
钛合金结构干涉配合铆接疲劳试验研究*
2017-05-16 01:48:35陈允全曹增强秦龙刚陈丽丽
航空制造技术 2017年4期
陈允全 ,曹增强 ,秦龙刚 , 陈丽丽 ,严 厉
(1. 中航工业成都飞机工业(集团)有限公司,成都 610000;2. 西北工业大学机电学院,西安 710072)
干涉配合是在不增加结构重量及不改变结构形式的情况下,通过紧固件和紧固件孔之间形成一定干涉,从而在孔周形成径向压应力,使孔边缘处应力变化的幅度显著降低,推迟疲劳裂纹的产生,从而提高疲劳寿命[1-2]。铆接是飞机结构最主要的连接方法,铆接质量对飞机结构强度和寿命有极大影响。干涉配合铆接已在飞机制造中广泛应用,可取得很好的疲劳寿命增益[3-4]。但我国目前在飞机制造中的干涉配合铆接工艺只限于铝合金结构,航标HB/Z223.4-2004制定了半冠状铆钉、平锥头铆钉的干涉配合铆接工艺规范[5],但该规范只针对铝合金结构。钛合金的优异性能使其在先进飞机制造在应用的比例越来越大,钛合金的优异性能使得其在先进飞机制造中的应用比例越来越大[6],如一架A380的钛合金用量达46t[7]。钛合金结构和钛合金铆钉在我国新型飞机结构中也已广泛应用,但钛合金结构的干涉配合铆接目前在我国还是一个空白。作者针对某型机的实际结构(TC4钛合金和钛铌铆钉)对其干涉配合铆接工艺进行了研究[8]。本文对钛合金结构干涉配合铆接的疲劳性能进行了系统研究,为钛合金结构干涉配合铆接工艺的应用提供了理论依据。
1 试验设计
1.1 试验条件
为分析钛合金结构干涉配合铆接的疲劳寿命增益,需要对比普通铆接和干涉配合铆接的疲劳性能。影响疲劳性能的因素较多,如工艺参数、应力水平、接头形式及应力比等。文献[4]已对钛合金结构干涉配合铆接工艺参数进行了系统研究,提出夹层材料为TC4,铆钉为钛铌铆钉的结构,其钉孔间隙可以选择0.08mm左右,铆钉外伸量建议1.2~1.3d(d为铆钉杆直径),能够形成的干涉量在0.6%~0.9%。因此疲劳试件的铆接工艺参数参照以上研究结果。
干涉配合连接在孔周径向形成压应力,在轴向形成拉应力。压应力可以降低应力幅值从而延缓疲劳裂纹的产生,提高疲劳寿命,而拉应力的提高却会降低疲劳寿命。最大拉应力的提高与应力幅值降低是一对互相矛盾的因素。一般来说,应力水平越高,最大拉应力提高对应力幅值降低的抵消作用越明显,即应力水平提高时强化的疲劳增益会下降。因而干涉配合连接用于中等应力水平或中等以下应力水平的情况的疲劳寿命增益最显著。参考文献[1]显示,多数金属材料的疲劳极限是静强度的30%~67%。综合考虑试验成本、研究目的等,本试验选择了3种应力水平:67%、60%和50%。
试验采用INSTRON-K8801伺服液压疲劳试验机,静载荷精度为0.5%;动载荷精度<±3.0%;准直度B<0.5%;载荷比为循环载荷中的最小值与最大值之比,本试验采用高载传递接头,载荷比取 0.1;载荷按正弦波恒幅加载;试验环境为空气,温度为15~25℃。
按照强化试件疲劳试验有关规范[5],加载的频率一般小于20Hz或试件温度不超过60°的规定,本次试验首先试加载的频率为20Hz,试验过程发现由于钛合金材料散热性差,试件温度超过60°,最终选择15Hz的频率。
1.2 试件设计
试件的设计参考文献[9],试件接头采用双钉单剪形式,试件接头形式如图1所示。该试件应与接头试件的轧制方向相同。试件材料为TC4-M钛板,铆钉为钛铌铆钉。
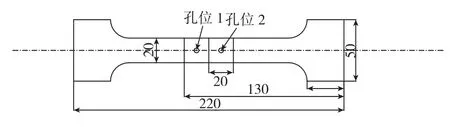
图1 疲劳试件Fig.1 Fatigue test piece
2 试验结果及分析
2.1 普通铆接和干涉配合铆接的疲劳强度对比
图2和图3分别为半圆头3.5mm和4mm铆钉的试验结果。试验发现,破坏形式均为钉断。这是由于钛铌合金和TC4钛合金的强度相差较大。钛铌合金的屈服强度仅有414MPa,抗拉伸强度为448MPa,而TC4钛合金的屈服强度为900MPa,抗拉伸强度为950MPa。材料的疲劳极限与材料的静强度之间有一定的近似关系,一般材料的屈服极限及强度极限越大,其疲劳极限也越大。在相同交变载荷下,铆钉更容易发生疲劳破坏。3.5mm和4mm铆钉的干涉配合铆接疲劳寿命提高的幅度分别为16.2%和23.2%。
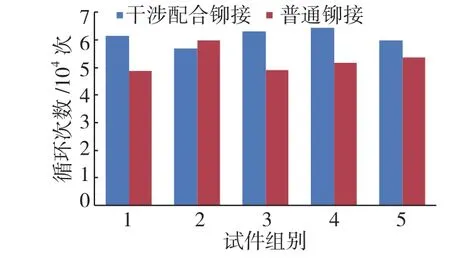
图2 3.5mm 半圆头铆钉疲劳试验对比Fig.2 3.5mm semi round head rivet fatigue comparison
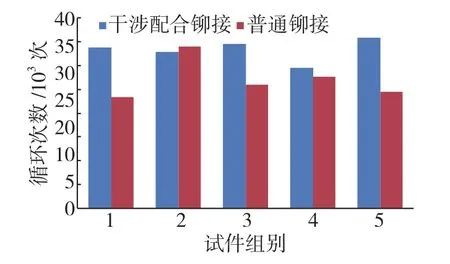
图3 4mm 半圆头铆钉疲劳试验对比Fig.3 4mm semi round head rivet fatigue comparison
图4为半圆头铆钉60%应力水平下疲劳对比试验结果。试件的破坏形式仍然为钉断,干涉配合铆接疲劳寿命提高的幅度为51.2%,图5、图6分别对应于图4中不同铆接性质的试件断裂图。
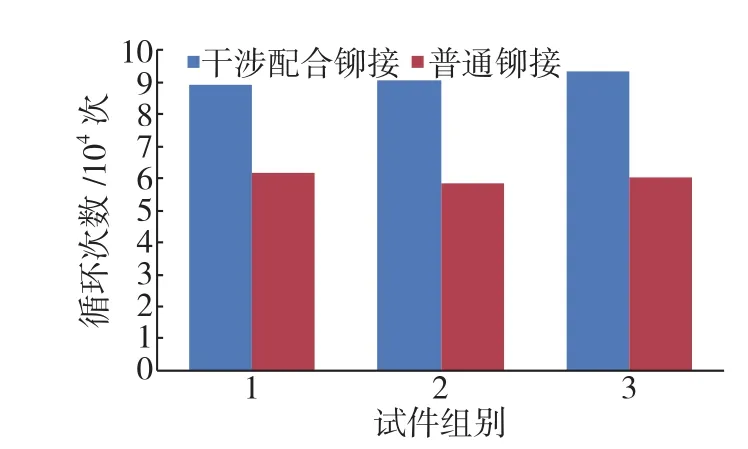
图4 半圆头铆钉60%应力水平下疲劳对比试验结果Fig.4 Comparison results of semi round head rivet fatigue test with 60% stress level

图5 普通铆接疲劳试验典型破坏模式—钉断Fig.5 Typical failure mode of general riveting fatigue test-nail broken
图7为沉头铆钉60%应力水平疲劳对比试验结果。可以看出,试件的破坏形式包括板断和钉断两种。这是由于尽管钛合金板强度远大于钛铌铆钉,但由于锪窝削弱了板的强度,导致出现板先破坏的情况。另外,可以看到普通铆接时,主要破坏形式为板断,而干涉配合铆接的主要破坏形式为钉断,说明干涉配合对板有一定程度的强化。试验表明干涉配合提高疲劳寿命53.8%,图8、图9分别对应于图7中不同铆接性质的试件断裂图。
图10为半圆头铆钉50%应力水平的疲劳试验对比结果,其中干涉配合有两种夹层厚度。试验表明干涉配合提高疲劳寿命分别为64.7%和87.8%,图11、图12分别对应于图10中不同铆接性质的试件断裂图。
2.2 不同钉孔间隙干涉配合铆接疲劳强度对比

图6 干涉配合疲劳试验典型破坏模式—钉断Fig.6 Typical failure mode of interference fit fatigue test-nail broken
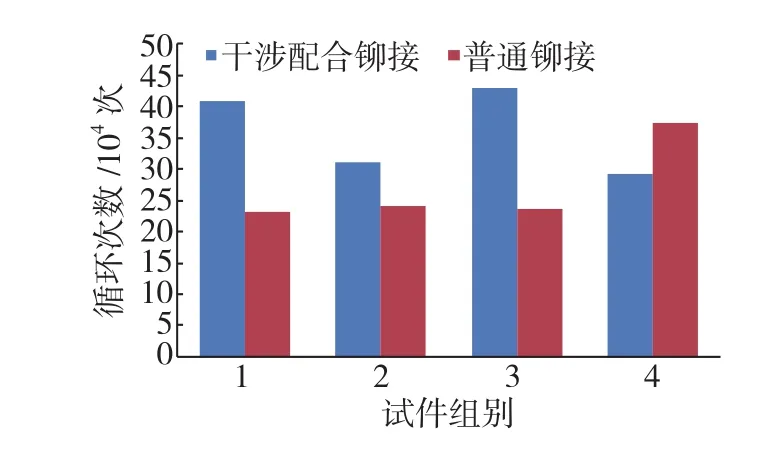
图7 沉头铆钉疲劳试验结果Fig.7 Fatigue test results of countersunk rivet
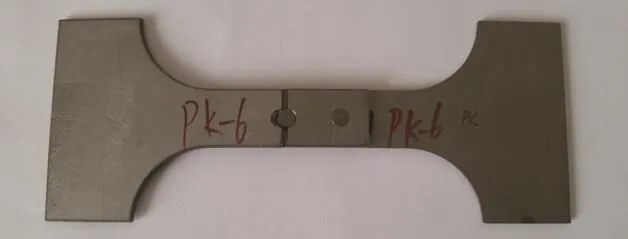
图8 普通铆接疲劳试验典型破坏模式—板断Fig.8 Typical failure mode of general riveting fatigue test-plate broken
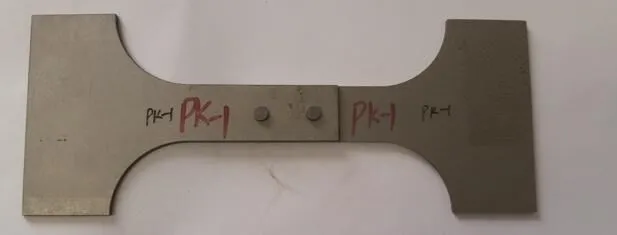
图9 干涉配合疲劳试验典型破坏模式—钉断Fig.9 Typical failure mode of interference-fit fatigue test-nail broken
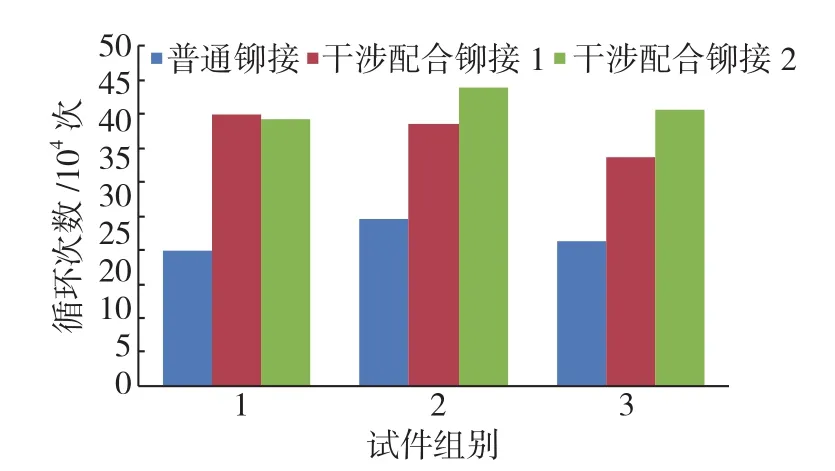
图10 半圆头铆钉5%应力水平的疲劳试验对比结果Fig.10 Comporison results of semi round head rivet fatigue test with 5% stress level
图11 普通铆接疲劳试验破坏形式—板断Fig.11 Failure mode of general riveting fatigue test-plate broken

图12 干涉配合疲劳试验破坏形式—钉断Fig.12 Failure mode of interference-fit fatigue test-nail broken
影响干涉配合疲劳寿命的重要因素之一是干涉量。一般干涉配合连接均有一个最佳干涉量范围[10],而影响干涉量的主要因素是钉孔间隙。本研究面对的实际工艺条件是TC4钛合金板和钛铌铆钉,由于两者强度相差较大,实际铆接表明很难形成大于1%的干涉量,无法达到其最佳干涉量。为研究钉孔间隙对疲劳寿命的影响,研究选用了3种典型钉孔间隙:0.05mm、0.08mm、0.13mm。图13和图14为两种规格铆钉不同钉孔间隙的疲劳试验结果。可以看出,钉孔间隙对疲劳寿命有较大影响,0.08mm的钉孔间隙疲劳寿命最高。
3 结论
综合试验结果可以得到以下结论:
(1) 对钛合金结构实施干涉配合铆接可以提高接头疲劳寿命。
(2) 对于钛合金结构干涉配合铆接接头,随着加载应力水平的降低,疲劳增益更明显;

图13 3.5mm半圆头铆钉不同钉孔间隙疲劳试验数据Fig.13 3.5mm semi round head rivet different clearance fatigue test data
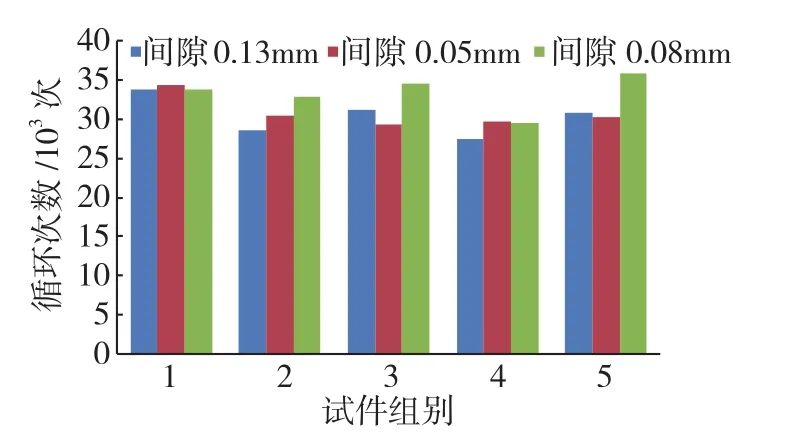
图14 4mm半圆头铆钉不同钉孔间隙疲劳试验数据Fig.14 4mm semi round head rivet different clearance fatigue test data
(3) 钉孔间隙对疲劳寿命有较大影响,选取钛铌铆钉的TC4钛合金结构的最佳钉孔间隙为0.08mm左右。
参考文献
[1] 中国航空科学技术研究院.飞机结构抗疲劳-断裂强化工艺手册[M].北京:航空工业出版社,1993:30.
Chinese Aeronautical Science and Techndogy Establishment.Handbook of fatigue life enhancement technique of aircraft structures[M].Beijing: Aviation Industry Press, 1993:30.
[2] CHAKHERLOU T N, ABAZADEH B. Investigating clamping force variations in Al2024-T3 interference fitted bolted joints under static and cyclic loading[J]. Materials and Design, 2012, 37: 128-136.
[3] DUPRAT, CAMPASSENS D,BALZANO M,et al. Fatigue life prediction of interference fit fastener and cold worked holes[J].International Journal of Fatigue, 1996(18):515-521.
[4] CHAKHERLOU T N, MIRZAJANZADEHA M, ABAZADEH B,et al. An investigation about interference fit effect on improving fatigue life of a holed single plate in joints[J]. European Journal of Mechanics A/Solids,2010, 29(4): 675-682.
[5] 国防科学技术委员会.飞机装配工艺,半冠状铆钉、平锥头铆钉的干涉配合铆接[S],HB/Z223.4-2004, 2004,9.1
Committee on Science and technology for national defense. Half a Crown-shaped rivets, interference-fit riveting of the flat taper head rivet,HB/Z223.4-2004, 2004,9.1
[6] 刘奇先,刘杨,高凯. 钛合金的研究进展与应用[J]. 航天制造技术,2011(4): 45-48.
LIU Qixian, LIU Yang, GAO Kai. Research progress and application of titanium alloys[J]. Aerospace Manufacturing Technologies, 2011(4): 45-48.
[7] 黄张洪,曲恒磊,邓超,等. 航空用钛及钛合金的发展及应用[J]. 材料导报, 2011(25): 102-107.
HUANG Zhanghong, QU henglei, DENG Chao, et al. Development and application of titanium and titanium alloy for use in aircraft[J].Materials review, 2011(25): 102-107.
[8] 方俊,曹增强,陈允全,等.钛合金结构干涉配合铆接工艺研究[J].航空制造技术, 2015(10):66-69.
FANG Jun, CAO Zengqiang, CHEN Yunquan, et al. Interferencefit riveting of titanium alloy structure[J]. Aeronautical Manufacturing Technology, 2015(10): 66-69.
[9] 中国航空科学技术研究院.飞机结构抗疲劳-断裂强化设计工艺手册[M].北京:航空工业出社, 1993:180-186.
Chnese Aeronautical Science and Techndogy Establishment.Handbook of fatigue life enhancement technique of aircraft structures[M].Beijing: Aviation Industry Press, 1993:180-186.
[10] 郭兰中,刑文珍. 干涉配合最佳干涉量初探[J]. 新技术新工艺,2000( 1): 14-16.
GUO Lanzhong, XING Wenzhen. Study on interference-fit best interference [J]. New Technology, 2000 (1): 14-16.
猜你喜欢
小学生学习指导(高年级)(2023年10期)2023-10-28 09:00:46
小资CHIC!ELEGANCE(2022年3期)2022-01-11 23:23:31
孩子(2021年1期)2021-01-27 02:24:03
装备制造技术(2020年2期)2020-12-14 03:09:30
小学生学习指导(高年级)(2018年10期)2018-10-10 01:01:50
中国自行车(2018年8期)2018-09-26 06:53:32
中等数学(2018年6期)2018-08-02 02:07:22
四川冶金(2017年6期)2017-09-21 00:52:30
工业设计(2016年8期)2016-04-16 02:43:37
当代化工研究(2016年9期)2016-03-20 16:22:18
