数字卷积加减速控制算法研究
2016-12-23 02:59邱焕能欧元贤
制造业自动化 2016年7期
邱焕能,欧元贤
(华南理工大学 机械与汽车工程学院,广州 510640)
数字卷积加减速控制算法研究
邱焕能,欧元贤
(华南理工大学 机械与汽车工程学院,广州 510640)
数控系统的加减速控制是其关键技术之一。提出了一种新颖的基于数字卷积的加减速控制算法,可使数控系统在加工过程中实现平滑连续的运动,保持加速度连续变化,避免急速的运动带来的机构磨损、系统冲击、共振等问题,保证加工精度。推导了连续数字卷积规划方法的数学表达式,并给出了算法的具体实现步骤,实验结果证明了算法的有效性及实用性。相比于传统的S曲线加减速规划,该算法的计算效率大为提高。
数字卷积;加减速控制;数控系统;S曲线
0 引言
现代加工领域对高精度高速度加工的要求越来越高,而速度控制是其中的核心技术。在数控加工中,为保证加工的精度,应避免急速的运动带来的系统冲击、共振等问题,机床的运动应具有平滑性。现阶段常用的加减速控制方法有直线加减速、S曲线加减速等方法。直线加减速[1]的优点是计算简单,对硬件要求不高,但其缺点也是十分明显:在加减速阶段其加速度有突变,对数控系统产生冲击,影响加工精度。S曲线加减速在高性能数控系统中更为常用,在文献[2]中,其将加减速过程分段考虑,通过对加加速度的控制来限制速度的变化。但是这种方法将加减速过程分为加加速段、匀加速段、减加速段、匀速段等七个阶段,再分别计算每个阶段的速度,以实现加速度连续的加工过程,其计算繁复,实现复杂。近年来,还有其他的柔性加减速算法被提出来。文献[3]提出运用滤波技术,在传统的直线加减速算法后串联一个滑动平均滤波器,对速度进行平滑规划,并证明了对直线加减速算法做滑动平均规划与S曲线加减速等效。Jeon Jae Wook[4]提出,基于多项式的加减速方法为满足约束条件,其计算量将随多项式阶数以指数方式增加,计算负担非常大。他提出了一种基于卷积的加减速方法,能够高效的得到平滑过渡的曲线。在此基础上,Geon Lee[5]提出了一种新颖的基于卷积的轨迹生成方法,通过引入约束条件,可得到高阶连续的运动轨迹。
论文以数字卷积理论为基础,提出了数控系统中基于数字卷积的加减速控制算法,详细推导了数字卷积加减速控制算法的数学表达式,并给出了算法的具体实现步骤。
1 卷积运算
卷积是一种数学运算,对两个函数进行卷积运算可得到一个新的函数,其定义如下:

假设h(t)与x(t)为参与卷积的两个函数,输出为y(t)。定义h(t)是一个面积为1的矩形函数:

函数x(t)为定义于0≤t≤tx的任意函数,满足狄利克雷(Dirichlet)条件[6],由此可得到:

上述的卷积运算有以下三个性质:
1)时间延长:y(t)的非零域相比x(t)延长th时间。
2)积分不变:y(t)与x(t)二者的积分相同,即:

证明过程如下:
假设X(s),H(s),Y(s)分别为x(t),h(t)与y(t)的拉普拉斯变换,那么,的拉普拉斯变换可表示为X(s)/s,同样,的拉普拉斯变换可表示为Y(s)/ s。由卷积定理可得:

由终值定理:

其中,H(s)可表示为:

运用洛必达法则:

因此:

3)最大值有界:经过卷积运算后的y(t)的最大值不大于x(t)的最大值。
假设x(t)与y(t)的最大值分别为xm,ym,y(t)在tm时刻有最大值,故:
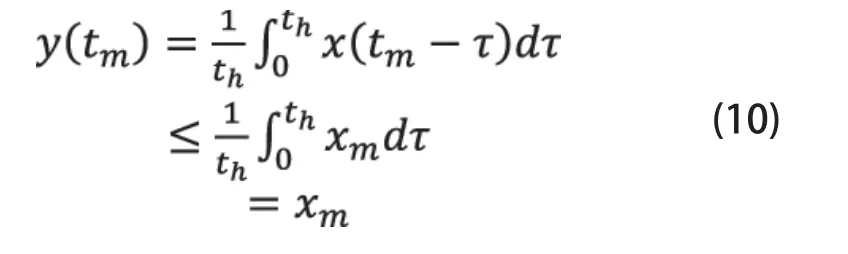
特别的,当x(t)在不小于th的时间历程里都维持x(t)=xm时,ym=xm。
2 连续卷积
若机床沿直线从点P0运动至点P1,两端点距离为L。假设加工过程中数控系统的最大进给速度为vm,加速度为速度的一阶导数,即a=dv,am表示最大加速度;同理,加加速度表示为,最大加加速度为。令:

公式(11)中,v0=vm,t0=L/vm。y0(t)与坐标轴包围的矩形面积即为L。
将y0(t)与h(t)作卷积运算,输出为y1(t),再对y1(t)作一次卷积运算得到y2(t)。通过连续的两次卷积运算,可以从一个矩形的速度方波得到S型的加减速速度曲线,如图1所示。

图1 对矩形函数连续卷积
假设0≤th≤t0,可求出y1(t)的表达式为:

再对y1(t)作一次卷积运算,得到:

可知加速度a为分段连续的一次函数:

若加速度最大值表示为am,其加加速度最大值表示为,则:

dy2(t)及ddy2(t)的曲线图如图2、图3所示。

图2 卷积函数的一阶导数

图3 卷积函数的二阶导数
因此,若数控系统以y2为进给速度曲线,其在整个加工过程中将经历平滑的加减速过程,系统的加速度连续变化。由加加速度的变化可将这个过程分解为加加速阶段、减加速阶段、匀速段、加减速阶段、减减速阶段,加加速度的值在各个阶段中均是定值。
由第1节卷积运算的三个性质还可知道,将系统的进给速度进行卷积规划后,
1)时间延长:加工时间将延长2th;
2)终点可达:经过速度规划后执行部件仍可达到预定目标点;
3)速度限制:卷积后的速度不超过原来的最大速度。
3 数字卷积
在数控系统中,执行部件的运动需要用插补算法控制,在已知点间的路径上插补一系列的期望中间点,因此需要将连续卷积法转化为离散领域中的卷积运算,称为数字卷积。假设从A点运动到B点的时间历程为t,插补周期为Ts,th为h(t)的脉冲宽度。假设0≤th≤t,定义:

由式(19)和式(20)可知,应用数字卷积法求解插补点的速度值可通过递归方法求得,只包含加法和除法运算。相比传统的S曲线加减速控制算法,其表达高效简洁,计算量大为减少。
4 数字卷积算法的实现
以直线运动为例,连续数字卷积加减速控制算法的规划过程如下:
1)给定初始条件
(1)给定初始点位置P0、最终点位置P1;
(2)给定约束条件:最大进给速度vm、最大加速度am、插补周期Ts。
2)求解运动的长度L
从点P0运动至点P1,那么P0P1可表示为:

P0与P1的距离L为:

其单位方向的矢量为:

3)由约束条件求解插补点个数n、m

4)运用数字卷积法求解插补点的速度vi
令y0=vm,由式(19)和式(20)分别求出各个插补点的速度vi。其中,0≤i≤n+2m。
5)求解插补点的位置坐标
插补点到初始点的距离si为:

则Pi的坐标也可表示为:

5 计算实例
在MATLAB软件上实现上述的直线运动规划,令初始点与目标点的坐标分别为:

单位为mm。限制最大进给速度为200mm/s,加速度最大值为1000mm/s2,插补周期设为1ms。经过插补之后得到的系统运动如图4所示,求解其速度及加速度,列为图5。

图4 直线加减速运动(mm)
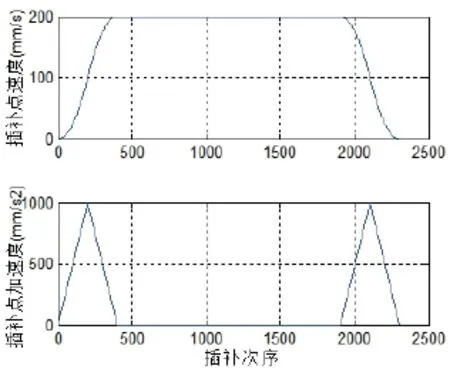
图5 插补点速度(mm/s)及加速度(不考虑方向)(mm/s2)
由图5可以看到,系统在作直线运动时,加速度在前后的加减速阶段其波形呈三角形,其最大值在限制条件内,在中间阶段恒为零;加速度连续变化,没有产生突变。所得到的速度曲线变化平滑,没有冲击,在经过了平滑加速后速度达到稳定,并维持在额定的最高速,最后再经过平滑减速后降为零。
6 结论
在现代加工过程中,数控系统的运动应具有平滑性,加减速过程中应避免加速度的突变,避免其带来的系统冲击、共振及机构磨损等问题,以保证加工精度。现阶段常用的加减速控制方法有直线加减速、S曲线加减速等方法。直线加减速计算简单,但加工过程中加速度有突变;S曲线加减速具有良好的柔性,但其计算繁复,实现复杂。论文提出了一种基于数字卷积的柔性加减速控制算法,可使系统在加工过程中保持加速度连续变化。首先详细推导了数字卷积法的数学表达式,并证明了经过数字卷积规划后系统具有良好的柔性,然后给出了算法的具体实现步骤,最后通过实例证实了算法的有效性。
[1] 胡建华,廖文和,周儒荣.CNC系统中几种升降速控制曲线的研究与比较[J].南京航空航天大学学报,1999,06:706-711.
[2] 郭新贵,李从心.S曲线加减速算法研究[J].机床与液压, 2002(05):60-62.
[3] 于东,胡韶华,盖荣丽,等.基于滤波技术的数控系统加减速研究[J].中国机械工程,2008(07):804-807.
[4] Jeon Jae Wook, Ha Young Youl.A generalized approach for the acceleration and deceleration of industrial robots and CNC machine tools[J].IEEE Transactions on Industrial Electronics, 2000,47(1):133-139.
[5] Geon Lee, Kim J, Choi Y. Convolution-based trajectory generation methods using physical system limits[J].Journal of Dynamic Systems, Measurement, and Control,2013,135(1):11001.
[6] 刁元胜.积分变换[M].广东:华南理工大学出版社,2003:76-79.
Study of digital convolution based acc/dec control algorithm
QIU Huan-neng, OU Yuan-xian
TP271+.4
A
1009-0134(2016)07-0065-04
2016-03-16
广州市科技计划项目资助(2013J4300012)
邱焕能(1991 -),男,广东汕尾人,硕士研究生,研究方向为机器人控制和先进加工技术。
猜你喜欢
当代水产(2022年6期)2022-06-29
汽车观察(2018年12期)2018-12-26
金桥(2018年4期)2018-09-26
劳动保护(2018年8期)2018-09-12
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
北京航空航天大学学报(2017年1期)2017-11-24