干式破鳞机在不锈钢热酸线的应用
2017-03-28 13:12亓萌
中国重型装备 2017年1期
亓 萌
(山东泰山钢铁集团有限公司,山东271100)
干式破鳞机在不锈钢热酸线的应用
亓 萌
(山东泰山钢铁集团有限公司,山东271100)
重点对不锈钢热退火酸洗线一弯一矫破鳞机进行介绍,通过对破鳞机在实际生产中暴露出的破鳞效果差的问题进行分析,对破鳞机相关设备及工艺进行优化,达到适应生产的目的。
破鳞机;压力量;破鳞张力
60万吨不锈钢热退火酸洗线生产200系、300系、400系及双相不锈钢产品,为后工序或客户提供合格的酸洗卷或商品卷,设计生产厚度为2.0 mm~12 mm,宽度≤1 600 mm,工艺段最大速度为80 m/min,全线工艺流程为开卷机→焊机→入口活套→退火段→破鳞段→抛丸段→酸洗段→平整段→出口活套→卷取机。
1 破鳞机设备介绍及工作原理
不锈钢热退火酸洗线破鳞机采用一弯一矫形式,为干式破鳞机组,设计最大张力为480 kN,设计最大速度为80 m/min,主要设备包括机架本体、转向辊装置、拉伸弯曲矫直辊组、喷吹装置和换辊装置,破鳞机简图见图1。对不锈钢酸洗的相关试验证明,如果没有破鳞矫直设备对带钢表面的氧化铁皮进行疏松处理,则不能直接通过酸洗去除带钢表面的氧化铁皮,因为不锈钢表面比较致密的氧化皮无法破裂疏松,酸液将无法进入氧化铁皮之间的缝隙形成酸洗反应,因此破鳞机在热退火线的作用至关重要。
破鳞机的工作原理是通过上下工作辊之间的错位和咬合,对带钢作用大弯曲形变而使氧化皮产生破裂、脱落,在提高酸洗线除鳞效果的同时改善带钢的平直度,提高整个酸洗线的效率及带钢质量,带钢破鳞效果见图2。
破鳞机进行除鳞处理时,通过破鳞机前后的张力辊组及上下工作辊的错位度使带钢产生一定的延伸率增强酸洗效果,因为带钢酸洗速度的快慢直接取决于带钢表面氧化皮的破碎程度,而一般随着延伸率的增大,带钢表面氧化皮的破碎程度会增加,因此破鳞效果也就越好,除鳞速度也就越高。但需注意的是过大的带钢延伸率不仅无助于破鳞效果的改善,反而会引起失衡的不均匀变形和局部瓢曲,使板形反趋恶化,需根据实际生产的带钢情况进行延伸率的控制。

图1 干式破鳞机组设备图
2 破鳞机设备的使用状况及调整
热退火酸洗线生产200系、300系不锈钢时投用退火炉,降低了带钢的屈服强度,经后续设备处理后板面质量和表面光洁度较好。但在生产400系不锈钢时经常出现板面不光亮现象,光亮度较差。生产400系不锈钢时不投用退火炉,经对破鳞机、抛丸机、酸洗工艺参数的对比分析及与同行业数据的对比分析发现破鳞机的拉伸张力及破鳞机工作辊的压下量存在工艺参数设计不合理的情况,破鳞机辊系控制精度较差,带钢延伸率较小,具体表现为:
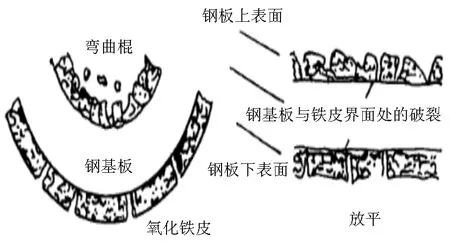
图2 带钢破鳞效果图
(1)工作辊压下参数即油缸压下位置较小,现使用的数据为:弯曲辊油缸压下位置80 mm~90 mm,矫直辊油缸压下位置90 mm~100 mm,压下数据设定原则为油缸活塞缸缩回时压下数据显示250 mm,活塞杆伸出压下带钢时数据显示逐渐变小。
(2)破鳞机设定的张力280 kN~350 kN基本固定不变,适用于厚度≤6 mm的200系、300系、400系的所有不锈钢产品。
(3)破鳞机支撑辊辊径差控制不合理,经检测同一根支撑辊辊径的最大偏差为0.5 mm,工作辊在受力情况下出现轻微弯曲现象,影响破鳞效果。
(4)破鳞机显示的延伸率在0.3%~0.7%间波动。
针对上述影响破鳞机效果的四个因素,对破鳞机的工艺数据、设备精度、本体设备逐一进行检修改善,合理使用工艺参数,充分发挥破鳞机的能力。
(1)修改工作辊油缸的压下参数,增加压下量。根据压下试验确认了辊系轴承的负载承受力,将弯曲辊油缸压下位置由80 mm~90 mm修改为70 mm~80 mm,矫直辊油缸压下位置由90 mm~100 mm修改为80 mm~90 mm。
(2)将破鳞机内的进出口两个转向辊往工作辊位置进行调整,在工作辊同等压下量状态下增大带钢的弯曲角度,提高破鳞效果。
(3)增加破鳞机张力,由280 kN~350 kN增加至350 kN~420 kN,并根据生产规格和钢种、延伸率确定张力值,如:304不锈钢带破鳞机张力选取380 kN~-400 kN,延伸率达1.1%~1.3%时破鳞效果较好。
(4)严格控制破鳞机支撑辊的辊径精度,同一根支撑辊辊径差小于±0.05 mm。
(5)做好破鳞机工作辊轴承的维护工作,根据张力、压下情况确定合理的轴承型号,保证运行效果。
3 调整后破鳞机使用效果
破鳞机整改完成后,热退火酸洗线在生产各钢种时的延伸率可达到1.0%~1.6%,生产400系不锈钢时效果明显,破鳞机本体产生的氧化铁皮粉尘增加明显,在抛丸机和酸洗工艺制度不变的情况下400系不锈钢产品板面光洁度由发暗变为光亮,带动400系工艺速度提高5 m/min。
4 结论
不锈钢热退火酸洗线破鳞机对去除带钢表面的氧化铁皮起到非常重要的作用。通过对氧化铁皮的破碎,带钢再经抛丸打击后才会充分发挥酸洗效应,改善带钢表面质量和光洁度。因此注重工艺控制、设备的维护调节,积极进行设备革新是生产合格产品的有效保证。
编辑 李韦萤
The Application of Dry Type Scale Breaker in Stainless Steel Hot Pickling Line
Qi Meng
The scale breaker with the mode of bending and straightening in the stainless steel thermal annealing and pickling line has been introduced emphatically. The bad effect of the scale breaker in actual production has been analyzed, and the relative equipments and processes have been optimized to adapt the production.
scale breaker; stress amount; scale breaking tension
2016—10—26
TG333.2
B
猜你喜欢
山西冶金(2022年5期)2022-09-22
山东冶金(2022年2期)2022-08-08
山东冶金(2022年2期)2022-08-08
天津冶金(2022年3期)2022-07-01
中国金属通报(2021年18期)2021-12-27
湖北农机化(2021年7期)2021-12-07
粉末冶金技术(2021年1期)2021-03-29
中南大学学报(自然科学版)(2019年10期)2019-11-14
中国金属通报(2019年3期)2019-05-24
中南大学学报(自然科学版)(2018年6期)2018-06-25