蓝宝石基片超精密抛光技术研究进展
2017-03-13 07:57罗求发徐西鹏
超硬材料工程 2017年1期
罗求发,陆 静,徐西鹏
(1.华侨大学脆性材料加工技术教育部工程研究中心,福建厦门361021; 2.华侨大学制造工程研究院,福建厦门361021)
蓝宝石基片超精密抛光技术研究进展
罗求发1,2,陆 静1,2,徐西鹏1,2
(1.华侨大学脆性材料加工技术教育部工程研究中心,福建厦门361021; 2.华侨大学制造工程研究院,福建厦门361021)
介绍了作为LED衬底材料使用的蓝宝石基片抛光方法的进展。通过介绍各种抛光技术所依靠的机械能、化学能、复合能和特种能场等的不同能场形式分析了当前不同蓝宝石基片抛光技术,如浮法抛光、磁流变抛光、水合抛光、化学机械抛光和激光抛光等的工艺原理和技术特点,指出当前现有加工方法的优缺点和发展进程。目前蓝宝石衬底的抛光质量已达到表面粗糙度为0.1nm、平面度为0.5μm。随着机械表面界面科学和加工工艺的不断进步,数字化、全自动和环境友好型的抛光技术是未来蓝宝石衬底加工的发展方向。
蓝宝石基片;抛光工艺;化学机械抛光
0 前 言
蓝宝石以其高硬度、高熔点、透光性好、电绝缘性优良和化学性能稳定的特点而被广泛应用于机械、光学和信息等高技术领域[1-3]。随着高新技术的不断发展,对蓝宝石的加工要求也不断提高。例如在飞速发展的LED产业中就要求对作为衬底的蓝宝石进行表面精度和表面粗糙度为亚纳米级的加工,但目前国内蓝宝石批量生产的加工技术很不成熟,加工的材料易出现裂痕和崩边现象,或因其表面的划痕较重而导致返工的比例较高,因此对蓝宝石的超精密加工进行研究已刻不容缓[4]。
抛光常作为元件加工的最后一道工序,其加工质量在许多场合直接决定了产品的使用性能和寿命,对于蓝宝石基片的抛光更是如此。机械表面界面科学和检测技术的发展也大大促进了抛光技术的发展。随着人们对抛光技术的要求不断提高,蓝宝石抛光技术已从单一形式的抛光方法向复合抛光方法,从微米尺度向纳米尺度甚至原子尺度的方向发展。机械、光、电、化学、磁场和超声等不同的能量形式已广泛用于蓝宝石抛光[5]。一般而言,表面材料的去除多是通过切削、耕犁、滑擦、腐蚀、气化和电子撞击等方式来实现的,不同形式的加工方法都具有各自的特点和适用范围。根据不同的去除原理,蓝宝石基片也已发展出了不同的抛光方法。
对于作为外延片衬底的蓝宝石,在进行超精密加工时,既要求其表面粗糙度实现亚纳米级的加工,又要求其表面及次表面不能有或尽量减小损伤层,同时还要兼顾加工效率。由于蓝宝石的硬度仅次于金刚石,不易进行研磨抛光,加工时间长,且由于其脆性大,极易形成加工表面缺陷和次表面损伤。本文将根据抛光所运用的不同能量形式,对当前出现的蓝宝石超精密抛光技术的加工方式、加工原理及加工特点进行分析。
1 机械能为主的抛光方法
切片是蓝宝石单晶材料加工过程中的一个重要步骤,晶棒切割的厚度和优劣直接决定了晶片研磨、抛光工序的加工效率和加工质量。
以机械能为主的抛光方法是出现最早,研究最为深入的一种抛光方法,主要是采用比蓝宝石基片更硬的物质作为磨粒,在外界力的作用下使磨粒在晶片表面产生磨削和滚压,依靠磨粒产生的犁削和滑擦作用将晶片表面材料去除。根据对磨粒施加的作用力的不同,常见的以机械能为主的抛光方法主要有浮法抛光、超声波抛光、磁流变抛光、流体溅射抛光等。
浮法抛光[6]主要是依靠含有硬质磨粒的抛光剂在工件和转动磨具之间的空隙高速流动,使磨粒与工件表面产生碰撞从而实现抛光,如图1所示。由于浮法抛光采取非接触的方式,其材料去除量小,抛光磨损也非常小,当对面形精度要求较高时,对所用锡盘的面形精度要求也较高。
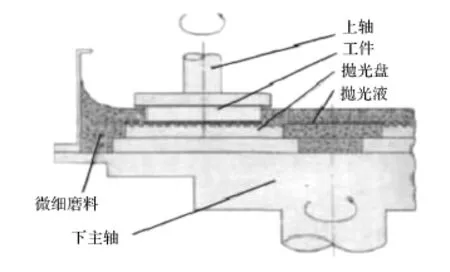
图1 浮法抛光原理图Fig.1 Schematic diagram of float polishing
超声波抛光是将超声电信号通过换能器和变幅杆使磨粒产生振动,向晶片表面高速冲击并抛磨工件表面。通过调节加工参数可方便控制加工效果,适用于窄小部位、复杂型腔等部位的加工。
磁流变抛光[6]是一种新兴的进行超光滑表面加工的方法,是电磁学、液体力学和化学等应用于加工光学表面而形成的一种技术,其利用含有磁性磨粒的磁流变液在磁场作用下在工件与运动盘之间形成具有高剪切屈服力的微凸起对工件表面产生较大的剪切力,从而实现基片表面材料的去除,如图2所示。该方法的抛光效率高、质量好,易于实现计算机控制,但目前在技术实现上仍存在磁流变液的研究和磁流变抛光过程的数字化控制等难题。
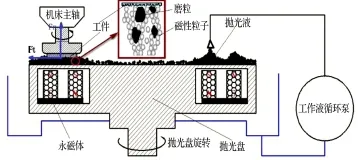
图2 磁流变抛光原理图Fig.2 Schematic diagram of magneto-rheological polishing
流体溅射抛光是利用压力泵将抛光液运送到喷嘴处,以高速喷射到工件表面以实现材料的去除的一种抛光方法。通过调节喷射压力、喷嘴与工件之间的距离及喷嘴轴与工件表面法向之间的夹角可获得不同形状的去除。
2 化学能为主的抛光方法
由于蓝宝石的硬度较高,在抛光过程中常利用化学作用用以提高加工效率和质量。主要依靠化学能的抛光方法主要有水合抛光等。
最初的化学抛光是将蓝宝石晶片直接浸泡在酸碱性的抛光液中,依靠抛光液的酸碱成分在晶片高度不同的表面其化学反应速度也不同从而实现抛光。该方法存在很多缺陷,如加工速度慢,表面不光洁,化学物质消耗量大且污染环境等已不再单纯使用。
水合抛光主要是依靠加工过程中高温水蒸汽与蓝宝石基片表面发生水合反应,生成硬度较低的氧化铝水合物,再通过木质抛光盘与基片的摩擦力将其去除。水合抛光的优点在于不使用任何磨料和化学腐蚀液,抛光无污染,抛光后基片的面形精度高等。
3 复合抛光方法
随着对蓝宝石基片抛光质量的要求越来越高,依靠单一能场的抛光质量已不能满足。结合不同能场抛光技术的加工特点,逐渐发展出了多种不同能场组合而成的复合抛光方法,其中以机械能与化学能组合成的复合抛光方法在目前应用得最为广泛。通过与蓝宝石发生反应的物质使材料表面生成硬度较低的反应物,再由机械作用将产物去除,从而实现蓝宝石晶片抛光,其是化学能与机械能的相互加强和促进的过程。根据化学反应产生的动力源不同可将该复合抛光方法分为化学机械抛光(CMP)和机械化学抛光(MCP)。
单晶蓝宝石的化学机械抛光是指在抛光过程中抛光液中的化学物质成分使单晶蓝宝石表面产生钝化层,再在磨料的去除作用下将生成的钝化层去除以显露出新的蓝宝石表层再由化学物质与其进行反应,如此不断循环以实现蓝宝石的精密抛光的过程,其过程是化学作用与机械作用相互加强和促进的过程,也可将其基本原理概括为抛光液与蓝宝石表面产生化学反应,反应生成物由磨粒的切削力进行去除,为新的化学反应创造条件,如图3所示[7]。
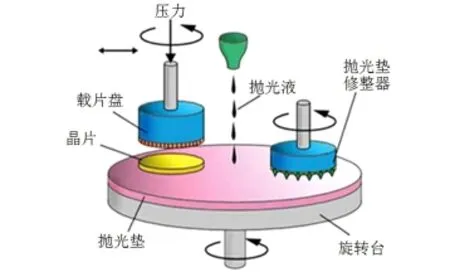
图3 化学机械抛光原理图Fig.3 Schematic diagram of CMP
在化学机械抛光的过程中,为了避免在工件表面产生刮痕和次表面破坏,所含细微磨粒多采用硬度不及蓝宝石的二氧化硅等。为了避免化学反应引入铝离子,带来离子的二次沾污给清洗带来困难,抛光液多选用碱性抛光液。
单晶蓝宝石的化学机械抛光是由化学腐蚀和机械磨削来完成的,具体则是由抛光盘、抛光液、抛光垫及动力系统来实现的,因此影响最终加工质量和效率的因素较多[8-12],如图4所示。
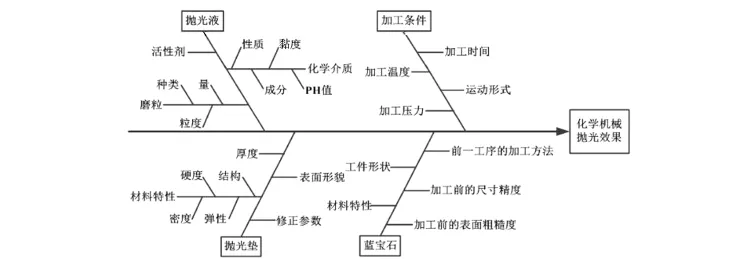
图4 化学机械抛光的影响因素Fig.4 Influence factors of CMP
人们通过大量实验来验证不同的加工条件对抛光效果的影响,现总结几个经常进行调控的加工参数进行举例说明:
抛光液PH值:高PH值的抛光液不仅可以防止沉淀的产生,而且可以增强抛光中的化学作用,使化学作用与机械作用良好结合,从而提高抛光速率。但当PH值超过某一阀值,二氧化硅颗粒在此高碱性环境中会产生自溶解现象,使加工过程中的磨削作用减弱,反而会使抛光速率减弱。同时高的PH值的加工废液难以进行处理,对环境影响较大。
温度:温度在抛光中起着非常重要的作用。一般认为在加工过程中温度越高,抛光速率越高,表面平整度越好,但高温又会导致化学腐蚀严重,表面完美性差,因此温度必须在合适的范围内才能满足加工要求,例如圆晶片的平整化要求。
抛光压力:在加工过程中,压力的选择要兼顾效率和质量两方面的要求。增大加工压力可以提高磨粒的磨削能力,提高抛光效率,但过大的加工压力又易在蓝宝石基片上留下表面划痕和次表面损伤。
另外还有磨粒、活性剂、加工时间及抛光垫的特性等诸多因素都会对最终的抛光效果产生影响,且各个影响因素之间又存在着相互影响、相互制约的关系。
化学机械抛光技术虽已广泛应用于蓝宝石晶片的大规模抛光加工,但其所使用的酸碱性抛光液由于难于处理,又会给环境带来污染。
机械化学抛光主要是利用能与蓝宝石表面发生固相反应的氧化物软磨粒,例如Fe2O3、SiO2、Mg O、CeO2和Zn O等,或表面接枝改性、晶格掺杂和核壳结构等复合磨粒[13-16]代替化学机械抛光中的酸碱性抛光液。在抛光压力作用下氧化物磨粒与工件表面的微凸起产生接触,使其在瞬间产生的高温高压环境下发生固相反应,生成硬度较低的反应物而被磨粒去除。
化学机械抛光和机械化学抛光由于都使用硬度低于蓝宝石的软磨料,故加工表面无亚表面损伤,加工效率高。
4 特种能场的抛光方法
特种能场的抛光方法作为非接触式的抛光方法主要有激光束抛光和粒子束抛光等。
激光束抛光蓝宝石基片是通过含有高能量密度的激光束照射工件表面利用热作用和光化作用使表面材料熔化、蒸发从而实现材料去除的一种方法。抛光过程主要通过调节激光脉冲能量密度(脉冲能量、聚焦光斑直径)、激光入射角、扫描速度和激光扫描等方式对激光抛光过程进行控制[17]。
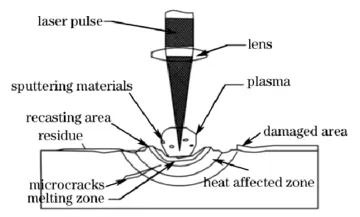
图5 激光抛光原理图Fig.5 Schematic diagram of laser polishing
粒子束抛光利用高能粒子束溅射对材料表面进行原子量级的去除,粒子充当磨粒的作用。粒子束抛光时不产生热量,因此不会引起表面裂纹、应力、变形和表面污染等问题,加工精度高。通过一次加工过程即可实现对工件表面面形(如球面、非球面、非对称的自由曲面等)误差的完全修正[18]。由于加工需要在真空环境下进行,因此设备制造费用较大,需要计算机、高真空设备和高精度干涉仪等现代化设备。

图6 粒子束抛光原理图Fig.6 Schematic diagram of particle beam polishing
5 结 论
随着对加工质量的要求越来越高,更多的新型超光滑表面加工技术被应用于外延片衬底的蓝宝石基片的抛光。不同加工参数对平面度和表面粗糙度等抛光效果的影响、建立完善的理论模型、最优加工参数的确定和工艺、设备和抛光液的研究等日益成为今后的研究内容。加工机理的探讨、复合抛光方法和新型抛光方法的开发是当代抛光技术的主要研究重点。本文总结了依靠不同能场形式形成的不同抛光方法及其加工特点,并重点介绍了已被广泛应用的化学机械抛光方法,希望能对蓝宝石抛光技术进一步的发展具有一定的指定意义。
[1] 王银珍,彭观良,刘世良,等.表面处理对蓝宝石衬底的影响[J].人工晶体学报,2005,34(3):431-434.
[2] 王崇鲁.白宝石单晶[M].天津:天津科技出版社,1983:16.
[3] 周兆忠,袁巨龙,文东辉.蓝宝石衬底的超光滑表面加工进展[J].航空精密制造技术,2009,45(3):8-13.
[4] 袁巨龙,张飞虎,戴一帆,等.超精密加工领域科学技术发展研究[J].机械工程学报,2010,46(15):161-177.
[5] 于兆勤,杨忠高,黄志刚,等.超光滑表面加工技术的发展及应用[J].机床与液压,2007,35(6):217-220.
[6] 卓志国,周海,徐晓明,等.LED用蓝宝石衬底抛光技术进展[J].机械设计与制造,2013,(4):249-255.
[7] 周海,姚绍峰.蓝宝石晶片纳米级超光滑表面加工技术研究[J].金刚石与磨料磨具工程,2005,(5):28-35.
[8] Honglin Zhu,Luiz A,Tessaroto.Chemical mechanical polishing (CMP)anisotropy in sapphire[J].Applied Surface Science, 2004,236(1-4):120-130.
[9] Honglin Zhu,Dale E.Niesz,Victor A.Greenhut.The effect of abrasive hardness on the chemical-assisted polishing of(0001) plane sapphire[J].Journal of materials research,2005,20(2): 504-520.
[10] 王银珍,周圣明,徐军.蓝宝石衬底的化学机械抛光技术的研究[J].人工晶体学报,2004,(33):441-447.
[11] 赵之雯,牛新环,檀柏梅.蓝宝石衬底材料CMP抛光工艺研究[J].纳米材料与结构,2006,43(1):16-19.
[12] 马振国,刘玉岭,武亚红.蓝宝石衬底nm级CMP技术研究[J].显微、测量、微细加工技术与设备,2008,45(1):51-54.
[13] P.R.V.Dandu,N.K.Penta,S.V.Babu.Novelα-aminefunctionalized silica-based dispersions for selectively polishing polysilicon and Si(100)over silicon dioxide,silicon nitride or copper during chemical mechanical polishing[J].Colloids and Surfaces A:Physicochemical and Engineering Aspects,2010, 371(1-3):131-136.
[14] X.L.Song,N.Jiang,Y.K.Li,et al.Synthesis of CeO2-coated SiO2nanoparticle and dispersion stability of its suspension [J].Materials Chemistry and Physics,2008,110(1):128-135.
[15] S.H.Lee,Z.Y.Lu,S.V.Babu,et al.Chemical mechanical polishing of thermal oxide films using silica particles coated with ceria[J].Journal of Materials Research,2002,17(10): 2744-2749.
[16] 陈杨.核壳结构SiO2/CeO2、PS/CeO2复合微球的可控合成及其CMP性能研究[D].南京:江苏大学,2012.
[17] 齐立涛,胡金平,于信伟.飞秒激光在蓝宝石晶体表面加工微细结构的实验研究[J].黑龙江科技学院学报,2012,22(3): 297-302.
[18] 荣烈润.超精密研磨抛光方法[J].航空精密制造技术,2005, 41(2): 4-8.
Research Progress on Ultra-Precision Polishing Technology for Sapphire Substrate
LUO Qiu-fa1,2,LU Jing1,2*,XU Xi-peng1,2
(1.MOE Engineering Research Center for Brittle Materials Machining,Huaqiao University,Xiamen,Fujian 361021; 2.Institute of Manufacturing Engineering,Huaqiao University,Xiamen,Fujian 361021)
The progress on ultra-precision polishing technology for sapphire substrate used as LED substrate material has been introduced.Technical principles and characteristics of different polishing technologies for sapphire substrate,such as float polishing,magnetorheological polishing,hydration polishing,CMP and laser polishing,have been analyzed through introduction of different forms of energy fields such as mechanical energy,chemical energy,complex energy and special energy on which the various kinds of polishing technologies rely.And the merit and demerit of the current processing methods and development process have been pointed out.At present,the polishing quality of sapphire substrate has reached a surface roughness of 0.1nm and flatness of 0.5um.With the continuous improvement of mechanical surface interface science and the processing technology,the digitalized,automatic and environment friendly polishing technology will be the future development direction of sapphire substrate processing.
sapphire substrate;polishing process;CMP
TQ164
A
1673-1433(2017)01-0047-05
2016-08-17
罗求发(1989-),男,博士研究生。主要研究方向为碳化硅晶片和蓝宝石晶片的超精密加工。E-mail:luoqf1016@163.com。
陆静E-mail lujing26@hqu.edu.cn。
罗求发,陆静,徐西鹏.蓝宝石基片超精密抛光技术研究进展[J].超硬材料工程,2017,29(1):47-51.
猜你喜欢
表面技术(2022年12期)2023-01-09
太原理工大学学报(2022年3期)2022-05-24
表面技术(2022年3期)2022-03-31
中国造纸(2020年10期)2020-11-04
海洋工程装备与技术(2020年6期)2020-03-09
中原工学院学报(2019年1期)2019-03-15
测控技术(2018年8期)2018-11-25
河南科技(2018年7期)2018-09-10
电子世界(2016年22期)2016-03-12
陶瓷学报(2015年4期)2015-12-17