
热轧400系不锈钢中厚板连续酸洗线成功酸洗
2019-05-24 02:51:24武文青
中国金属通报 2019年3期
武文青
(山西太钢不锈钢股份有限公司临汾分公司,山西 临汾 041000)
热轧400系不锈钢中厚板酸洗就是使用酸溶液对表面氧化铁皮进行表面酸化学处理,去除热轧400系不锈钢中厚板表面在长时间退火过程中形成的氧化层,酸洗并钝化,形成Cr203钝化膜的保护层,达到用户要求的酸洗钝化均匀表面色泽。
热轧400系不锈钢中厚板,其组织有铁素体组织,也有马氏体组织,由于其特殊的化学成分和组织构,与奥氏体不锈钢板比较,由于化学成分中无Ni合金元素,表面氧化层主要是铬尖晶石FeO▪Cr203(FeCr2)和Fe203▪Cr203,由于经过热处理退火处理,氧化层致密、较厚,酸洗过程中容易造成大量黄烟,没有合适的酸洗工艺,难易达到环保要求。连续酸洗线酸洗工艺:水预清洗→硫酸段酸洗→硫酸水清洗→纯硝酸钝化→最终水清洗→新水清洗→热风烘干。
临汾分公司每月热轧400系不锈钢中厚板订单平均300吨,以前一直在槽式硫酸槽酸洗,2016年底槽式酸洗改造后,槽洗减少一个硫酸槽,槽洗配酸都是硝酸和氢氟酸的混合酸,无法酸洗热轧400系不锈钢中厚板;经过在实验室用小试样配置不同的硫酸和混酸酸液浓度来配比连续线酸洗工艺,最终确定了连续酸洗线热轧400系不锈钢中厚板通过硫酸酸洗表面氧化铁皮,纯硝酸来钝化酸洗后的表面质量,最终制定了热轧400系不锈钢中厚板的酸洗工艺方案;热轧400系不锈钢中厚板在连续酸洗线的成功酸洗,钝化后的表面色泽均匀,表面钝化质量达到蓝靛钝化试验要求,得到了用户的好评。
1 热轧400系不锈钢中厚板酸洗基本原理
(1)热轧400系不锈钢中厚板氧化铁皮主要特征:
(a)热轧400系不锈钢中厚板室式炉退火时间较长,退火后再集中堆冷,表面存在较厚的氧化铁皮,热轧氧化皮厚为5~7微米,退火氧化皮厚为15~25微米。
(b)热轧400系不锈钢中厚板表面氧化铁皮成分主要是外层Fe2O3,中层Fe304,里层FeO、Cr2O3,层厚度比较均匀,大致在20μm左右,但是存在局部氧化层增厚和氧化铁皮向基体内部的嵌入。
(c)热轧400系不锈钢中厚板氧化铁皮中含有难以酸洗铬尖晶石结构FeO▪Cr203(FeCr2)和Fe203▪Cr203,八面体等轴晶系,贝壳状断面,玻璃光泽,
(2)热轧400系不锈钢中厚板硫酸酸洗机理
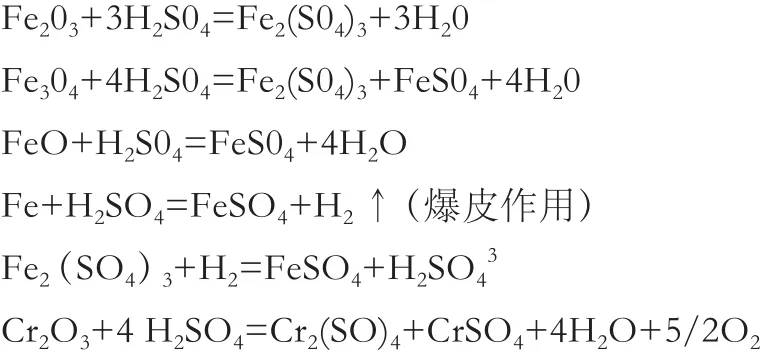
2 热轧400系不锈钢中厚板连续酸洗线酸洗过程控制
(1)连续酸洗线酸洗热轧400系不锈钢中厚板过程工艺参数控制
(2)热轧400系不锈钢中厚板连续酸洗时需要集中酸洗,在连续酸洗线检修后彻底冲洗干净密闭罩内部的混酸残液,以及冲洗干净循环罐和上酸管道里的混酸残液,为了降低混酸中氢氟酸浓度的含量控制在3g/l以下,氢氟酸含量达到3g/l以上,一是在混酸段钝化时会进一步酸洗,酸洗过程中产生大量的氮氧化物,现有的酸雾净化系统不能完全吸收和还原,密闭罩和酸雾净化烟囱冒黄烟;二是在酸洗段会进一步酸洗,对400系不锈钢中厚板造成过酸洗缺陷,经过水清洗、热风烘干后残酸液不能完全冲洗干净,会造成酸印、水印酸洗缺陷。
(2)热轧400系不锈钢中厚板在经过硫酸酸洗后表面氧化铁皮全部酸洗干净,表面呈青灰色,再经过纯硝酸钝化,硝酸浓度达到150g/l以上方可达到表面钝化的效果,只有经过纯硝酸钝化产生Cr2O3钝化膜,热轧400系不锈钢中厚板才不会在后续的存储、发运中生锈。
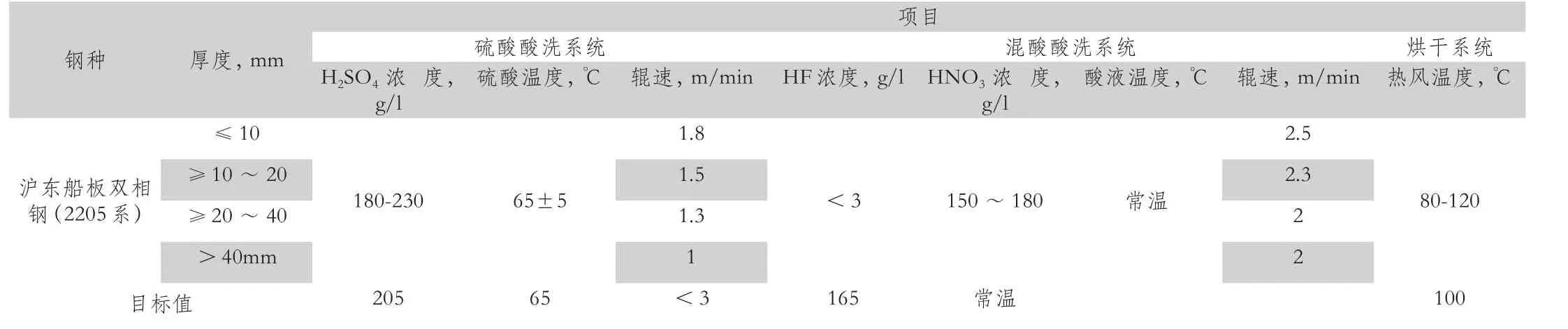
表1 热轧400系不锈钢中厚板连续酸洗线工艺参数
3 结论
(1)热轧400系不锈钢中厚板连续酸洗线酸洗,采用的酸洗方式是硫酸+纯硝酸钝化的酸洗方式;酸洗过程中严格控制硫酸浓度180~230g/l范围之内,方可达到酸洗氧化铁皮的效果,硫酸浓度太低不能酸洗掉表面氧化铁皮,硫酸浓度太高氧化铁皮钝化;混酸中严格控制HF浓度<3 g/l,HNO3浓度控制在150~180g/l,如果HF浓度太高,酸洗时会产生大量的黄烟,达不到环保要求,酸洗后表面产生酸印等酸洗缺陷。
(2)热轧400系不锈钢中厚板连续酸洗线成功酸洗;硫酸酸液温度必须达到65℃以上,混酸段温度按常温控制,辊道速度硫酸段按低速1~2m/min控制,混酸钝化按2~2.5m/min快速钝化,硫酸段低速酸洗去除氧化铁皮,混酸段快速钝化表面;热轧400系不锈钢中厚板连续酸洗后钢板表面色泽均匀,达到了环保要求,降低了酸耗,提高了生产效率。
猜你喜欢
冶金设备(2021年2期)2021-07-21 08:44:18
建材发展导向(2021年9期)2021-07-16 07:10:58
粉末冶金技术(2021年1期)2021-03-29 02:35:18
中国电气工程学报(2019年27期)2019-10-21 10:25:52
中国有色冶金(2018年4期)2018-01-31 16:50:01
商情(2017年33期)2018-01-24 22:45:44
江苏理工学院学报(2017年2期)2017-07-09 21:02:05
无机盐工业(2017年5期)2017-03-11 11:25:26
上海金属(2016年4期)2016-11-23 05:38:59
上海金属(2016年3期)2016-11-23 05:19:55
