
CAP1400汽轮机低压转子锻件超声检测分析
2017-05-15 03:24黄巍
大型铸锻件 2017年3期
黄 巍
(东方汽轮机有限公司,四川618000)
标 准 化
CAP1400汽轮机低压转子锻件超声检测分析
黄 巍
(东方汽轮机有限公司,四川618000)
针对CAP1400汽轮机低压焊接转子锻件超声检测要求与行业标准要求进行对比分析,并提出了具体的检测程序,明确了相关技术参数和扫查要求。
CAP1400;转子锻件;超声检测
1 CAP1400转子锻件检测背景
石岛湾CAP1400型压水堆核电机组是我国在引进第三代先进核电AP1000非能动技术的基础上,通过消化、吸收再创新开发出具有我国自主知识产权,具有更大功率的非能动大型先进压水堆核电机组。而转子作为机组汽轮机的核心关键部件,承担着工质能量转换及扭矩传递的重任。由于该机型功率达1400 MW,低压转子重达250 t,对生产设备和技术要求很高。目前世界上仅有几家大公司能够生产这种转子,产能较低,生产进度无法满足我国电站建设快速发展的需要,加之国内尚不具备此方面生产技术能力。故该机组转子采用焊接形式,相对于传统的整锻转子具有强度高,相对重量轻,结构紧凑,刚度大,材料利用率高等优点,解决了优质大锻件的供货难问题,同时缩短了制造周期。
2 CAP1400低压转子锻件结构
CAP1400汽轮机低压焊接转子由我公司自主设计研发,为六段五焊缝结构,焊接完成后长约14 m,重达250 t左右。转子锻件主要有轴头和轮盘两种形式,其中轴头长约4.5 m,重约64 t;最大轮盘直径约3.2 m,重约42 t。根据材料技术规范要求,转子分为焊接坡口区、叶片装配区及其他区域3个部分,锻件分区图如图1所示。
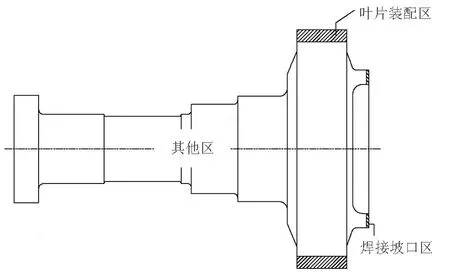
(a)转子轴头分区
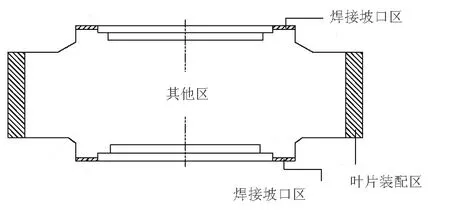
(b)转子轮盘分区
3 转子锻件技术要求对比分析
通过对比CAP1400锻件技术标准与国内同行业产品转子锻件技术条件发现,其超声检测要求远高于国内行业标准要求,同时CAP1400转子锻件不同区域的结构功能不同,检测灵敏度和验收要求也不尽相同,相比之下更为科学合理。
3.1 缺陷定义
在超声检测缺陷定义方面,相比JB行业标准(如JB/T 1581、JB/T 1582),在密集缺陷的定义上CAP1400低压转子锻件技术规范(MS2604F)增加了成组缺陷的规定,即在边长为50 mm的立方体内少于5个的显示则为成组缺陷。其他如,单个分散缺陷、游动缺陷、密集缺陷等的定义是相同的。
3.2 检测灵敏度
CAP1400锻件因结构原因相比一般整锻转子增加了焊接坡口区,因此主要从叶片装配区和其他区域进行对比。从检测灵敏度来看,JB行业标准(如JB/T 8707、JB/T 7027)对转子不同功能区域采用了相同的检测灵敏度,规定小于∅1.6 mm平底孔当量(FBH)的单个缺陷不计,密集缺陷下限当量为∅1.2 mm,可理解为其检测灵敏度为∅1.2 mm FBH。JB行业标准与CAP1400锻件技术标准超声检测灵敏度对比见表1。从表1可见,在转子焊接制造和机组运行的关键区域,MS2604F要求远高于JB规范,在大锻件的一般区域则JB标准较高。
3.3 验收指标
JB行业标准与MS2604F在超声检测验收指标方面相比较,底波衰减、游动信号等要求相同,主要差别在于不同区域的单个和密集缺陷的验收,对比如表2所示。
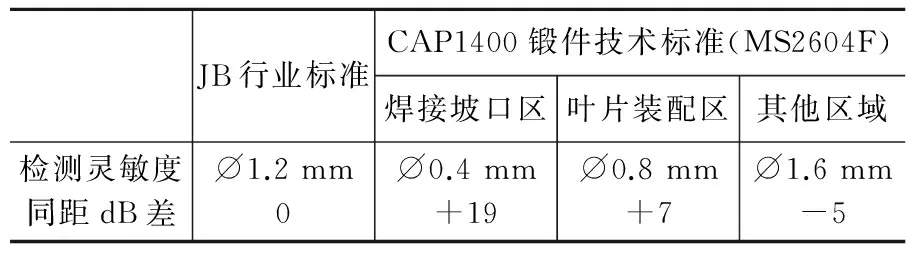
表1 JB行业标准与CAP1400锻件技术标准超声检测灵敏度对比Table 1 Comparison of ultrasonic test sensitivity between JB industry standard and CAP1400 forging technology standards

表2 JB行业标准与CAP1400锻件技术标准超声检测验收差异对比Table 2 Comparison of ultrasonic test acceptance between JB industry standard and CAP1400 forging technology standards
通过对比,JB行业标准仅在密集缺陷的验收方面,根据转子锻件功能区的不同,略有差异。而MS2604F则对不同区域不同缺陷的验收要求更为细致,且均高于JB行业标准。
4 检测程序
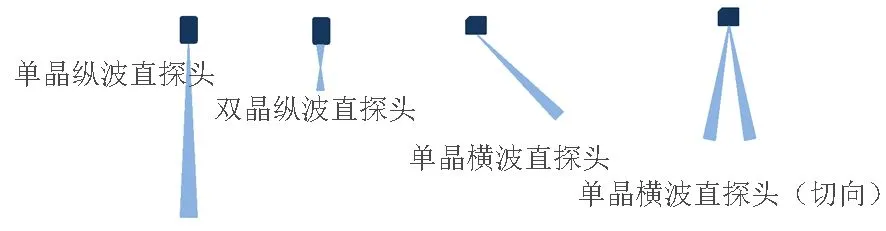
为确保检验要求,满足焊接制造和安全运行要求,CAP1400转子锻件的超声检测应采用多种探头从多个方向进行检测。对于转子锻件不同功能区域检测灵敏度设定,推荐使用探头的AVG曲线图进行调节,以达到标准规定的检测灵敏度。
4.1 单晶纵波直探头检测
对于转子锻件整体而言,基本的检测是应采用单晶纵波直探头从锻件的轴向和径向进行检测,且宜选取4 MHz~5 MHz频率探头(如GE制B4S)。但在性能热处理前,因锻件组织晶粒粗大,可采用2 MHz探头进行检测,此时检测不作为验收的必要条件,可将实际MDDS作为检测灵敏度,并进行报告。
4.2 单晶横波斜探头检测
对于转子锻件尤其是叶片装配区,应采用单晶横波斜探头,从顺时针和逆时针两个方向进行切向扫查,推荐选用45°单晶纵波斜探头(如GE制WB45-2E),扫查的有效深度H可按下述公式计算获得:
H=R-sinβ
式中,H为切向扫查有效深度;R为检测处锻件外圆半径;β为超声波探头入射角。
4.3 双晶纵波直探头检测
对于转子锻件焊接坡口区和叶片装配区,还应采用双晶纵波直探头(如GE制SEB4E)进行扫查,以确保检出近表面缺陷,从而避免影响后续制造加工。
4.4 其他检测
对直径变化的倒“R”部位应采用2个角度单晶横波斜探头(45°和60°)分别在锻件直径变化倒“R”部位两侧以下的区域进行轴向扫查,并采用双晶纵波直探头对“R”部位进行轴向扫查。
对距轴颈表面50 mm以内的区域应增加采用双晶纵波直探头或70°斜探头进行扫查。
另外,还需在锻件最大直径处选择一个无缺陷的部位用2.25 MHz(或2.5 MHz)和5 MHz的探头分别测量材料的衰减情况并提供材料的衰减数据,最大允许衰减值为3 dB。锻件超声波扫查示意图如图2所示。
(a)探头扫查

(b)轴头扫查

(c)轮盘扫查
5 结束语
目前CAP1400项目1#机组汽轮机低压转子锻件均从国外进口,我公司进行焊接制造,锻件产品的制造检验模式多以见证方式进行,为确保产品质量符合制造要求,我们与国外锻件供应商进行多次交流,制定了双方共同认可的检测方案,并成功应用于产品制造。
建成压水堆重大专项CAP1400示范工程核电站,是我国三代核电技术自主创新的标志,并已列入国家发改委调整后的《核电中长期发展规划》。根据国家核电技术公司重大专项办公室组织检查评估专家组指导意见,在示范项目2#机组制造中将采用国内大型锻件供应商转子锻件产品,本文对锻件检测的分析和程序可作为后续锻件国产化制造检验的重要参考和执行依据。
[1] 《超声波探伤》编写组.超声波探伤[M].北京:机械工业出版社,1995.
编辑 杜青泉
Ultrasonic Test Analysis on Low Pressure Rotor Forgings of CAP1400 Steam Turbine
Huang Wei
By comparing UT requirements and industry standard requirements of low pressure welding rotor forging of CAP1400 steam turbine, the detailed test procedure has been brought out and the relevant technical parameters and scanning requirements has been defined clearly.
CAP1400; rotor forging; ultrasonic test
2016—10—08
黄巍(1975—),男,本科,工程师,主要从事无损检测工作。
TG115.28+5
B
猜你喜欢
矿产与地质(2022年2期)2022-09-06
设备管理与维修(2021年17期)2021-11-02
中国特种设备安全(2019年1期)2019-03-13
中国科技信息(2016年19期)2016-10-25
中国科技信息(2016年6期)2016-08-31
无损检测(2016年8期)2016-08-30
陶瓷学报(2015年4期)2015-12-17
中国科技信息(2015年24期)2015-11-07
中国科技信息(2015年23期)2015-11-07
浙江大学学报(工学版)(2015年6期)2015-03-01
