
新型锁键螺套在树脂基复合材料上的应用研究
2017-05-15 12:50周洪飞梁恒亮张国清
航空制造技术 2017年6期
周洪飞 , 梁恒亮 , 张国清 , 刘 宇
(1.中航复合材料有限责任公司,北京 101300;2.中国航发沈阳发动机研究所, 沈阳110015)
树脂基复合材料因其具有密度低、比强度高、比刚度大、抗疲劳、耐腐蚀、耐久性、抗振等其他传统材料无法实现的优异功能特性,尤其是可设计性,使得结构形式更加灵活,极大地提高了使用效能,同时降低了维护成本,增加了未来发展的潜力和空间。其中先进航空发动机为了进一步达到结构减重与降低综合成本的目的,树脂基复合材料用量也在不断增长。而树脂基复合材料机匣作为航空发动机上尺寸较大的构件对结构减重起到了重要作用。在复合材料机匣的制造中,由于安装油路和管路需要,复合材料壳体上要安装大量的金属座结构件,金属座上与外部结构件连接的内孔螺纹为了提高连接强度、防止松动并能够反复拆卸使用,需镶嵌螺套进行加强和保护。
目前在航空航天领域的机械连接中,通常是采用钢丝螺套进行内螺纹的加强[1-4],已经在卫星、飞机、发动机和电子设备的金属结构的机械连接和维修中得到了比较广泛的应用[5-8],并且在复合材料上也已经逐步有了一些应用[9-10]。但在钢丝螺套的使用过程也暴露出了诸如下沉、脱落、安装效率低、拆卸困难、易损伤金属座内螺纹等问题,特别是在复合材料上装配和使用过程中存在损伤复合材料壳体的问题[11],影响了在复合材料结构上的使用。而国外为解决此问题,采用了一种新型的具有结构紧凑、安装方便、连接可靠、便于拆卸等特点的锁键螺套,可有效克服钢丝螺套的缺点和不足。
目前已经大量在发动机金属机匣的结构连接中应用这种锁键螺套,一定程度上取代了钢丝螺套。因此,借鉴国外的使用经验,在国内首次开展了树脂基复合材料结构上锁键螺套的应用研究,针对树脂基复合材料的特点提出了安全可靠的安装方案,并提供了具体的工艺方法和参数。安装效果表明锁键螺套可以满足树脂基复合材料结构的装配和使用要求,具有良好的推广应用价值。
1 锁键螺套特点
锁键螺套的结构形式为外螺纹中有铣削的键槽,一端呈扁平状嵌入键槽,其高度低于外螺纹牙高,不影响装配,称为阴键;另一端呈梯形,其高度稍微高于外螺纹牙高,可通过干涉镶嵌进入金属座内螺纹和锁键螺套外螺纹中,利用镶嵌时尺寸干涉进行锁紧,使螺套牢固镶嵌在机匣金属座螺孔内,可有效防止工件间转动。锁键螺套根据锁键的数量可分为双键、四键等不同种类,如图1所示。

图1 锁键螺套结构示意图Fig.1 Structure of key-locking insert
由于锁键螺套为内外均有螺纹且在外螺纹上安装销键的薄壁件,锁键硬度大于螺纹硬度,在外力作用下较容易发生镶嵌与螺纹干涉而锁紧,不易发生下沉、脱落。由于其可以采用机械载荷完成装配,故安装效率高,且质量一致性较好;同时销键到内螺纹壁厚薄,可采用扩孔磨削方式使之失效,所以拆卸较容易,无需像钢丝螺套采取人力抽剔方法,拆卸效率较高。此外,锁键螺套可对被损螺纹进行快速有效修复,应用在低强度的材料上能极大增加螺纹孔的强度,即修复内螺纹的同时增加外螺纹。
锁键螺套安装时,一般是通过导引装置将锁键螺套拧入金属座内螺纹孔内,并调节锁键螺套旋入螺孔的位置深度,然后通过施加外部冲击载荷将嵌键压入金属座内螺纹中。但锁键螺套安装时施加的冲压载荷导致装配区瞬间要承受高速高能的外部冲击力,容易引起装配区的复合材料壳体出现分层等缺陷。
2 锁键螺套的应用
锁键螺套在金属结构上使用时,外部载荷通过敲击施加。但在复合材料结构上使用时,由于敲击无法控制力度大小,力度大易引起复合材料分层;力度小则嵌键无法完全压入,导致安装失败。因此,在复合材料上应用时,参考钢丝螺套的安装方法,采用了气动载荷作为外部载荷[12],通过气动铆枪和平铆头配合导引器施加可控的冲压载荷,可以保证复合材料的安全,如图2所示。
在实际操作中,采用了从0.005MPa到0.1MPa的冲压载荷,均可以满足锁键螺套安装的外观和质量要求,如图3所示。如果载荷过小,嵌键会无法完全压入;载荷达到0.1MPa以上,在安装孔周边的复合材料壳体出现了分层缺陷。因此,在复合材料上安装锁键螺套控制冲压载荷的大小是保证安装质量的关键因素。在保证质量和工作效率的前提下,冲压载荷参数范围在0.01~0.05MPa之间比较适宜。
同时采用气动冲压安装锁键螺套的效率很高,其安装时间随载荷的升高而缩短,一般安装时间在10~20s之间,小于1个普通钢丝螺套50s左右的装配用时。
而在锁键螺套拆卸过程中,如图4所示,采用钻头将护套进行逐级扩孔的方法,以不同孔径合金钻头磨削到露出螺键,利用断牙取出器拧出失效螺套,之后用真空吸尘设备保证金属内螺纹孔无金属屑残留,使锁键的锁紧功能失效,再用断牙取出器取出毁坏的螺套[13-15],可以保证安装座内螺纹和复合材料壳体不损伤,拆卸相对比较方便、安全。
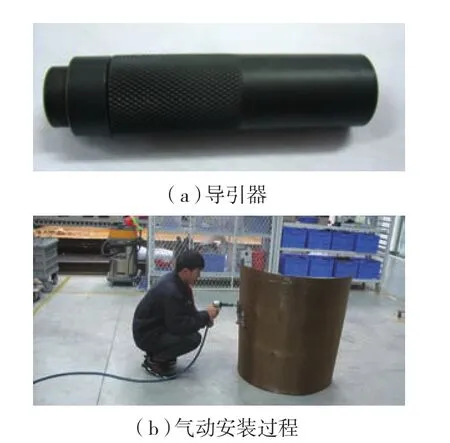
图2 锁键螺套在复合材料上气动安装示意图Fig.2 Pneumatic installation of key-locking insert in the composites

图3 安装在复合材料构件上的锁键螺套Fig.3 Key-locking insert in the composites component
安装在复合材料构件上的锁键螺套在使用中经受了振动、反复拆装等工况的考验,基本未出现使用问题,较好地解决了钢丝螺套使用过程中的质量问题。

图4 锁键螺套拆卸示意图Fig.4 Disassembly of removing of key-locking insert
3 结论
锁键螺套作为一种新型的紧固件,通过控制冲压载荷,配合导引装置,采用气动冲压工艺可以实现在树脂基复合材料结构上高效、安全的安装。具备了安装方便快捷、连接可靠、便于拆卸等特点,将来可以在树脂基复合材料构件上大量推广应用。
[1]谭锦皇,毛正荣,李军.钢丝螺套用于提高铝材螺纹联接强度的试验研究[J].铝加工, 2012(5):39-40.
TAN Jinhuang, MAO Zhengrong, LI Jun.Wire thread insert for improving joining strength of aluminum screw thread connection[J].Aluminium Fabrication, 2012(5):39-40.
[2]张惠清.钢丝螺套的连接强度及其正确选用[J].金城科技,1994(1):10-13.
ZHANG Huiqing.The connection strength of steel wire thread insert and correct selection[J].JingCheng Scientific and Technical, 1994(1):10-13.
[3]和平.新型内螺纹紧固件——钢丝螺套[J].航空维修与工程, 2006(1):62-63.
HE Ping.New type internal thread fasteners—steel wire thread insert[J].Aviation Maintenance & Engineering, 2006(1):62-63.
[4]尹垚, 沈国华.浅析几种新型螺纹紧固工艺[C]//2010年中国电子制造技术论坛论文集, 成都, 2010.
YIN Yao, SHEN Guohua.An analysis of several new thread fastening technology[C]//Chinese Electronic Manufacturing Technology Forum 2010,Chengdu, 2010.
[5]王梅芝.卫星总装中钢丝螺套装配工艺[J].航天器环境工程, 2008, 25 (6):598-600.
WANG Meizhi.The satellite assembly in steel screw assembly process[J].Spacecraft Environment Engineering, 2008, 25(6):598-600.
[6]刘秀利.钢丝螺套在电子设备中的应用及装配技术[J].机械, 2012, 39(S1):21-24.
LIU Xiuli.The technology of application & assembly for wire thread insert in the electronic equipment[J].Machinery, 2012, 39(S1):21-24.
[7]程日斌, 徐宁, 贾洪中, 等.一种新型内螺纹紧固件在直升机修理中的应用[C]//航空装备保障技术专题研讨会文集, 北京,2006.
CHENG Ribin, XU Ning, JIA Hongzhong, et al.A new type of thread fasteners in helicopter repair application[C]//The Seminar on Aviation Equipment Support Technology, Beijing, 2006.
[8]刘新锋.新型内螺纹紧固件在轧辊轴承箱上的应用[J].设备管理与维修, 2007(1):59.
LIU Xinfeng.Application of a new type of internal thread fasteners in the roll bearing box[J].Plant Maintenance Engineering, 2007(1):59.
[9]胡宝刚.复合材料结构件的机械连接工艺[J].导弹与航天运载技术, 1995(6):46-47.
HU Baogang.Composites structure mechanical connection technology[J].Missiles and Space Vehicles, 1995(6):46-47.
[10]刘风雷, 刘丹, 刘健光.复合材料结构用紧固件及机械连接技术[J].航空制造技术, 2012(1):102-104.
LIU Fenglei, LIU Dan, LIU Jianguang.Fastener and mechanical joining technology for composites structure[J].Aeronautical Manufacturing Technology, 2012(1):102-104.
[11]刘甲秋, 伊翠云.钢丝螺套在复合材料机械连接中的应用研究[J].纤维复合材料, 2015(2):34-36.
LIU Jiaqiu, YI Cuiyun.The application of steel wire lo sets in composite mechanicalconnection[J].Fiber Composites, 2015(2):34-36.
[12]徐小丰, 寇植达, 陈永光.一种钢丝螺套气动安装工具的设计及应用[J].汽车零部件, 2011(9):74-75.
XU Xiaofeng, KOU Zhida, CHEN Yongguang.Design and application of a type wire thread insert’s pneumatic erecting tool[J].Automobile Parts,2011(9):74-75.
[13]张庆军.螺纹紧固连接件的常用拆卸方法[J].工程机械与维修, 2002(5):136.
ZHANG Qingjun.The commonly used method of removing threaded fasteners[J].Construction Machinery & Maintenance, 2002(5):136.
[14]BLACK S.Advanced materials for aircraft interiors[J].High Performance Composites, 2006,14(6):24.
[15]ASSADI M D, BOAD C L, OSAWA T.True off set fastening[R].SAE Paper 2006-01-3170, 2006.
猜你喜欢
橡塑技术与装备(2022年1期)2022-01-20
中国金属通报(2021年13期)2021-11-12
轮胎工业(2020年4期)2020-03-01
制造技术与机床(2019年8期)2019-09-03
哈尔滨理工大学学报(2019年2期)2019-06-03
哈尔滨理工大学学报(2019年1期)2019-04-20
山东工业技术(2018年10期)2018-06-26
制造技术与机床(2017年11期)2017-12-18
中国新技术新产品(2015年19期)2015-09-02
橡胶工业(2015年5期)2015-08-29
