基于PLC的三轴机械手控制系统的设计与实现
2016-12-23 02:59管文娟
制造业自动化 2016年7期
刘 燕,邹 萍,管文娟
(常熟理工学院 电气与自动化学院,常熟 215500)
控制技术
基于PLC的三轴机械手控制系统的设计与实现
刘 燕,邹 萍,管文娟
(常熟理工学院 电气与自动化学院,常熟 215500)
三轴机械手作为智能制造系统中的一个重要组成部分,在工业生产领域得到了广泛的应用。根据三轴机械手运行控制要求,以PLC为核心控制器,应用步进驱动、传感器监测、触摸屏技术,结合气动驱动等多项技术,设计满足准确定位、牢固抓取及移动要求的控制系统。通过对其程序柔性化的设计,可以实现机械手不同运行轨迹的操作,以此驱动现代制造业自动化技术的大力发展。实际运行表明,该控制系统的设计具有很好的实际应用价值。
三轴机械手;步进驱动;控制系统;运行轨迹
0 引言
智能制造技术的发展使机械手已成为了现代制造生产系统中的一个重要组成部分,它替代人类手臂可完成搬运、抓取、移位等一系列动作。三轴机械手作为空间运动机构可以在高温、高压、潮湿、粉尘、污染性等恶劣环境下实现多种运行,完成人类无法完成的操作,因此在工业生产领域得到了广泛的应用。三轴机械手的广泛应用,对其运行控制的要求不断提高,准确的定位、牢固的抓取、移动已成为对机械手运行性能的基本要求,也成为自动生产线降低作业成本、提高作业能力和效率的重要保证。基于PLC的三轴机械手控制系统,以PLC为核心控制器,应用步进驱动、传感器监测、触摸屏技术,结合气动驱动等多项技术,通过对控制系统的柔性化设计,实现机械手不同的操作,以此驱动现代制造业自动化技术的大力发展,并带动实现技术更加复杂的生产和操作以及装配工艺要求更高的流程化过程。
1 三轴机械手平台结构及控制要求
1.1三轴机械手平台结构
三轴机械手的机械结构如图1所示,主要由传感器、X轴移动平台、Y轴移动平台、Z轴移动平台、工件放置平台、步进电机和吸盘等组成。其中M1,M2,M3分别是Y,X,Z轴的步进电机,控制机械手运行过程中的移动位置;PH1、PH2、PH3、PH4、PH5、PH6、PH7、PH8、PH9为X、Y、Z轴移动平台上的传感器,作为三个轴的极限和原点位置的监测信号;YV1为吸盘,吸取物料,放下物料。
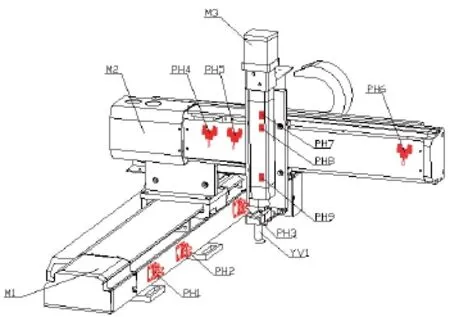
图1 三轴机械手平台结构
1.2控制系统的要求
在生产过程中随着加工工艺的不同,机械手执行轨迹总在发生变化。为了说明问题,下面以两种典型的控制工艺为例阐述其设计思路。
1)控制方式一:机械手自动循环完成一个周期的操作,通过移动、吸取等动作将物料从A区移动到B区,并在工件放置平台上摆放成方形形状。若在执行过程中按下停止按钮,机械手将停留在该工序上,再按下启动按钮,则又从该工序继续工作;
2)控制方式二:具体操作流程与方式一控制类似,其机械手运动的最终目标是将物料摆放出圆形形状。
上述的运行轨迹需要机械手在三维坐标中完成向左移动、向右移动、向前移动、向后移动、向上移动、向下移动、吸气和放气等动作。两种运行中可设置手动运行或连续自动运行方式,且在每次开机初始化完成后,机械手需要进行原点搜索。
2 控制系统的硬件设计
2.1系统硬件组成
根据控制系统的要求,系统硬件设计如图2所示,主要由PLC、触摸屏、步进驱动和传感器监测等部分组成。传感器等外部信号通过输入单元送入PLC内部进行逻辑运算预处理,再经过PLC输出单元向X轴、Y轴、Z轴步进驱动器和电磁阀发出信号,驱动电机运行并控制机械手吸盘的动作。各组成部分的功能如下:
1)触摸屏:监控系统的运行过程。选择MCGS中的TPC7062触摸屏作为系统上位监控系统。触摸屏是人机交互系统中的一部分,主要包含了HMI硬件和画面组态软件两部分。
2)PLC控制器:接收按钮开关信号和传感器信号,同时控制三个步进驱动器。选择西门子CPU226PLC作为控制器,X轴、Y轴、Z轴传感器监测信号以及启动、停止的按钮信号分别接至CPU226的输入端, PLC输出端则接步进驱动器及电磁阀。
3)传感器检测信号:传感器检测信号由三轴机械手中各部分安装的传感器产生,选择光电传感器作为三个轴的极限和原点。
4)步进驱动器和步进电机:步进驱动器和步进电机组成步进驱动单元驱动机械手在三个方向的轴上运动。步进电机选择为Kinco 2S45Q-02054,该步进电机是两相四线的电机。步进驱动器选择为2M530的Kinco。
5)电磁阀:控制机械手吸盘的吸气和放气动作。
6)机械手:主要控制对象,运动由电机和吸盘控制。图2中的机械手为气动机械手,以空气压缩机为动力源,进行能量或信号传递。
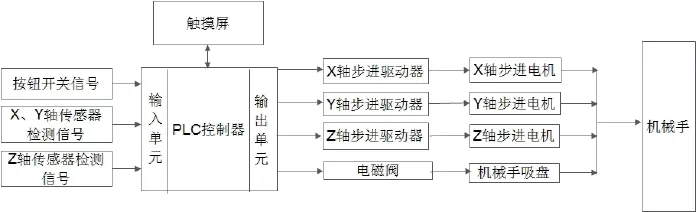
图2 系统硬件组成框图
2.2步进驱动电路设计
步进驱动单元由步进驱动器和步进电机组成,通过和PLC控制器的连接来驱动机械手的运动。步进驱动器作为步进电机的驱动部分,接收从PLC发出的脉冲信号和方向信号从而控制步进电机的转动。具体接线电路如图3所示。将X轴步进驱动器的PLS+、DIR+分别接至PLC的Q0.0和Q0.2点。PLS为脉冲信号,DIR为方向信号,每一个脉冲信号的上升沿驱动电机转动一步,而方向信号则是控制步进电机转动的方向。将步进驱动器的A+、A-、B+、B-与步进电机的动力线相连。Z轴步进驱动器电路设计思路与X轴、Y轴类似,不再赘述。
3 控制系统程序的设计
控制系统的软件设计是整个控制要求得以实现的核心。基于STEP 7-Micro/WIN的编程软件,机械手的运动控制过程需要具体的程序实现。为了便于查看和修改程序,在主程序设计中采用了调用程序块的方式,分别编写了寻零、启动、停止、运行等子程序。如图4所示。
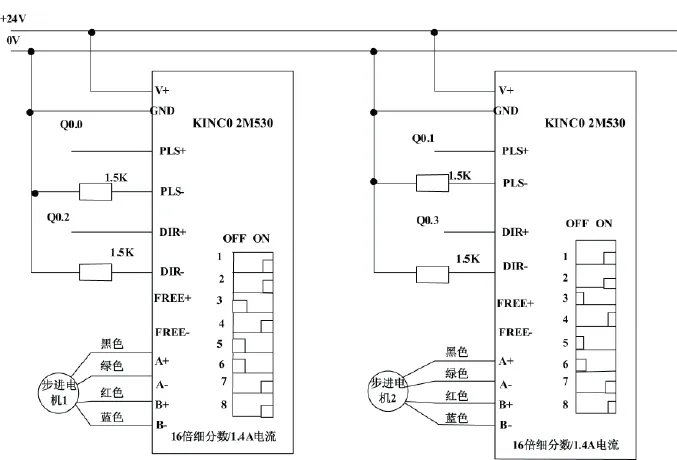
图3 步进驱动器接线图
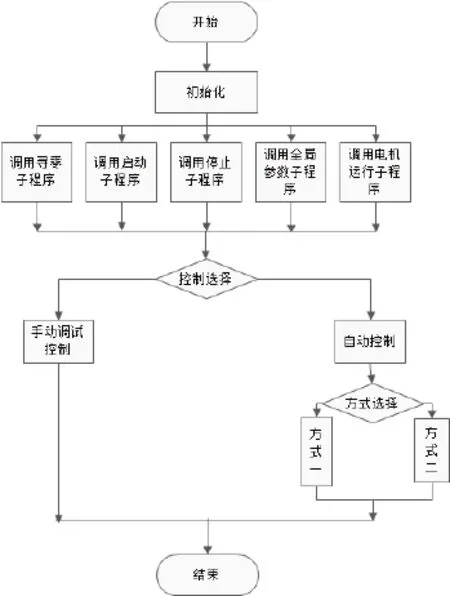
图4 主程序设计框图
在程序运行之前需要初始化内部寄存器,同时对外部的外接设备也进行初始化,电机及气缸复位。在初始化完成后调用各个子程序。寻零程序块是使用指令控制或Q0_x_Home功能块使步进电机执行X轴、Y轴、Z轴回原点;在寻零完成以后响应请求启动、停止和全局参数调用等功能。子程序中还设计了手动调试与自动控制的切换程序。采用PTO指令向导进行手动调试程序的编写,通过编程向导生成PTO指令模块完成手动调试过程。在自动控制中设计了方式一、方式二的切换程序。在完成控制方式的选择以后,即可进行驱动电机的运行。下面就寻零程序设计和自动控制方式一程序设计进行阐述。
3.1寻零程序设计
使用指令控制步进电机执行X轴、Y轴、Z轴回原点动作,如果上电后步进电机不执行寻零动作,则将以掉电前步进电机所在的位置作为原点位,使用Q0_x_Home功能块寻找X轴、Y轴参考点,步进电机将按照预先定义好的位置寻找参考点。X轴、Y轴的寻零程序如图5所示。Z轴亦同。
3.2自动控制方式一程序设计
自动控制方式一中要求在按下启动按钮后,机械手在三个轴上分别移动,最终移动到A区坐标位置时吸取物料,之后将吸取的物料分别移动至B区要求的位置后放下。吸取物料和放置物料的位置需要事先通过机械手的移动来获取准确的数据。本设计中假设吸取物料的位置坐标分别定位为14860,12866,18015,放置物料的坐标分别定位为-15147,14181,15124。上述的位置都是相对于原点位置的绝对位置,将此数据编制在相应的程序中,通过机械手从A区到B区的多次重复移动,直至将物料在B区摆放出要求的方形形状为止。具体编写程序的流程如图6所示。
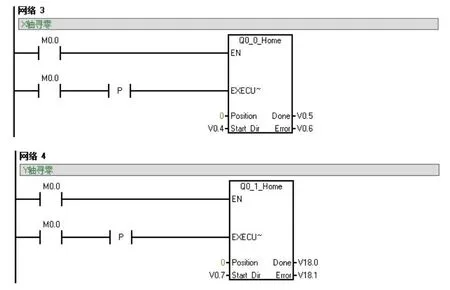
图5 寻零程序

图6 自动控制方式一流程图
自动控制方式二要求将物料摆放出圆形形状。其控制流程和自动控制方式一类似,皆是从A区将物料吸取放置到B区,只是吸取物料和放置物料的位置坐标不同而已。程序编写时只需修改吸取和放置物料的坐标位置和次数即可。
本程序结构满足了机械手运行轨迹柔性化的工艺要求。当机械手运行轨迹发生变化时只需要改变自动控制方式下的程序即可实现。
4 结束语
本设计以工业自动化中机械手的控制要求为研究对象,设计了基于PLC的三轴机械手控制系统。通过对其运动轨迹的分析实现机械手在不同控制方式下搬运、抓取、移位等的动作,完成将物料从某区传送到另一区域并将工件摆放出一定形状的要求。程序编写采用模块化的设计思想,结构清晰,便于检查。本设计方案仅通过改变自动控制方式下运行程序就可改变机械手随工艺变化的的运行轨迹,满足了柔性化生产线高效率、高质量的加工要求,具有很好的实际应用价值,是制造领域的发展方向之一。
【】【】
[1] 李庭贵.基于PLC和步进电机的立体仓库存储系统精确定位控制设计[J].制造业自动化,2011(21).
[2] 李勇成.基于PLC的步进电机控制在工业机械手中的应用[J].科技信息(科学教研),2008(18).
[3] 霍莹.基于PLC的工厂自动化生产物流控制系统研究[D].长安大学:机械电子工程,2010.
[4] 王彦军,李增生.基于PLC的步进电机控制[J].科学技术与工程, 2011(05).
[5] 郭俊宇,刘昆汶.基于PLC的步进电机控制方法研究[J].科技情报开发与经济,2011(13).
[6] 唐立平.气动物流输送及分拣系统的PLC控制系统设计[J].液压与气动,2010(07).
[7] 神显豪.在线物料配送自动化仓库的实体模型设计[D].陕西科技大学:机械制造及其自动化,2010.
[8] 周炯亮,郑安平,陈青华.基于PLC控制的自动化传输线的设计[J].仪表技术,2011(06).
Design and implementation of control system for three-axis manipulator based on PLC
LIU Yan, ZOU Ping, GUAN Wen-juan
TH181;TP273
A
1009-0134(2016)07-0021-04
2016-03-06
刘燕(1964 -),女,山东济宁人,教授,硕士,主要从事电气工程及其自动化专业的教学与科研工作。
猜你喜欢
北华大学学报(自然科学版)(2021年3期)2021-07-13
装备制造技术(2020年4期)2020-12-25
电脑爱好者(2020年6期)2020-05-26
电子制作(2019年22期)2020-01-14
电子制作(2019年13期)2020-01-14
制造技术与机床(2018年11期)2018-11-23
通信电源技术(2018年3期)2018-06-26
电子制作(2017年13期)2017-12-15
北京航空航天大学学报(2017年5期)2017-11-23
制造技术与机床(2017年4期)2017-06-22