不同筛片孔径对玉米粉碎粒度和肉鸡颗粒饲料品质的影响
2017-01-05 01:58:00石湛粤邓红成郑金环司徒金水郭球松谢高妙沈维军
饲料工业 2017年17期
■石湛粤 邓红成 王 鸣 郑金环 司徒金水 郭球松 谢高妙 沈维军
(湖南农业大学动物科技学院,湖南长沙 410000)
粉碎是饲料加工中必不可少的工序,有研究报道粉碎所需电耗占整个饲料加工工艺的30%~70%[1]。而且随着饲料原料粉碎粒度的减小,颗粒饲料的质量和动物对饲料的利用率增加,但是粉碎能耗随粉碎粒度减小而显著增加,产量下降。因此合适的原料粉碎粒度不仅影响动物的生产性能、动物对饲料中养分的消化吸收,还影响饲料加工成本和颗粒饲料的品质[2-4]。研究表明,玉米粉碎粒径随筛片孔径增加而增加[5],且粉碎成品的对数几何平均粒径与筛片孔径的比值在1/4~1/8之间[6]。粉碎粒度对饲料加工成本的影响主要表现在粉碎能耗和生产效率上。用锤片式粉碎机对玉米进行粉碎时,当筛片孔径由4.76 mm增加到6.35 mm,粉碎能耗增加27%[7]。筛孔孔径减小,饲料的混合均匀度明显提高,同时也提高颗粒硬度,降低饲料含粉率。但是颗粒饲料的品质受到配方、原料粉碎粒度、调质温度等不同工艺参数的影响[8]。一般认为颗粒耐久性随粉碎粒度增加而下降,硬度和颗粒耐久性呈正相关关系,当玉米粉碎粒径从356 μm增加到561 μm,颗粒饲料的耐久性显著下降[9]。但倪海球等研究却得到了完全相反的结果,发现随着粉碎粒度的增加,颗粒硬度反而呈现了逐渐增大的趋势[10]。目前对原料粉碎粒度、粒度分布以及粉碎粒度对颗粒饲料品质影响等方面的研究较少,本试验拟采用安装不同孔径筛片的锤片式粉碎机对玉米进行粉碎,然后用相同的加工工艺参数,加工成不同生长阶段的肉鸡颗粒饲料,探讨不同筛孔孔径对粉碎机性能和颗粒饲料品质的影响,为畜禽饲料的生产提供一定的指导。
1 材料与方法
1.1 试验设备
锤片式粉碎机:江西红星9FQ-28,配套动力(1.5/2.2)kW;标准筛:200 mm×25 mm(目数:4、6、8、12、16、20、30、40、50、60、70、100、140、200、270 目加底筛);顶击式振筛机:型号XSB-88;谷物硬度计:型号ST-120B;制粒机:江苏正昌SZLH200,主机功率5.5 kW,环模孔径3 mm,压缩比6∶1。
1.2 试验设计与饲粮
试验采用单因素试验设计,将玉米用安装孔径分别为1.5、3.0、4.5 mm筛片的锤片式粉碎机进行粉碎,每个孔径下粉碎3次,每次粉碎10 kg。记录粉碎所需时间、能耗和粉碎前后玉米的重量、温度,将粉碎后的玉米与其他原料(豆粕、麦麸采用筛片孔径为3.0 mm的锤片式粉碎机粉碎)按照肉鸡饲粮配方(见表1),配制6种含不同粉碎粒度玉米的饲粮,然后制粒(调质温度:65~70 ℃,模孔直径:3 mm,压缩直径比:6∶1)。
1.3 测定指标及方法
1.3.1 粉碎粒度
粉碎粒度用对数几何平均粒径dgw和平均粒径标准差Sgw表示,采用GB6971-86饲料粉碎机试验方法,测定并计算粉碎后玉米颗粒的对数几何平均粒径dgw和平均粒径标准差Sgw。
计算公式:

di——第i层筛的筛孔直径(μm);
di+1——比第i层筛子大的相邻筛子的筛孔直径(μm);
Wi——第i层筛子上物料的重量。

表1 基础饲粮组成及营养成分
1.3.2 粉碎性能①粉碎机生产率(t/h)=粉碎玉米的重量/粉碎时间;粉碎机能耗[(kW·h)/t]=粉碎玉米时能耗/粉碎时间;度电产量[t/(kW·h)]=1/粉碎机能耗。
②饲料温升:参照GB6971-86饲料粉碎机试验方法。
③损耗=(粉碎前玉米的重量-粉碎后玉米的重量)/粉碎前玉米的重量×100。
1.3.3 颗粒品质测定
①颗粒耐久性:参考美国农业工程师协会颁布的颗粒饲料耐久性测定标准(ASAE S293.3)。②颗粒硬度:参考《饲料分析及饲料质量检测技术》中所示颗粒饲料硬度的测定—谷物硬度计测定。从每批颗粒饲料中取出有代表性的试验样品约20 g,用四分法从各部分选取长度6 mm以上的颗粒30颗,用硬度计测量30颗颗粒的硬度,取平均值。
1.4 数据处理
数据采用SAS 9.2进行单因素ANOVA以及两因素MIXED分析,采用Duncan's多重比较检验显著性差异,显著水平为P<0.05。
2 结果与分析
2.1 不同筛片孔径对玉米粉碎粒度分布的影响
玉米粉碎后对数几何平均粒径见表2。饲料的粉碎粒度是指物料粉碎后颗粒的大小,平均粒径一般采用对数几何平均粒径表示,粒度的均匀性用平均粒径标准差来表示。本试验结果显示:1.5、3.0、4.5 mm组玉米粉碎后的对数几何平均粒径随筛孔孔径增大而增大,呈现显著差异(P<0.05);玉米粉碎后的对数几何平均粒径远远小于筛片孔径,1.5、3.0、4.5 mm孔径下粉碎后的玉米对数几何平均粒径分别为筛片孔径的15.5%、10.6%、8.4%。平均粒径标准差随筛片孔径增大而增大,1.5 mm组与3.0 mm、4.5 mm组差异显著(P<0.05),1.5 mm处理组的平均粒径标准差最小,表明其均匀混合性能最优。

表2 不同筛片孔径对玉米粉碎对数几何平均粒径及平均粒径标准差的影响(μm)
玉米粉碎后筛上物质量分布见图1~图4。由图可知,玉米粉碎通过1.5 mm筛孔的玉米大部分(95.37%)分布在20~140目,正态性检验结果显示,在显著性水平a=0.05下,1.5 mm筛孔下玉米粉碎粒度的分布不服从正态分布。通过3.0 mm筛孔粉碎的玉米,其粒度大部分(98.03%)分布在12~140目,正态性检验结果显示,在显著性水平a=0.05下,1.5 mm筛孔下玉米粉碎粒度的分布服从正态分布。通过4.5 mm筛孔粉碎的玉米,其粒度大部分(98.48%)分布在12~140目,在显著性水平a=0.05下,4.5 mm筛孔下玉米粉碎粒度的分布服从正态分布。

图1 玉米粉碎筛上物质量分布
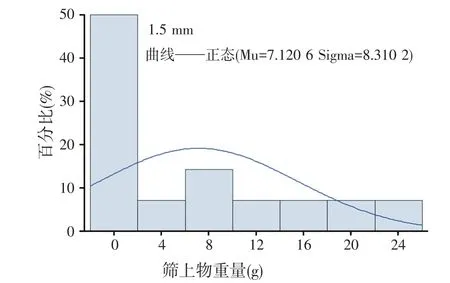
图2 通过1.5 mm筛孔的玉米粒度及粒度分布

图3 通过3.0 mm筛孔的玉米粒度及粒度分布
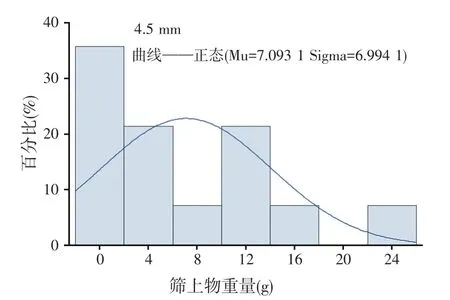
图4 通过4.5 mm筛孔的玉米粒度及粒度分布
2.2 不同筛片孔径对粉碎机性能的影响
不同筛片孔径对粉碎机性能的影响见表3。在玉米粉碎过程中,粉碎能耗随粉碎筛片孔径增加呈减小的趋势,筛片孔径由3.0 mm下降至1.5 mm,粉碎能耗由9.47(kW·h)/t增加到12.12(kW·h)/t,粉碎能耗增加27.98%(P<0.05);粉碎产量随筛片孔径增加略有增加,1.5 mm组粉碎产量最低;温升随筛片孔径增加没有呈现规律性变化;玉米粉碎过程中的损耗随筛片孔径增加呈减小趋势(P<0.05),1.5 mm组损耗显著高于4.5 mm组(P<0.05)。

表3 不同筛片孔径下对粉碎能耗、产量、温升及损耗的影响
2.3 不同玉米粉碎粒度对肉鸡颗粒饲料品质的影响
不同粉碎粒度对肉鸡颗粒饲料PDI、硬度的影响见表4、图5、图6。从表3可以看出,前期颗粒饲料的PDI随筛片孔径增加而减小,1.5 mm组的颗粒耐久性与 3.0 mm、4.5 mm 组差异显著(P<0.05),3.0 mm组与4.5 mm组无显著差异(P>0.05);后期颗粒饲料的PDI随筛片孔径增加呈先减小后增加的趋势,1.5 mm组与3.0 mm组差异显著(P<0.05),3.0 mm组颗粒耐久性有最小值。试验结果表明,前期颗粒饲料的硬度随筛片孔径增加呈增加趋势,但差异不显著(P>0.05);后期颗粒饲料硬度随筛片孔径增加呈先增加后减小的趋势,3.0 mm组有最大颗粒硬度。

表4 不同粉碎粒度对肉鸡颗粒饲料耐久性及硬度的影响

图5 饲料硬度随筛片孔径变化规律
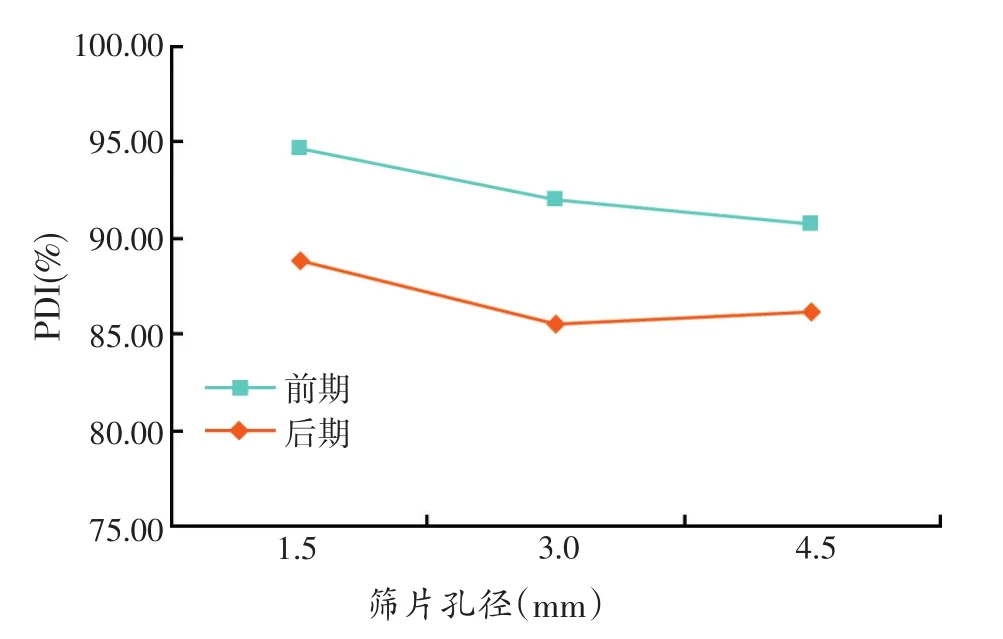
图6 饲料 PDI随筛片孔径变化规律
3 讨论
3.1 不同筛片孔径对玉米粉碎粒度分布的影响
锤片式粉碎机的筛片孔径、筛片厚度、开孔率等都是影响粉碎粒度的因素,而筛片孔径大小对粉碎粒度的影响最大。粉碎粒度通常用对数几何平均粒径和平均粒径标准差表示,该两项指标可以反映样品的粒度分布和变异程度。有研究证明,原料粉碎的对数几何平均粒径随筛片孔径增加而增加[11],筛片孔径大小显著影响玉米和小麦几何平均粒径[12],Reece也证明粉碎后玉米的几何平均粒径与筛片孔径呈线性变化[13]。本试验中玉米粉碎粒度随筛片孔径增加而增加,1.5、3.0、4.5 mm三组对数几何平均粒径呈现显著差异,这与前人结论一致。贺志昌研究提出,筛孔直径与粉碎粒度的关系大体为:成品平均粒度(mm)=(1/4~1/3)筛孔直径(mm)[14],在本试验条件下,1.5、3.0、4.5 mm筛片孔径粉碎后,玉米对数几何平均粒径分别为筛片孔径的15.5%、10.6%、8.4%,均低于贺志昌的研究结果,但粉碎所得颗粒的对数几何平均粒径与对应的筛片孔径之比,随筛孔直径减小而增大,这与李霞的研究结论相同[15]。粉碎物平均粒径标准差随粉碎机筛片孔径的减小而减小,变动范围在1.5%~2.5%之间[16]。本试验中玉米粉碎平均粒径标准差也得到了相同的结论,1.5 mm组与4.5 mm组差异显著,变动范围在2.0%~2.3%之间,变动范围小于前人研究结果,这可能与本次试验设计的梯度较小有关。平均粒径标准差在一定程度上可以反映粒度的均匀性,平均粒径标准差越小,则表示变异性越小,均匀性越好。孙启波试验还证明筛孔直径减小,可明显提高饲料的混合均匀度[12]。
本试验中,1.5 mm筛孔下粉碎的玉米粒度分布不符合正态分布,可能是由于采用的筛片孔径较小,导致玉米粉碎粒度偏小,粉碎粒度集中在0 mm附近的频率偏高造成的;3.0、4.5 mm筛孔下粉碎的玉米符合正态分布,张燕鸣用筛孔为4.50、6.00、8.00 mm的锤片式粉碎机的粉碎玉米,结果表明,4.50 mm筛孔粉碎条件下玉米粒度及粒度分布曲线服从正态分布,6.00、8.00 mm筛孔粉碎条件下玉米粒度及粒度分布曲线趋于正态分布[17]。本试验发现玉米粉碎通过1.5 mm筛孔的玉米大部分(95.37%)分布在20~140目;通过3.0 mm筛孔粉碎的玉米,其粒度大部分(98.03%)分布在12~140目;通过4.5 mm筛孔粉碎的玉米,其粒度大部分(98.48%)分布在12~140目,在3种筛孔粉碎条件下的玉米粒度分布均出现两个高峰,这是由于玉米在锤片式粉碎机内受到冲击磨碎和摩擦粉碎[16],冲击粉碎导致玉米粉碎粒度较大,摩擦粉碎导致玉米过度粉碎,粒度较小。
3.2 不同筛片孔径对粉碎性能的影响
粉碎是饲料加工过程中最重要和耗能最高的工序之一,粉碎过程消耗的总功率占生产车间的70%[18],因此粉碎在很大程度上影响着饲料加工成本。倪海球等研究报道,随着筛片孔径的减小,玉米粉碎能耗增加[10],段海涛等选用1.5、2.0、2.5 mm和3.0 mm筛片孔径对混合饲料的原料进行粉碎,当筛片孔径从3.0 mm减小到1.5 mm,原料粉碎电耗由4.36(kW·h)/t增加到7.41(kW·h)/t[19]。在本试验中,当筛片孔径从4.5 mm减小到3.0 mm时,玉米粉碎粒径由380 μm下降到319 μm,粉碎机能耗无明显变化,但产量略微增加;但是当筛片孔径从3.0 mm减小到1.5 mm时,玉米粉碎粒径由319 μm降低到232 μm,粉碎能耗由9.47(kW·h)/t增加到12.12(kW·h)/t,粉碎能耗增加27.98%,而且产量显著降低。说明粉碎能耗和产量与粉碎物对数几何平均粒径之间,存在某个范围使得粉碎能耗随筛片孔径增加,粉碎产量下降,但变化不显著;但在低于某个筛片孔径的时候,使得粉碎能耗和产量随筛片孔径呈现极显著变化。有研究证明粉碎能耗与粉碎物对数几何平均粒径主要呈二次曲线关系,当原料粉碎通过1 mm及以下筛孔时,电耗急剧上升[20]。本次试验所得到的不同筛片孔径的粉碎能耗,均高于前人研究的结果,其原因为试验所采用的是小型锤片式粉碎机,而且配套动力较小。
目前关于粉碎机在加工过程中的物料温升研究较少,但普遍认为原料温度较高时,加工后温升较小;原料温度较低时,加工后温升较大[21]。本试验中由于粉碎前玉米温度一致,粉碎后3个孔径筛片下的温升无明显差异,温升变化在13.9~14.3℃之间。本试验测定了粉碎前后玉米损耗的重量,试验结果显示,1.5 mm组损耗最大,与3.0 mm组相比损耗增加157%,可能在一定程度上,损耗与粉碎产量有关,由于损耗增加,导致粉碎产量下降。
3.3 不同玉米粉碎粒度对肉鸡颗粒饲料品质的影响
影响颗粒饲料PDI及硬度的因素有很多,除原料配方以外,粉碎粒度、混合均匀性、制粒等都会影响颗粒的品质,其中粉碎粒度是重要影响因素之一。本试验结果表明,前期饲料的PDI随筛片孔径增大而减小,1.5 mm与4.5 mm组差异显著;颗粒硬度随玉米粉碎粒径增加而增加。谢正军等用1.0、2.0、3.0 mm孔径的筛片粉碎原料,颗粒饲料的粉化率随粉碎后玉米颗粒尺寸增加而增加,而粉化率增加又表明颗粒耐久性降低,与本试验结果一致[9]。后期的颗粒饲料中,肉鸡颗粒饲料的PDI和硬度随粉碎后玉米颗粒尺寸增加并没有呈现规律性变化,其中3.0 mm组颗粒饲料PDI最差,硬度最好;1.5 mm组颗粒饲料PDI最佳,硬度最小。通常情况下,随着原料粉碎粒度减小,原料的比表面积增大,在调质过程中,热和水充分渗透,淀粉充分糊化,挤压出的颗粒粘结性好,颗粒硬度高,耐久性越好[22];同样,减小筛片孔径,粉碎后原料的均匀混合性能增加,也会提高颗粒饲料的硬度和颗粒耐久性[23]。王铁良等研究也表明,乳猪颗粒饲料随着玉米粉碎粒度的增大,粉化率增加,硬度减小[24]。但是也有研究报道原料粉碎粒度大小对颗粒品质无影响[25-26]。本试验中,在相同的调质温度和模孔直径下,前期颗粒饲料的PDI均大于后期颗粒饲料的PDI,这可能与饲料配方和原料有关[27],有研究表明,配方在各种影响因素中所占的比例在40%左右[28]。分析饲料配方可知,前期配方中玉米所占比例为52%,豆粕所占比例为30%,后期颗粒饲料中玉米所占比例为55%,豆粕所占比例为27%,豆粕中蛋白质含量较高,在水热作用下具有良好的可塑性,制出的颗粒紧密结实,Walker提出增加蛋白质含量可以增加颗粒耐久性[29],特别是大豆中的蛋白质,对PDI有积极的影响[30]。本试验中前期饲料的豆粕所占比例比后期饲料大,这可能是导致在相同粉碎粒度、制粒工艺参数下,前期颗粒饲料的PDI均大于后期颗粒饲料的PDI的原因。
通常PDI在一定程度上影响颗粒饲料的硬度,并且有很大的正相关关系。但是在本试验中,前期颗粒饲料PDI和硬度随筛片孔径增加呈现负相关系,后期颗粒饲料PDI最佳的颗粒硬度反而越差,类似的,马世峰等报道颗粒饲料硬度和PDI与筛片孔径的变化没有相关性[8]。同样Reece等将玉米用安装孔径为318、635、953 μm筛片的锤片式粉碎机进行粉碎,试验结果证明,953 μm筛片孔径下,颗粒饲料的耐久性最大[26],与本试验结论相同。
4 结论
在本试验条件下,①粉碎后玉米颗粒对数几何平均粒径随筛片孔径增加而显著增加(P<0.05),且筛片孔径越小,粉碎后玉米颗粒的均匀性越佳;②粉碎能耗随筛片孔径增加呈减小趋势,粉碎产量随筛片孔径增加而增加,1.5 mm相比3.0 mm筛片孔径,粉碎能耗急剧增加,粉碎产量急剧下降;③蛋白质含量影响颗粒耐久性,蛋白质含量高,PDI增加,颗粒饲料的PDI与硬度无相关性。
猜你喜欢
中学数学研究(2023年11期)2023-11-30 17:57:07
当代水产(2022年8期)2022-09-20 06:46:50
选煤技术(2022年1期)2022-04-19 11:15:08
广东公路交通(2021年4期)2021-09-09 09:12:46
食品与机械(2020年6期)2020-07-26 08:49:30
系统管理学报(2018年3期)2018-08-13 01:05:40
系统管理学报(2018年2期)2018-08-13 01:04:36
渔业致富指南(2016年12期)2016-11-11 07:07:30
兽医导刊(2016年6期)2016-05-17 03:50:13
延边大学学报(自然科学版)(2015年3期)2016-01-08 03:37:19