
运用六西格玛方法提升邯钢冷轧汽车用钢DC04产品质量
2022-07-01 07:05于光远杜艳玲刘素丽王亮亮
天津冶金 2022年3期
于光远,杜艳玲,刘素丽,何 方,王亮亮
(河钢集团邯郸钢铁公司,河北 056015)
0 引言
六西格玛管理法是通过设计和监控过程,将可能的失误减少到最低限度,从而使企业可以做到质量与效率最高,对需要改进的流程进行区分,找到高潜力的改进机会,优先对其实施改进。六西格玛管理法业务流程改进遵循DMAIC 五步循环改进法,即D-定义、M-测量、A-分析、I-改进、C-控制五个阶段。邯钢自2010 年成功研发汽车板后,受到国内广大汽车制造商的青睐。随着市场份额的提升,汽车用户逐渐增多,不同地区不同用户对邯钢冷轧深冲汽车用钢DC04 提出了力学性能延伸率≥45%的要求(标准为≥38%),并且要求延伸率稳定化。目前邯钢DC04 合格率99%条件下,成品延伸率范围为43%左右,如果按用户条件交货将导致邯钢DC04合格率降低至70%左右。邯钢针对该用户对DC04延伸率的特殊需求,组建了DC04提升延伸率攻关团队,按照六西格玛DMAIC[1]方法对DC04延伸率质量进行了持续改进。
本文从炼钢、热轧、冷轧方面对DC04汽车板延伸率的关键影响因子进行了分析梳理,确定了热轧终轧温度、连退均热温度、平整延伸率为显著影响因子,通过DOE优化试验,确定了DC04最佳轧制工艺方案。
1 定义阶段
经界定,在不增加生产成本的条件下满足汽车用户的需求,则DC04 汽车板需要满足:延伸率≥45%;延伸率ppk 值达到1.0 以上。按照客户要求,对现有DC04 的延伸率数据进行分析,目前邯钢DC04 延伸率分布状态如图1 所示。由图1 可看出,目前邯钢汽车板DC04 延伸率的均值为43.58%,标准差为1.664,ppk 为0.28。由此得出结论:延伸率的均值和变异都需要进行质量改进。
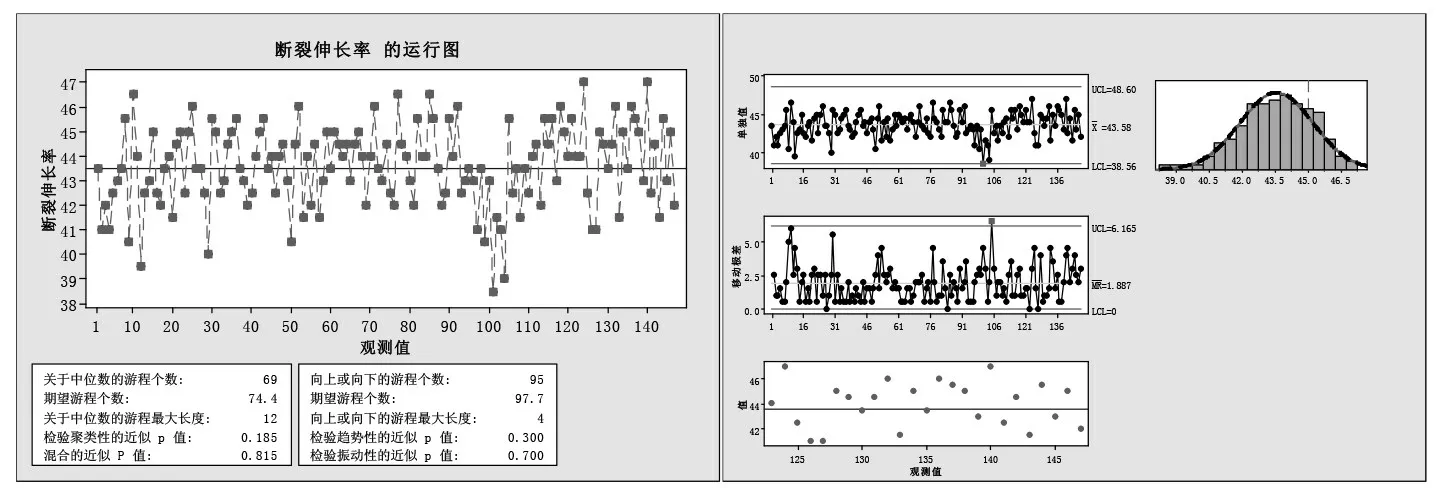
图1 邯钢DC04延伸率现状分布
图2 为DC04 主要生产工艺流程图。为了找出影响DC04延伸率的工艺参数,邯钢组建了DC04提升延伸率攻关团队,对炼钢、热轧、冷轧工序生产过程的关键影响因子进行了分析梳理(炼钢成分以原料输入作为影响因子)。通过树形图(见图3)识别了影响CTQ/CTP的影响因子;通过CE矩阵(见图4)初步确认加热出钢温度、热轧终轧温度、热轧卷取温度、酸轧压下率、连退均热温度、连退缓冷温度、平整延伸率[2-5]等对DC04延伸率有影响,经筛选,确定热轧终轧温度、连退均热温度、连退快冷温度、连退平整延伸率四项为显著影响因子。
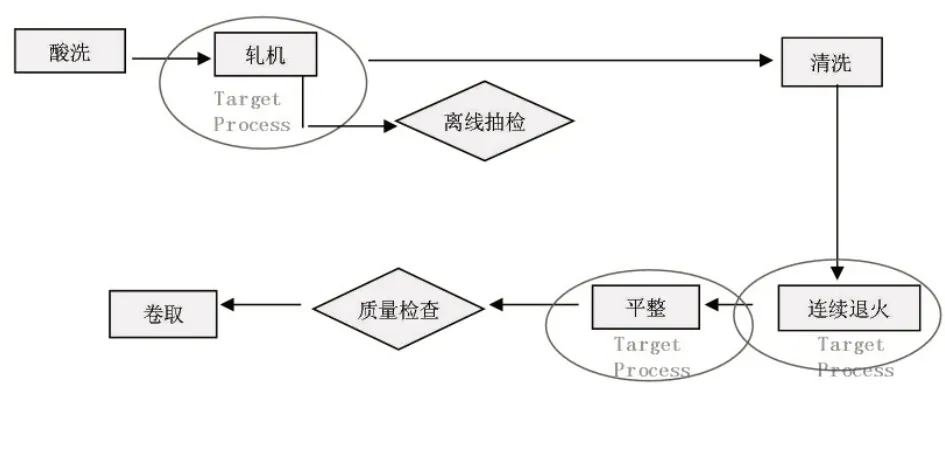
图2 DC04主要生产工艺流程图

图3 树形图

图4 CE矩阵
2 测量阶段
收集过程数据对DC04 延伸率波动进行分析。针对过程数据收集,制定了详细数据收集计划,数据收集计划涵盖了操作定义、数据来源和位置、收集样本数量、数据采集时间范围、数据采集方法、数据采集人员以及同时采集的其他数据。
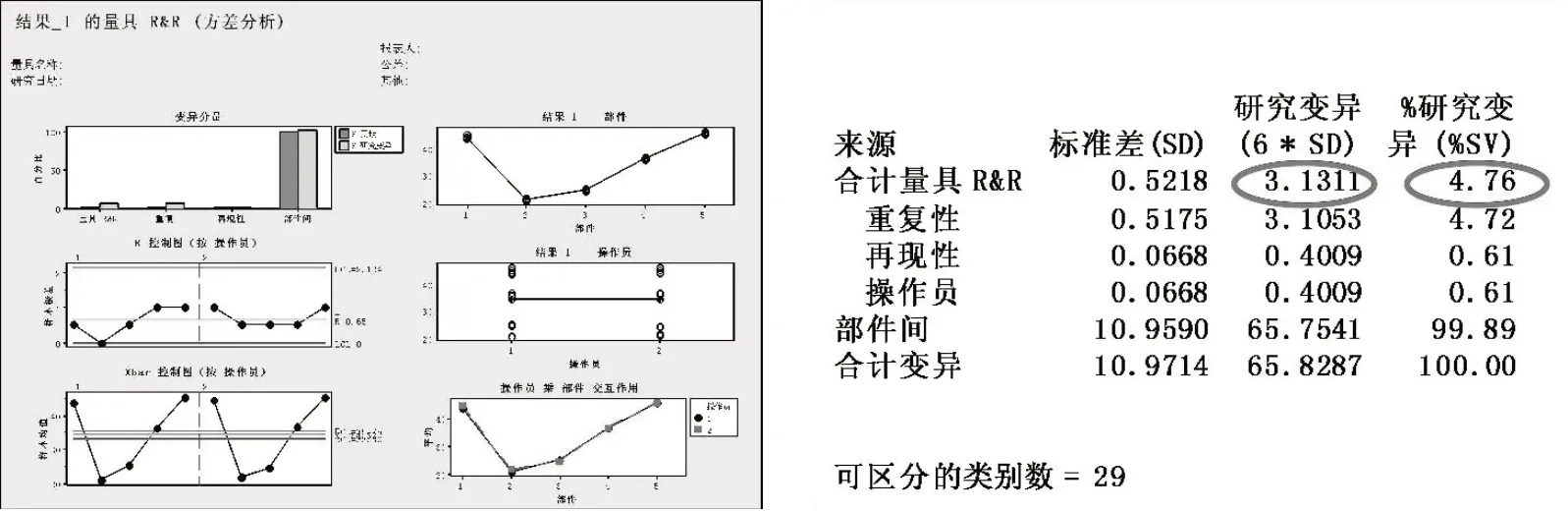
图5 测量系统分析结果
由分析结果可以看出,测量系统的GR&R=3.13%和P/T=4.76%小于10%、ndc=29 大于5,因此测量系统可接受。
3 分析阶段
测量系统满足要求,通过回归分析[6]筛选、查找出对汽车用钢DC04 延伸率影响显著的因子,具体分析验证见图6。从分析结果可以看出,热轧终轧温度、连退均热温度、连退平整延伸率对延伸率影响显著。
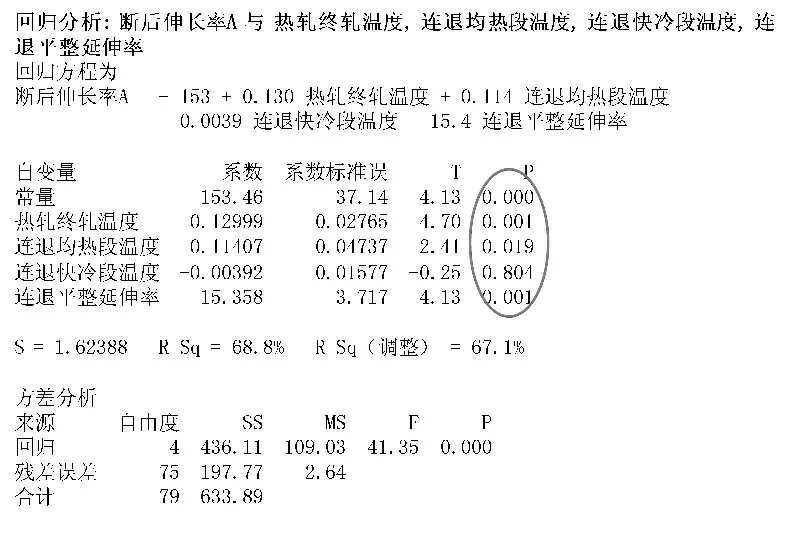
图6 回归分析
对热轧终轧温度、连退均热温度、连退平整延伸率现状进行分析,见图7、8、9。由图7、8、9 可以看出,热轧终轧温度和连退均热温度总体上受控,但控制ppk 水平低,平整延伸率异常点较多,控制水平较低。
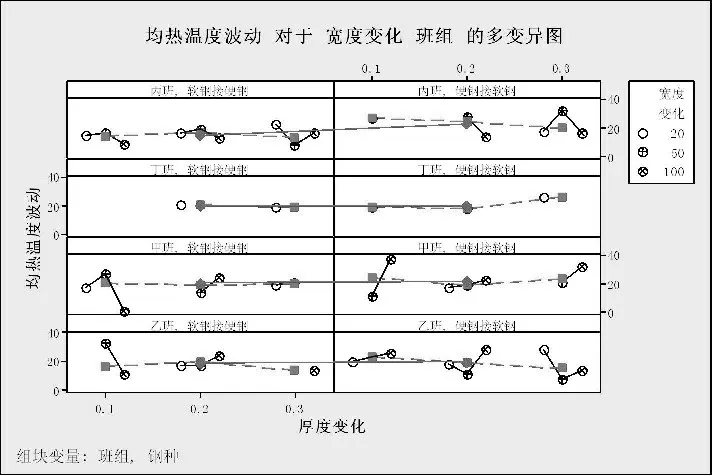
图7 终轧温度现状分布
根据热轧终轧温度、连退均热温度、连退平整延伸率实际分布状态,采用5why、变异源、一般线性模型等工具进行分析,发现宽度规格变化、钢种变化对连退均热温度波动影响显著,热轧厚规格与薄规格对热轧终轧温度存在影响,喷嘴堵塞情况与平整延伸率有较强相关性,具体见图10、11、12。
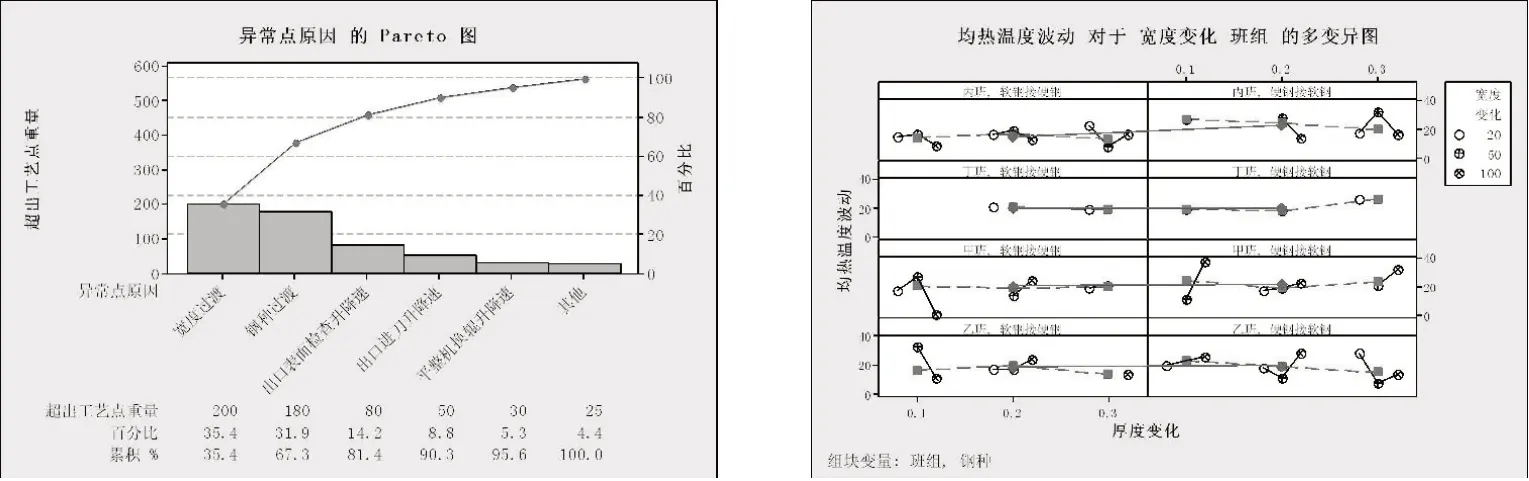
图10 多变异分析
针对影响热轧终轧温度波动,应增开热轧机架间冷却水,保证厚规格的终轧温度统一;针对连退均热温度波动,应根据连退宽度规格变化制定并下发合理的过渡卷方案;针对喷嘴堵塞、平整液残留的问题,应增加工作辊的挤干效果,同时增加清理平整机喷嘴的频次,保证喷嘴正常吹扫。

图8 连退均热温度现状分布

图9 连退平整延伸率现状分布

图11 热轧薄厚规格双样本检验

图12 一般线性模型(GLM)分析结果
4 改进阶段
针对分析阶段查找出的热轧终轧温度、连退均热温度、连退平整延伸率三个显著影响因子,运用DOE 实验设计方法,设计了热轧终轧温度、连退均热温度、连退平整延伸率三因素两水平的DOE实验方案,对成品延伸率进行了研究改进,具体方案如表1所示。

表1 改进成品延伸率的DOE试验
初始拟合从图13 可看出,中心点较平缓,无较大起伏,变异可接受。通过简化模型分析(见图14)看出剩余因子的P 值小于0.05,模型简化完成;RSq 达到92.35%,具有预测能力。失拟P 值0.818,说明模型拟合良好,不存在失拟。热轧终轧温度、均热温度、平整延伸率、终轧温度*平整延伸率、均热温度*平整延伸率影响显著。
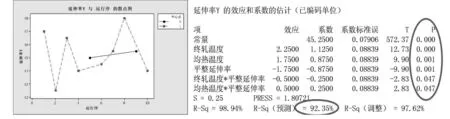
图13 延伸率的散点图
图14 延伸率与因子响应曲面回归分析结果
图15 是经过计算机回归方程模拟试运行多次后的结果,延伸率分布在48.6~50.39%之间,模型构建成功,得到回归方程为:延伸率=-151+0.23×终轧温度- 0.018×均热温度+77.5×平整延伸率-0.167×终轧温度×平整延伸率+0.083×均热温度×平整延伸率,试运行结果完全满足要求。

图15 延伸率的曲面图和模拟试运行结果
5 控制阶段
经过试运行,邯钢制定了热轧不同厚度DC04机架冷却水制度,制定了连退平整喷嘴清理周期,优化了连退排产计划,在连退增加过渡卷,保证退火均热温度在控制过程中的异常变异得到消除,生产工艺更加稳定。通过固化这些消除变异的方案,同时找到了三个影响因子的最佳匹配点,及热轧终轧温度为920±14℃,连退均热温度为820±10℃,平整延伸率为≤1.0%,邯钢DC04的延伸率最终控制在了47.78±3.3%的水平,按照45%交货条件判定的合格率由最初的70%提高至96.7%。图16 为改善前后邯钢DC04 延伸率的直方图对比,表2 为改善前后的数据对比。由图16和表2可以看出,改善效果显著。

表2 改善结果汇总
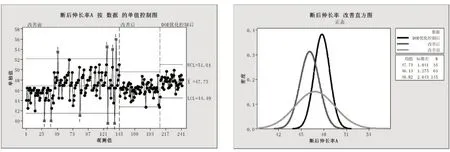
图16 成品延伸率分布范围
6 结语
通过运用六西格玛DMAIC 的管理方法,消除流程中的异常变异源,邯钢汽车板DC04 的生产控制稳定程度得到显著提高,减少了成品延伸率分布波动大的问题。通过统计工具,邯钢得出了将延伸率提升到45%交货条件下的关键影响因素的合理工艺控制点,以及影响关键控制点的根本原因。
经过试运行后,固化了改进工艺,邯钢所生产出来的DC04 成品延伸率控制在45%的水平,合格率控制在96.7%以上,既满足了用户高延伸率要求,又降低了邯钢DC04的降级改判率,在赢得客户的同时,树立了良好的邯钢汽车板品牌形象。
猜你喜欢
山西冶金(2022年5期)2022-09-22
中国典型病例大全(2022年9期)2022-04-19
中国金属通报(2021年18期)2021-12-27
湖北农机化(2021年7期)2021-12-07
军民两用技术与产品(2021年4期)2021-07-28
中国有色金属(2020年16期)2020-12-08
中国工人(2019年9期)2019-09-10
中国质量与标准导报(2018年5期)2018-09-10
专用汽车(2015年9期)2015-10-21
山东工业技术(2014年12期)2014-05-03
