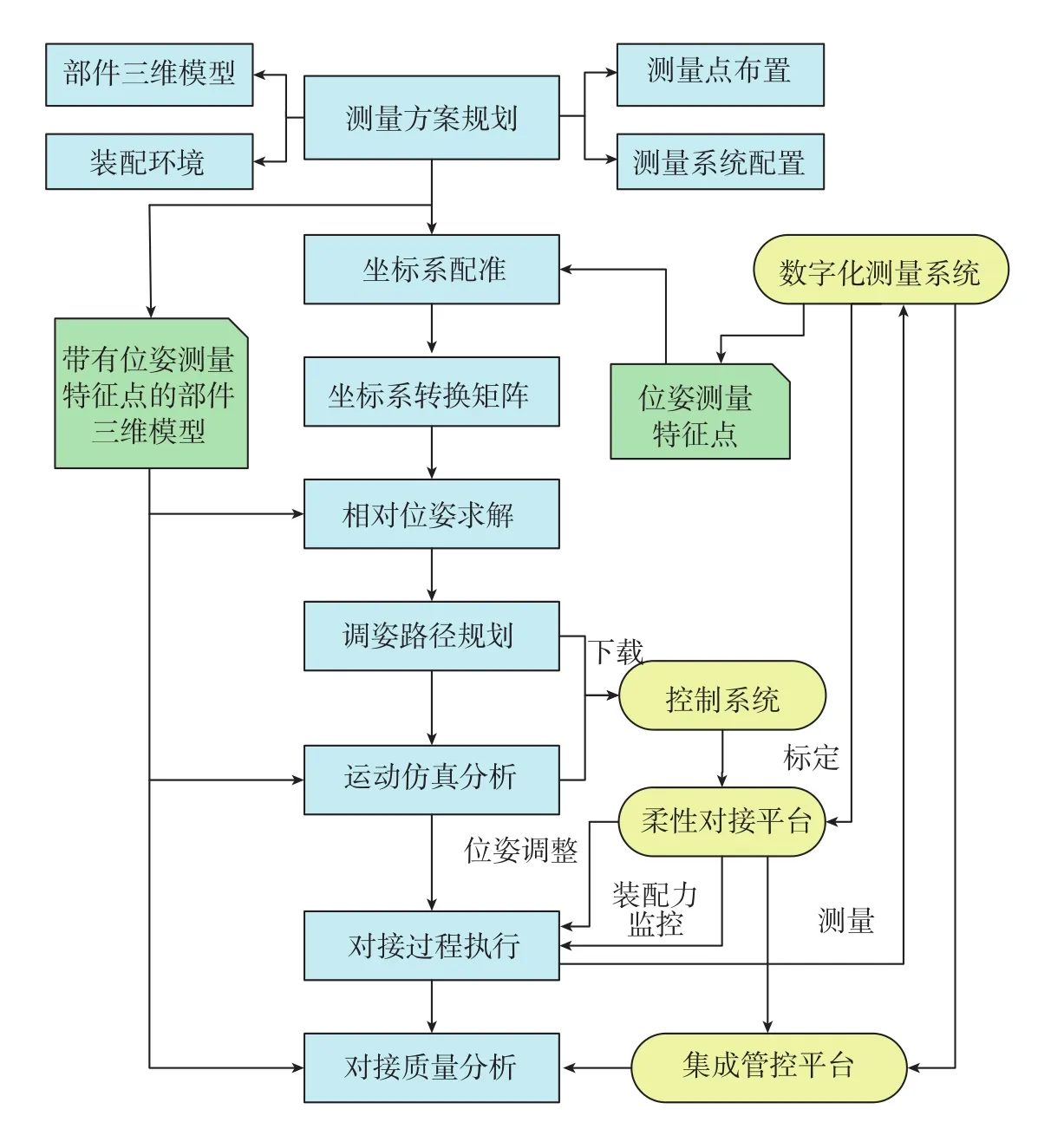
图2 舱段类部件数字化柔性对接流程Fig.2 Digital flexible aligning work flow of cabin components
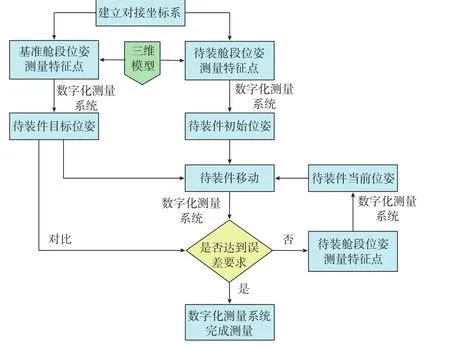
图3 舱段类部件柔性对接过程中数字化测量系统的应用Fig.3 Application of digital measurement system in digital flexible aligning process of cabin components
基于并联调姿平台的位姿调整与装配力测量
并联调姿平台是一种由多个并行支链构成的闭环系统,与传统的串联机构相比,具有高刚度、高精度、高承载能力等优点。常用的六自由度并联调姿平台有6UPS和6PSS构型,其一般由上、下两个平台(动平台、静平台)和六个可伸缩的支腿以及它们之间的连接铰链构成。通过六个支腿的伸缩运动可以实现动平台在工作空间范围内的六自由度运动。UPS表示支链由虎克铰-移动副-球铰构成,PSS表示支链由移动副-球铰-球铰构成。
1 基于并联调姿平台的位姿调整
基于并联调姿平台的位姿调整是对并联调姿平台进行运动学反解,即已知动平台位姿,求解6个支腿的驱动量,进而实现并联调姿平台的运动控制。并联调姿平台的动平台坐标系相对于静平台坐标系的位姿表达为 {xyzαβγ},其含义与上文中位姿含义相同。
如图4所示,在静平台中心建立坐标系O0-X0Y0Z0,在动平台底面中心建立坐标系O1-X1Y1Z1,Ai为动平台上第i个球铰点在动坐标O1-X1Y1Z1下的坐标、Bi为静平台上第i个球铰点在静坐标O0-X0Y0Z0下的坐标,li为第i个支腿长度,fi为第i个支腿受力。运动学反解即给定动平台位姿参数,求解各个支腿长度:

式中,R为姿态矩阵,T为平移矩阵,通过计算杆长变化量控制并联调姿平台运动到指定的位姿。
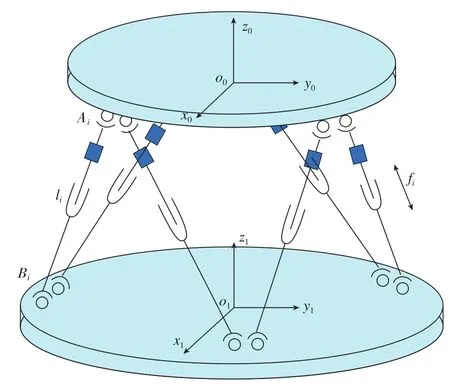
图4 并联调姿平台结构示意及坐标系定义Fig.4 Structural schematic and reference systems of the parallel P&O adjustment platform
2 基于并联调姿平台的装配力测量
当舱段类部件对接过程中发生接触,利用柔性对接平台上6个力传感器的测量值fi及并联调姿平台当前的位姿参数姿态矩阵R和平移矩阵T,解算出舱段类部件间装配力。其被描述为在指定坐标系下的六维力(F,M)=(Fx,Fy,Fz,Mx,My,Mz)T,对装配力的测量过程即为对六维力的解算过程。根据图4,利用螺旋理论,在坐标系O1-X1Y1Z1中建立力平衡方程:
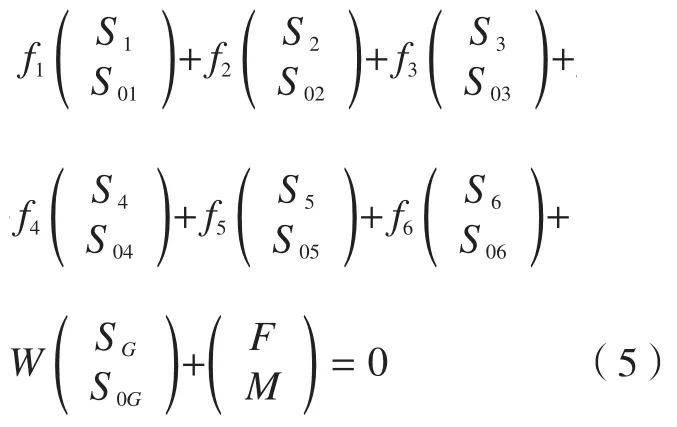
式中,fi为支腿受力,Si为对应fi的单位力矢量,S0i为单位力矢量对O1的力矩。待装舱段与动平台所组成的刚体的重力大小表示为W,SG为W的单位力矢量,S0G为单位力矢量对O1的力矩。F、M为所求六维力。利用坐标系平移与旋转变换算法得:
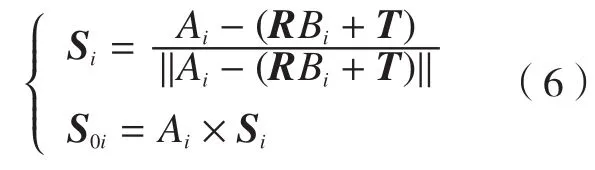
式中,i=1,2,3,4,5,6利用并联调姿平台运动学正解求解当前位姿,即已知支腿长度li采用牛顿迭代法[13]求解坐标系O0-X0Y0Z0相对于坐标系O1-X1Y1Z1的位姿,进而求得姿态矩阵R和平移矩阵T。待装舱段与动平台所组成刚体系统的重心坐标C=(x,y,z)T及重力大小W可通过测量不同位姿下六维力大小(至少3组位姿),采用最小二乘法求解[14],得:
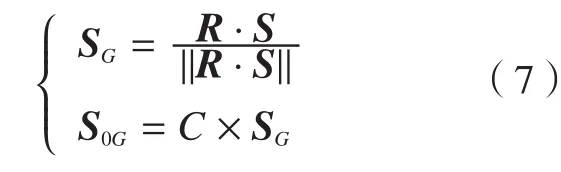
式中,S=(0,0,-1)T,表示刚体系统在坐标系O0-X0Y0Z0的重力方向。
将式(6)、(7)、W和fi代入到式(5)中即可解算出六维力(Fx,Fy,Fz,Mx,My,Mz)T,进而求出装配力。
柔性对接集成管控平台
为实现对接过程的集成管控,按照物理组成和应用层次的不同,舱段类部件柔性对接集成管控平台主要由设备层、控制层、应用层和界面层构成,如图5所示。其中设备层主要涉及对接过程中的硬件资源,即数字化测量系统、舱段类部件、力传感器、并联调姿平台;控制层是对硬件资源的控制,测量管理模块是对数字化测量系统相关的信息进行管理,如参数配置、数据采集等,调姿平台控制模块是对并联调姿平台的控制,包括运动参数配置、过载保护、程序下载等,运动仿真模块是基于舱段类部件的三维模型与理论数据进行可装配性分析;应用层主要是对数据的管理与处理,以实现数据的传递与追溯;界面层提供友好交互操作,显示实时监控数据及基于三维模型的对接状态,通过属性关联集合实现操作过程、操作数据的可视化管理。
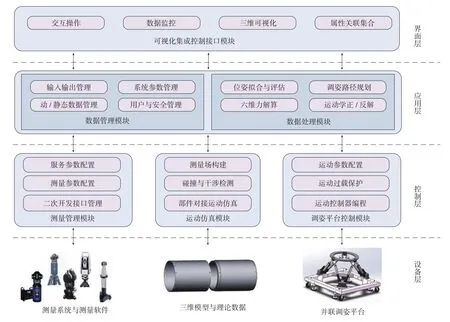
图5 柔性对接集成管控平台层次结构Fig.5 Hierarchical structure of flexible aligning integrated control platform

图6 并联调姿平台Fig.6 Parallel P&O adjustment platform
基于数字量的舱段类部件柔性对接试验研究
按照上述舱段类部件数字化对接系统结构和相关理论方法,完成了基于数字量的舱段类部件柔性对接试验。
1 并联调姿平台精度分析
本文所设计的并联调姿平台结构形式为6UPS,主要由静平台、动平台、球铰、虎克铰、电动缸(由缸体、伸缩杆、伺服电机、减速器和同步带组成。)、力传感器、脚轮以及升降调节脚等组成。图6为并联调姿平台实物图,通过控制改变支腿的长度来改变动平台的位姿。本文采取以下方法来保证并联调姿平台的控制精度:(1)选择高定位精度的电动缸,提高球铰、虎克铰的制造精度;(2)采用序列法对并联调姿平台几何结构参数进行标定。主要采用激光跟踪仪测量,建立测量坐标系、动坐标系和静坐标系,依据以定点为圆心,以定长为半径转动轨迹包络为球面的原理对球铰、虎克铰中心进行标定。
基于激光跟踪仪测量,通过3组试验对并联调姿平台的控制精度进行分析。
(1)控制并联调姿平台运动到指定位姿,检测实际位姿与理论位姿之间误差,数据列入表1。
(2)控制并联调姿平台以最小步进量0.02mm运动,从零位沿z轴负向运动,直到0.1mm。通过激光跟踪仪实时测量某一固定靶标点坐标,以此来验证最小步进,测量数据列入表2。
(3)控制并联调姿平台沿直线运动(位姿指令从{0 0 0 0 0 0}到{80 10 0 0 0 0}),激光跟踪仪实时测量某一固定靶标点坐标,分析运动轨迹的直线度,如图7所示。
通过上述3组试验可得出:并联调姿平台位姿精度达到±0.02mm,能够实现的最小步进量是0.02mm,测量点到拟合直线的最大距离误差为0.01mm(由Spatial Analyzer软件拟合获取)。故并联调姿平台的综合控制精度为±0.02mm。
2 柔性对接试验研究
对接试验系统如图8所示,包括激光跟踪仪(API)、并联调姿平台(6UPS)、控制柜、力传感器、装配工装、固定平台、舱段类部件等。本文对接舱段直径为400mm,套接深度为30mm,配合间隙为0.12mm。
试验中激光跟踪仪测量装配工装上位姿测量特征点坐标,结合其理论坐标值,计算装配坐标系与测量坐标系之间的位姿转换矩阵。测量舱段对接面上位姿测量特征点坐标,通过坐标转换获取装配坐标系下对接面上位姿测量特征点坐标。基于罗德里格斯矩阵最小二乘法求解装配部件相对位姿,按自由曲线进行调姿路径规划,进而驱动并联调姿平台进行调姿,最终成功完成舱段的一次对接。对接过程中实时监测装配力,当某一方向力过载,则停止对接,需重新计算调姿。图9为实际获取激光跟踪仪测量点坐标可视化显示,自动录入柔性对接集成管控平台对话框,进而解算装配部件相对位姿。
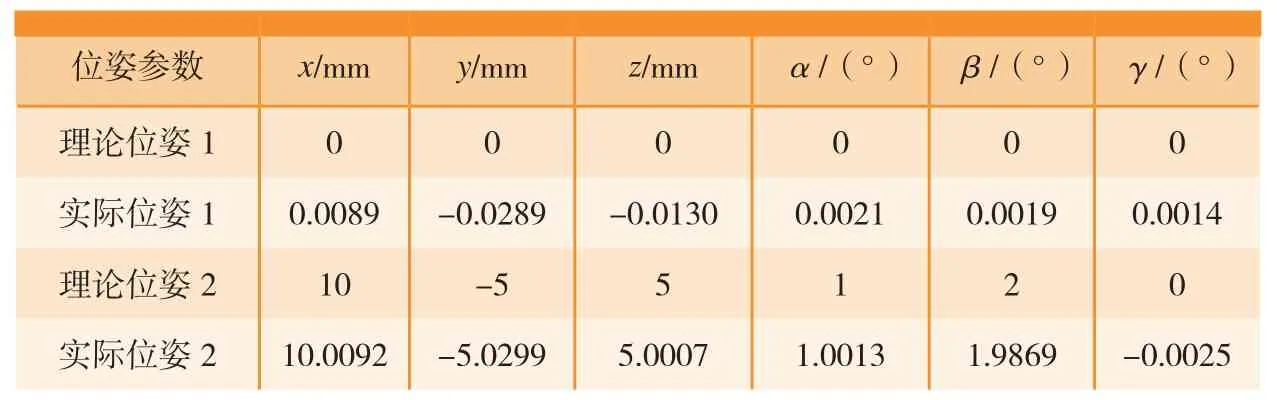
表1 理论位姿与实际位姿
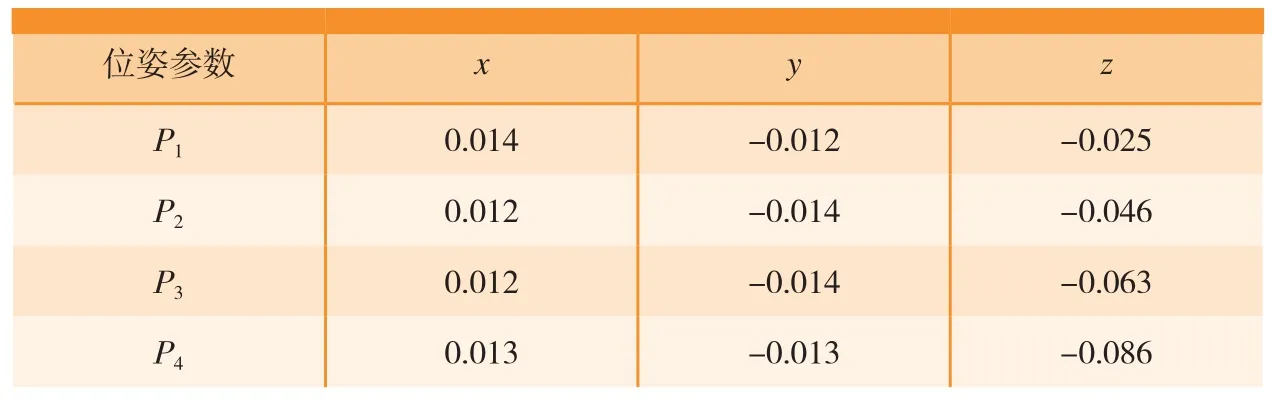
表2 沿z轴负向最小步进量运动测量数据 mm
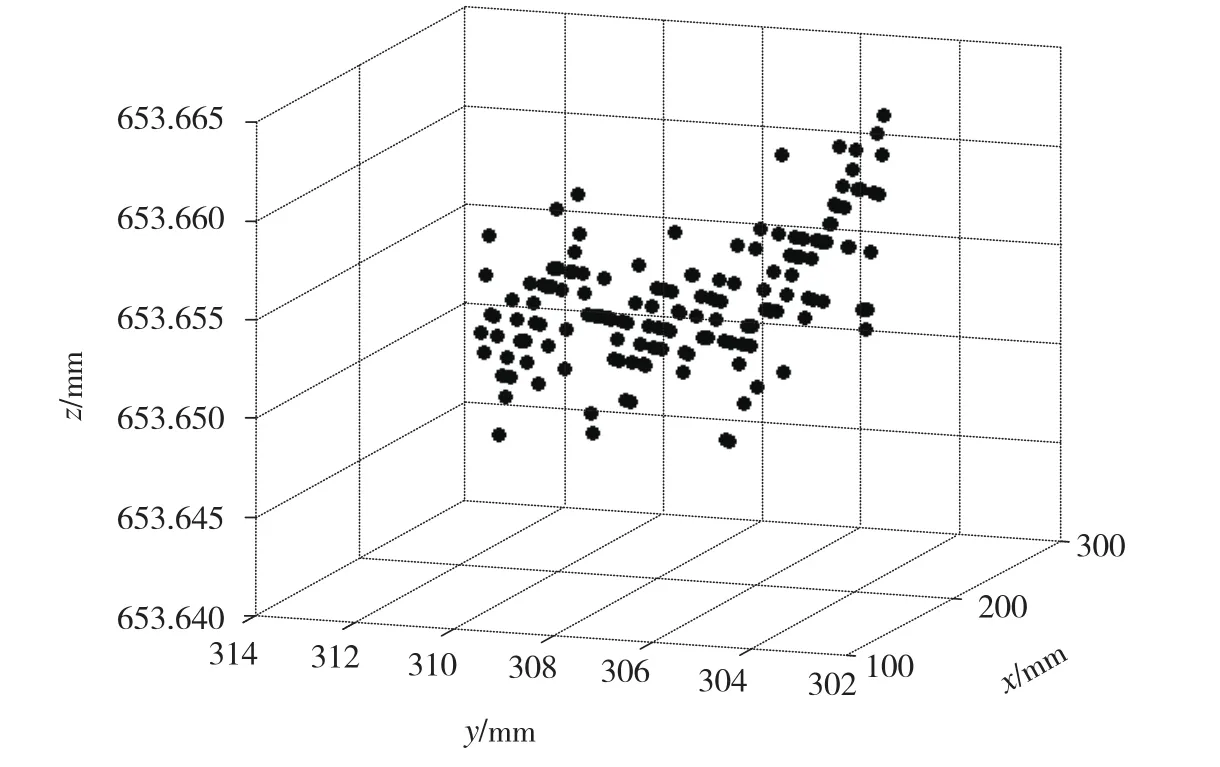
图7 直线运动固定靶标点测量数据Fig.7 Measurement data of fixed target point under linear motion
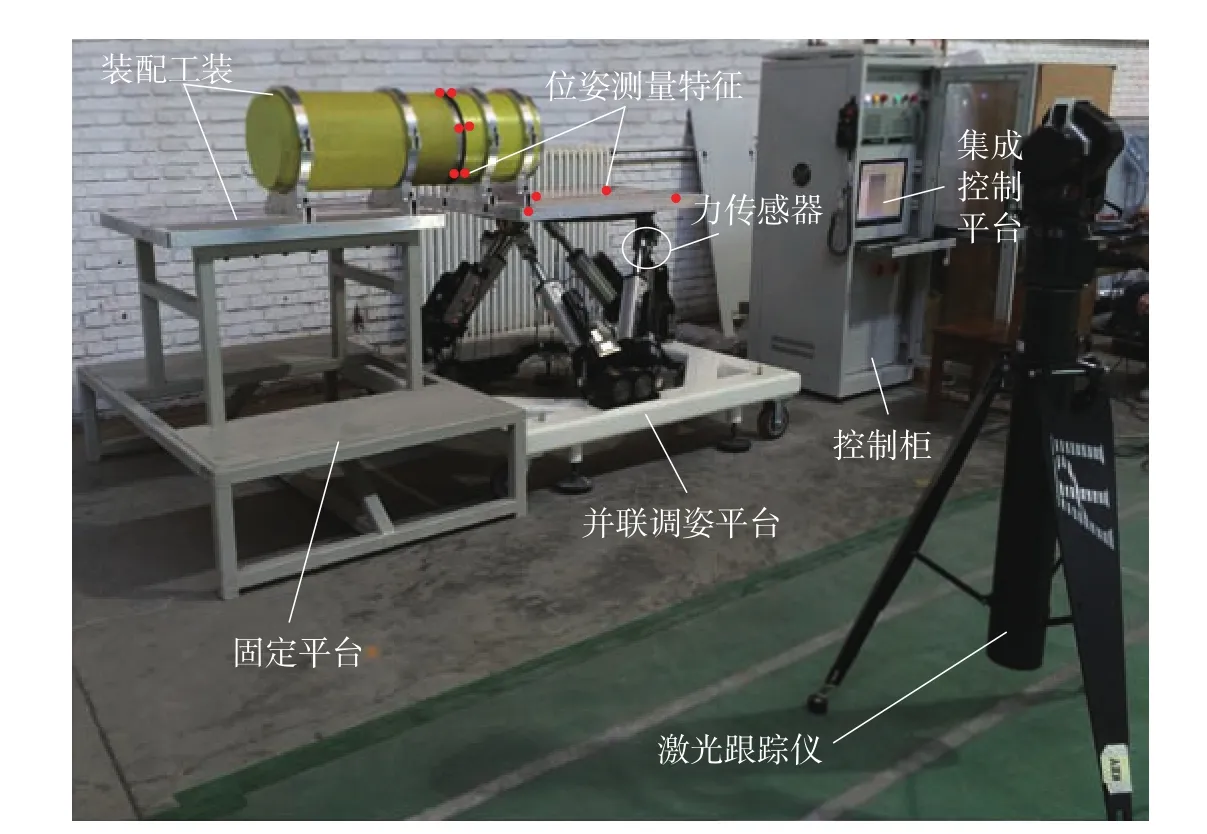
图8 基于数字量的舱段类部件柔性对接系统Fig.8 Digital flexible aligning system of cabin components
基于MFC架构并集成OCC可视化应用程序,在VS2010软件基础上实现用户操作界面、业务逻辑及核心算法的编程和调用。如图10所示为基于数字量的舱段类部件柔性对接集成管控平台,模型导航树支撑三维模型关联数据集合,通过业务操作区进行数据采集,解算目标位姿,驱动并联调姿平台快速运动进行对接,并实时监测装配力、当前位姿、杆长等对接状态。
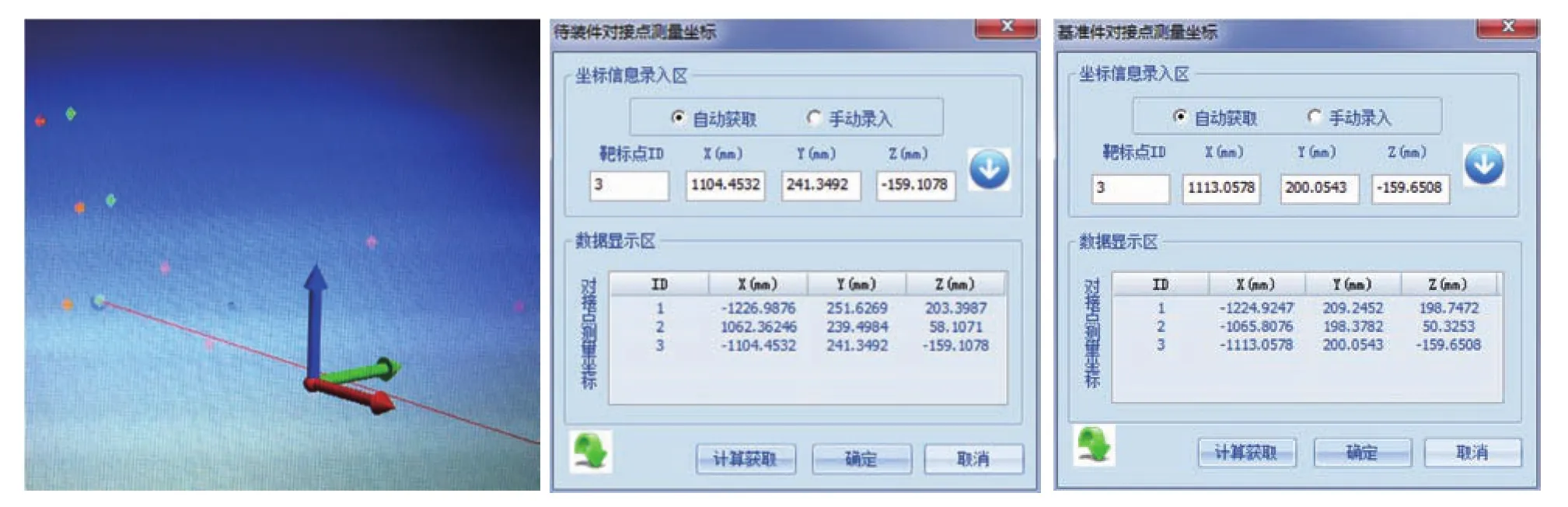
图9 自动获取测量点数据对话框界面Fig.9 Dialog interface of measurement point data by automatical acquisition
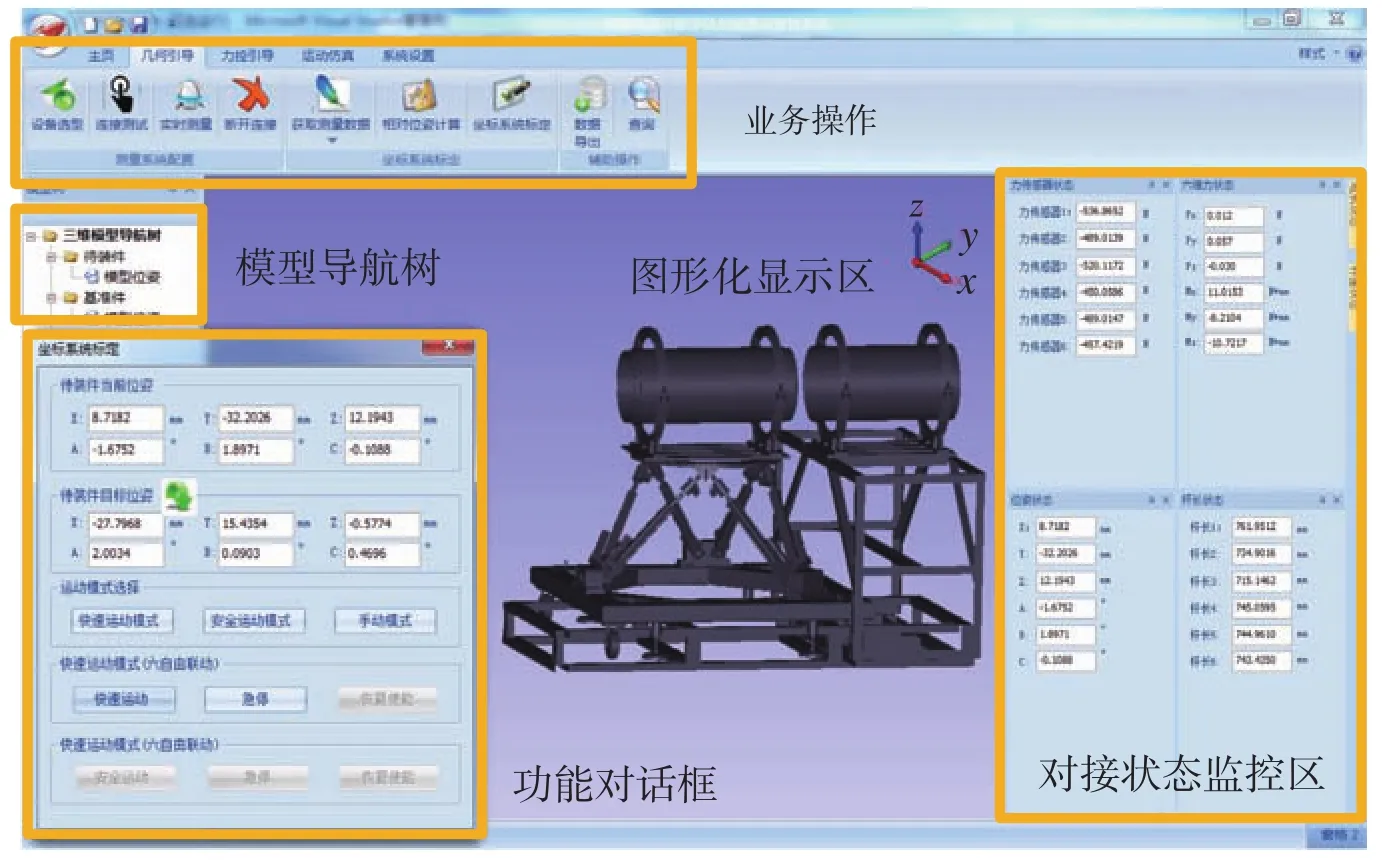
图10 基于数字量的舱段类部件柔性对接集成管控平台Fig.10 Integrated control platform of digital flexible aligning system for cabin components
结论
大型舱段类部件对接过程的数字化和柔性化能减少装配工作量,节省劳动力,并且能提高对接装配的精度和效率,是大型舱段类部件对接技术的发展趋势。本文研发了一套舱段类部件数字化柔性对接系统,采用并联调姿平台(6UPS)作为舱段类部件位姿调整平台,以数字化测量系统作为测量手段,集成管控平台作为可视化接口,实现舱段类部件的数字化柔性对接的技术集成。在柔性对接控制中,根据各个支腿上力传感器信息及并联调姿平台当前位姿,实时解算舱段间装配力,实现柔性对接中力过载保护。研究并设计了舱段对接试验,分析了并联调姿平台控制精度,证明了舱段类部件数字化柔性对接系统的有效性,满足大型舱段类部件柔性对接要求,提高了装配一致性,保证了产品与操作者的安全。
参 考 文 献
[1]梅中义, 黄超, 范玉青. 飞机数字化装配技术发展与展望[J]. 航空制造技术,2015(18): 32-37.MEI Zhongyi, HUANG Chao, FAN Yuqing.Development and prospect of the aircraft digital assembly technology[J]. Aeronautical Manufacturing Technology, 2015(18): 32-37.
[2]熊涛. 卫星自动对接技术研究[J].航空制造技术, 2011(22): 36-39.XIONG Tao. Automatic docking technology of satellite[J]. Aeronautical Manufacturing Technology, 2011(22): 36-39.
[3]CHEN Z H, DU F Z, TANG X Q. A framework of measurement assisted assembly for wing-fuselage alignment based on key measurement characteristics[J]. International Journal of Manufacturing Research, 2015,10(2):107-128.
[4]邱宝贵, 蒋君侠, 毕运波, 等. 大型飞机机身调姿与对接试验系统研究[J]. 航空学报, 2011, 32(5): 908-919.QIU Baoguo, JIANG Junxia, BI Yunbo, et al. Posture alignment and joining test system for large aircraft fuselages[J]. Acta Aeronautica et Astronautica Sinica, 2011, 32(5): 908-919.
[5]MATTHIAS V, RAINER M. Versatile assembly systems for large components on the example of the aircraft structure assembly[J].Applied Mechanics and Materials, 2014, 490-491: 676-681.
[6]杜福洲, 陈哲涵. 测量驱动的飞机部件数字化对接系统实现技术研究[J]. 航空制造技术,2011(17): 52-55.DU Fuzhou, CHEN Zhehan. Research on implementation technology of measurement driven aircraft sub-assembly digital joining system[J].Aeronautical Manufacturing technology,2011(17): 52-55.
[7]MEI Z Y, MAROPOULOS P G. Review of the application of flexible, measurement-assisted assembly technology in aircraft manufacturing[J].Proceedings of the Institution of Mecharnical Engineers, Part B: Journal of Engineering Manufacture, 2014,228(10): 1185-1197.
[8]MOSQUEIRA G, APETZ J,SANTOS K M, et al. Analysis of the indoor GPS system as feedback for the robotic alignment of fuselages using radar measurements as comparison[J]. Robotics and Computer-Integrated Manufacturing, 2012, 28(6): 700-709.
[9]易旺民, 段碧文, 高峰, 等. 大型舱段装配中的水平对接技术[J]. 计算机集成制造系统, 2015, 21(9): 2354-2359.YI Wangmin, DUAN Biwen, GAO Feng,et al. Level docking technology in large cabin assembly[J]. Computer Integrated Manufacturing Systems, 2015, 21(9): 2354-2359.
[10]XU Y, YUAN J, ZHAO J, et al.Robust attitude control and simulation of a Stewart spacecraft[C]. Control and Decision Conference(CCDC 2015), Qingdao, 2015: 477-482.
[11]LOCHTE C, DIETRICH F, RAATZ A. A parallel kinematic concept targeting at more accurate assembly of aircraft sections[J].Intelligent Robotics and Applications, 2011,71(1): 142-151.
[12]罗芳, 邹方, 周万勇.飞机大部件对接中的位姿计算方法[J]. 航空制造技术,2011(3): 91-94.LUO Fang, ZOU Fang, ZHOU Wanyong.Posture calculating algorithm in large aircraft component butt[J]. Aeronautical Manufacturing Technology, 2011(3): 91-94.
[13]耿明超, 赵铁石, 王唱, 等. 基于拟Newton法的并联机构位置正解[J]. 机械工程学报, 2015, 51(9):28-36.GENG Mingchao, ZHAO Tieshi, WANG Chang, et al. Direct position analysis of parallel mechanism based on quasi-newton method[J].Journal of Mechanical Engineering, 2015,51(9):28-36.
[14]卫月娥, 张成立, 孟伟, 等. 面向航天器装配的机械臂柔性力控研究[J]. 航空制造技术, 2014(21): 147-152.WEI Yuee, ZHANG Chengli, MENG Wei,et al. Study on flexible force control on robot arm for spacecraft assembly[J]. Aeronautical Manufacturing Technology, 2014(21): 147-152.
猜你喜欢
光学精密工程(2022年22期)2022-11-28
现代制造技术与装备(2022年1期)2022-02-21
国际太空(2021年8期)2021-11-05
中国科技纵横(2020年5期)2020-06-29
浙江海洋大学学报(自然科学版)(2020年5期)2020-06-19
制造技术与机床(2019年10期)2019-10-26
电子技术与软件工程(2019年6期)2019-04-26
制造技术与机床(2019年4期)2019-04-04
现代制造技术与装备(2018年10期)2018-11-15
汽车科技(2014年3期)2014-08-02