
静电喷涂白色不饱和聚酯底漆的研制
2016-12-22 00:40:08李相权陈文斌成都优品涂料有限公司四川成都610501
上海涂料 2016年5期
李相权,陈文斌 (成都优品涂料有限公司,四川成都 610501)
静电喷涂白色不饱和聚酯底漆的研制
李相权,陈文斌 (成都优品涂料有限公司,四川成都 610501)
介绍了静电喷涂原理。探讨了影响白色不饱和聚酯底漆静电喷涂的主要因素,并指出在木器家具行业中运用静电喷涂能产生极好的经济效益。
静电喷涂;白色不饱和聚酯底漆;电阻值;喷涂黏度
0 引言
在木质家具生产中,涂料涂装对家具的最终品质起到关键作用。采用传统空气喷涂时,涂料的上漆率较低,涂料浪费严重,涂装环境差,这不仅大大增加了生产成本,而且增加了后续涂料废渣处理的难度和费用。随着人们环保意识的不断增强,高耗能、低能效的传统空气喷涂工艺逐渐被淘汰,新型喷涂工艺及设施得到不断的推广和应用。20世纪90年代,某些台资家具企业首先将静电喷涂用于餐椅及吉他的喷涂上,实现了涂装自动化。静电喷涂克服了传统空气喷涂存在的缺点,如污染严重、涂料利用率低、对复杂工件的全面涂装存在明显的死角、涂装效率较低、二次清洁成本较高等,同时具有涂装质量好、作业环境好、节省涂料等优点,使上漆率和生产效率大大提升,综合效益非常明显,在家具领域中得到了很好地应用。
静电喷涂与传统空气喷涂比较见表1。由表1可见:传统空气喷涂的涂装效率仅为30%~40%,操作人员的技术熟练程度和环境等因素对涂装质量的影响也较大;采用静电喷涂后,涂料的利用率可提高到90%,涂膜的均匀性和外观质量明显提高,因此采用静电喷涂可以大大提高经济效益。
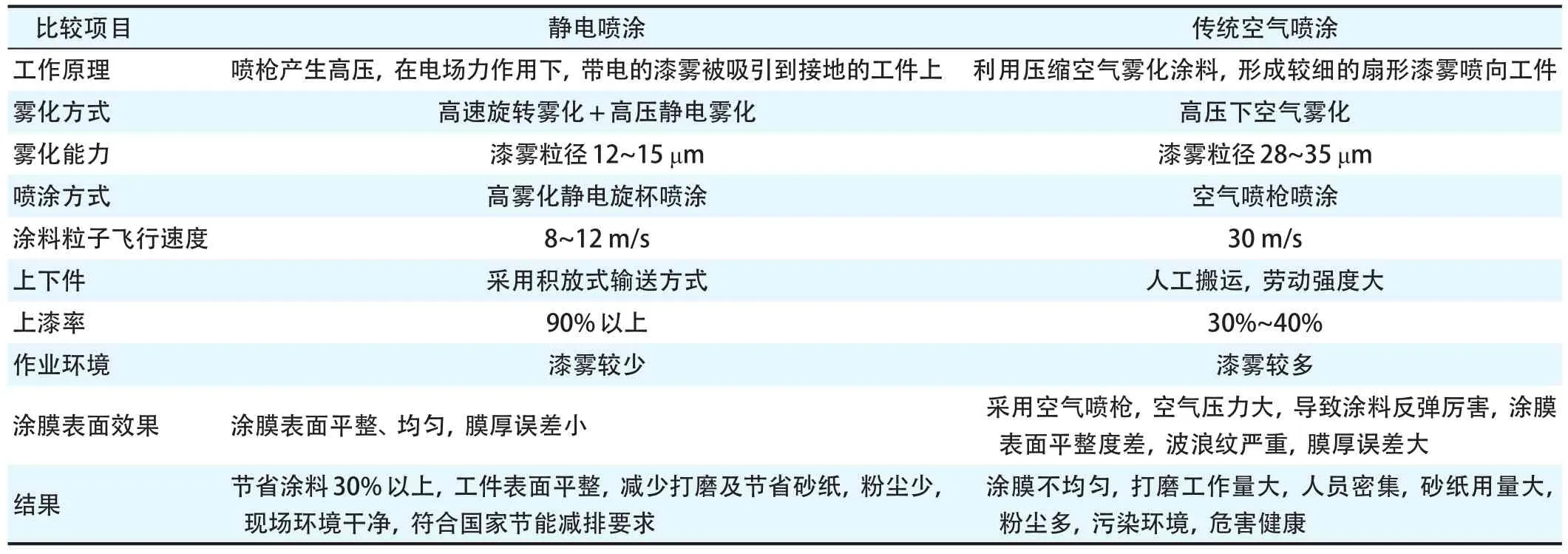
表1 静电喷涂与传统空气喷涂的比较Table 1 The comparison between electrostatic spraying and traditional air spraying
1 静电喷涂原理
静电喷涂是通过专用设备产生高压静电,在喷头与工件间形成一个电场,使带电的涂料液滴受电场作用附着在工件表面的喷涂工艺。静电喷枪的枪嘴附近有一个电极针,与枪体内或外部静电发生器相连,作为阴极,被喷涂工件及流水线接地,作为阳极。当静电发生器工作时,电极针带电,与被涂工件之间形成电场,涂料经喷嘴喷出雾化成小液滴,电极针使漆雾中的每个液滴带上负电荷,在电场力及初始动能的作用下,涂料液滴飞向被涂工件,自动吸附在被涂工件表面,形成均匀的涂膜,同时因静电环抱现象,工件的背面也能涂上涂料。由于电场的作用,使涂料的溅落大为降低,有效地防止了涂料的喷逸,提高了涂料的利用效率,从而减少涂料的浪费和对环境的污染,降低生产成本。根据静电涂装原理,微粒在电场中载电荷的能力与涂料的导电性有关,涂料是否适用于静电涂装,即涂料电阻是否符合静电涂装的要求,将直接影响到涂料在静电涂装中的载电荷能力、雾化效果和涂装效率。通常情况下,涂料电阻越大,涂料微粒载电荷能力越差,越不易带上电荷,静电雾化及涂装效率越差;涂料电阻越小,涂料微粒载电荷能力越好,静电喷涂效果好,但涂料电阻过低,在高电压下,容易产生漏电现象,对设备的绝缘性和防火方面的要求相应提高,施工时存在安全隐患。以下讨论了影响白色不饱和聚酯底漆静电喷涂的主要因素。
2 试验部分
2.1 主要原材料
不饱和聚酯树脂、流平剂、消泡剂、分散剂、防沉防流挂剂、钛白粉、填料、防绿化剂、硬脂酸锌、蓝水(异辛酸钴,促进剂)、白水(过氧化甲乙酮液,引发剂)、苯乙烯等溶剂,均为工业品。
2.2 白色不饱和聚酯底漆的制备
配方:
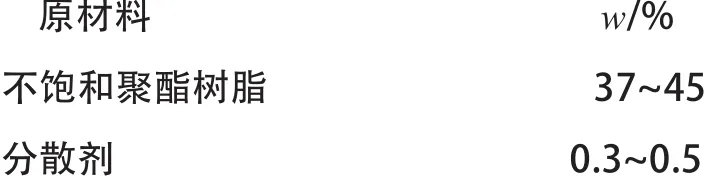

制备工艺:将配方的不饱和聚酯树脂及分散剂投入分散缸内,高速搅拌分散5 min,然后投入钛白粉、防沉剂、硬脂酸锌及填料,高速搅拌分散至细度合格,加入余下的助剂,搅拌均匀,用苯乙烯调节黏度,检测合格后,过滤,包装。
2.3 涂料施工
施工配比为:m(基料)∶m(蓝水)∶m(白水)∶m(稀释剂)=100∶1.4∶1.8∶40~50,将各组分混合均匀,测定混合液的电阻值符合要求后,即可进行静电喷涂。
3 结果与讨论
静电喷涂涂料不但要满足涂料的最基本性能要求,还要满足电阻值的要求。所设计的涂料配方能满足静电喷涂的要求,出现所期望的“静电”效果,使涂料液滴在电场力的作用下,安全吸引覆盖在工件上,使涂料得到充分的利用,这是在配方设计时要重点考虑的问题。
3.1 不饱和聚酯树脂的选择
在白色不饱和聚酯底漆的各组分中,不饱和聚酯树脂是涂料的主体,它的性能基本上决定了固化后涂膜的性能,因此不饱和聚酯树脂的选择是配方设计最重要的环节。白色不饱和聚酯底漆中粉料较多,如果不饱和聚酯树脂的相对分子质量分布过宽,会使树脂的流动性差,不易润湿底材,导致涂膜容易产生橘皮,影响涂膜平整性,造成打磨工作量大增。相对分子质量分布窄、黏度适中、气干性良好的不饱和聚酯树脂可以充分润湿粉料,有利于对粉料粒子的分散,容易制备细度好的底漆,在涂装时提高对底材的润湿性,渗透性强,流平性优异,可赋予涂料较好的施工性能。因此在配方设计时,应通过试验选择润湿流动性好、易雾化、具有一定触变性、能使流平性和抗流挂性平衡的不饱和聚酯树脂。
3.2 流平剂的选择
为了防止涂膜干燥固化过程中出现缩孔、针孔、橘皮等弊病,得到平整、光滑、均匀的涂膜,就要添加流平剂。流平剂的种类很多,不同的流平剂所呈现的效果不同。其中,短波流平剂有助于消除贝纳尔德漩涡所形成的漩涡状痕迹,并在锌粉发花现象发生时使涂膜表面均匀;长波流平剂有助于涂膜达到平坦的效果;有的流平剂在流平的同时会抑制气泡的产生;有的流平剂稳泡性很强。不同流平剂对静电喷涂涂膜性能的影响见表2。
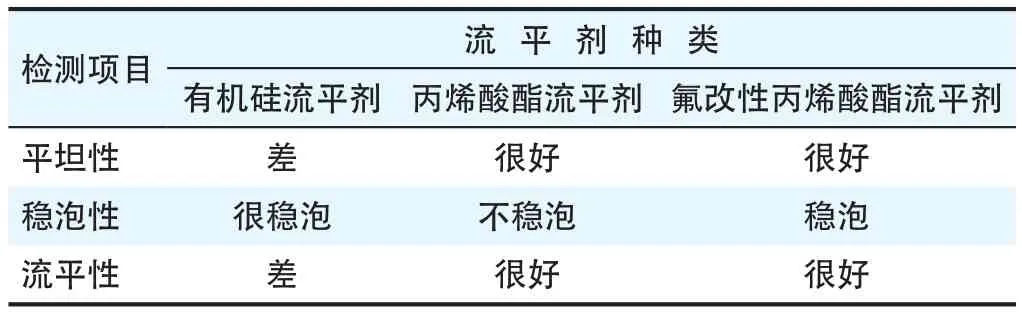
表2 不同流平剂对静电喷涂涂膜性能的影响Table 2 The infulences of different leveling agents on the film performance with electrostatic spraying
由表2可见:丙烯酸酯流平剂和氟改性丙烯酸酯流平剂与树脂相容性有限,可在短时间内迁移到涂膜表面,形成单分子层,改善涂膜的表面流动性,保证涂膜平整光滑,同时不影响层间附着力,且丙烯酸酯流平剂因具有高相对分子质量和非极性结构,有一定的消泡作用,最适合在白色不饱和聚酯底漆中使用;有机硅流平剂有助于提高涂膜的手感,但其涂膜平坦性较差,且影响层间附着力。而静电涂装涂膜处在垂直的状况下,与平面流平不同,其本身就不利于涂膜的流平。如果是在平面的状况下,可以通过静置时间的延长来提高流平性,而静置时间的延长对立面流平的帮助不是很大,所以在静电涂装涂料配方中应该尽量少用或者不使用有机硅流平剂。本试验主要采用丙烯酸酯流平剂。
3.3 防流挂剂的影响
静电喷涂白色不饱和聚酯底漆通常是立面施工,湿膜受重力影响必然向下流动出现流淌现象,很难得到平整光滑的涂膜,容易出现橘皮状的波纹或湿膜向下流动而形成各种竖条纹,直接影响涂膜的装饰效果,难以打磨平整,浪费大量人力。因此在静电喷涂过程中,要提高涂料的施工效果,保持涂膜流平与防流挂的平衡,使干燥后的涂膜平整、无病态,这就对白色不饱和聚酯底漆的防流挂性提出了更高的要求,需要在涂料中加入防流挂剂,赋予涂料适宜的触变性,改变涂料在高、中、低剪切速率下的黏度,它不仅具有良好的兑稀防沉性,而且在提高防流挂性的同时,还使体系保持良好的流动性和流平性,改善涂料的施工性能。
本试验选择气相二氧化硅和聚酰胺蜡防沉剂配用,它们通过分子链的相互缠绕,形成网状结构而具有触变性。当涂料喷出后,较弱的剪切力即可破坏网状结构,缠绕的分子被拉开,涂料黏度降低,高度雾化,很容易润湿底材而吸附在基材上;剪切力消失后,分子链又重新缠绕形成网状结构,而使涂料黏度上升防止流挂,但这种重新缠绕的过程相对缓慢,黏度恢复速度较慢,有较长的时间使湿涂膜流动和流平,形成平整光滑的涂膜,但又不会导致流挂失控,具有良好的防流挂性,且这种网状结构还能有效阻止涂膜形成厚边,改善工件边角的涂装质量,使涂膜外观得到很大的改善,具有良好的施工性。
3.4 溶剂的影响
涂料电阻值的大小是静电涂装中的重要工艺参数之一,涂料的电阻太大或太小都会影响静电喷涂效果。涂料电阻值适宜,能最大限度地提高涂料的上漆率,获得满意的涂装效果。白色不饱和聚酯底漆的电阻较大,难以满足静电喷涂的要求,一般采用稀释剂增加涂料的导电性。
涂料用溶剂的主要作用是降低涂料的黏度,以达到施工要求。不同种类的溶剂与树脂的相互作用不同,以及溶剂本身的挥发速率和介电常数也不同,造成使用不同种类的溶剂制得的涂料在喷涂和流平干燥过程中的效果也不同。其中,最大的影响因素是溶剂的介电常数和沸点。不同种类的溶剂,依据其极性大小,具有不同的电阻率。醇类溶剂和醇醚类溶剂极性较强,具有较低的电阻率;苯乙烯,以及烃类和酯类溶剂的极性较弱,具有较高的电阻率。同时考虑到不同溶剂的溶解力、挥发速度等因素,要达到出色的涂膜状态,选择合适的溶剂组合十分重要。
因白色不饱和聚酯底漆主要是立面静电涂装,因而要求溶剂不仅具有合理的挥发速度,在涂料喷涂后应快速成膜,减少流挂,还要具有良好的溶解力,提高涂料的施工性能,赋予涂料良好的流动性及流平性。涂料的雾化状况直接影响到静电喷涂的效果,进而影响涂膜的平整和光泽。要获得良好雾化效果的涂料,应选择高沸点溶剂,否则溶剂会在雾化粒子飞向工件的过程中大量挥发,当涂料粒子附着在工件表面形成湿涂膜后,涂料黏度已大大提高,湿涂膜就没有流平推动力,流动性下降,涂膜尚未流平即可能已表干,导致涂膜附着力不好,涂膜表面干枯粗糙,光泽降低,出现橘皮现象。但高沸点溶剂过多,容易产生流挂。应根据天气情况合理搭配溶剂,使溶剂具有良好的溶解性和合理的挥发速度,同时调整至合适的电阻值,有利于提高涂料的雾化效果。这不仅能提高涂膜表干速度,同时也可延长涂膜表面开放状态,确保涂膜的流平与防流挂性的平衡,满足施工要求。
因干燥的木材导电性较差,在静电涂装时,基材表面不容易形成导电层,静电电荷不容易消失,影响涂装效率和涂装效果。虽然通过控制木材含水率,可以保证在静电涂装中得到较好的上漆效果,但其含水率难以控制在一个合理的范围内,特别是不同部位的含水率都会不同,喷涂时容易出现涂膜不均匀现象。因此在施工时,涂料电阻值应偏低(控制在15~40 MQ/cm),涂料微粒带电荷能力提高,可提高静电雾化效果,提高涂料的上漆率,保证静电涂装效果。
3.5 施工黏度的影响
要达到最佳的喷涂效果,在涂料配制过程中,要注意调整好涂料施工黏度与涂料电阻值的平衡关系。涂料的施工黏度对静电喷涂效果的影响见表3。

表3 施工黏度对静电喷涂效果的影响Table 3 The infulence of application viscosity on the effect of electrostatic spraying
由表3可见:静电喷涂白色不饱和聚酯底漆的最佳施工黏度是12~16 s,施工黏度偏低时,涂料容易流挂,涂膜丰满度差,且涂料的静电上漆率低,得不到理想的平整状态;施工黏度太高时,涂料微粒粗大,分散性差,喷涂效果不好,涂膜的平坦均匀性差,易出现橘皮现象,影响涂膜外观。涂料施工黏度只是其中的一个影响因素,施工现场环境、设备类型、操作人员、温度、湿度等都有很大影响,需要在实践中不断摸索和总结,获得最佳施工工艺。
3.6 其他影响静电喷涂效果的因素
一般来说,在喷涂过程中,当涂料粒径过大时,涂料颗粒的质量会超过空气动力和静电力,具有较大的动能,不容易吸附到工件上,造成涂膜的流平性变差,容易产生橘皮现象,因此在白色不饱和聚酯底漆生产过程中要严格控制其细度。
工件表面不光滑也会影响涂膜的流平性,容易产生橘皮,因此在施工前需要将工件进行打磨处理,使工件表面平整,同时及时除去挂具上黏附的漆膜,不然工件不易吸附涂膜,造成橘皮等弊病。
家具工件的形状各异,要考虑各方面因素的影响,才能达到理想的静电喷涂效果。由于静电场的尖端效应,对形状复杂、具有凹坑的部位会产生电场屏蔽,形成的涂层较薄,需要手工补喷。每个家具企业应根据自己的产量、涂装工艺、工件形状来选择适合自身的静电涂装设备,并在使用过程中对工作参数进行定期检查,防止出现故障,影响涂装效果。
Development of White Unsaturated Polyester Primer with Electrostatic Spraying
Li Xiangquan,Chen Wenbin
(Chengdu Youpin Paint Co.,Ltd.,Chengdu Sichuan,610501,China)
The principle of electrostatic spraying was introduced. The main factors influencing electrostatic spraying of white unsaturated polyester primer were discussed. It was also pointed out that using electrostatic spraying could achieve great economic benefits in the wood furniture industry.
electrostatic spraying;white unsaturated polyester primer;resistance value;spraying viscosity
TQ 630.7
A
1009-1696(2016)05-0014-04
2016-02-22
李相权,男,技术总监,主要从事醇酸树脂、固化剂及家具涂料的研制,已发表论文三十余篇。
猜你喜欢
机械工程材料(2022年2期)2022-03-02 05:53:00
汽车维护与修理(2021年24期)2021-12-23 02:16:14
塑料包装(2021年3期)2021-01-25 09:22:12
科学咨询(2020年37期)2020-01-06 05:09:42
天然产物研究与开发(2018年9期)2018-10-08 03:26:00
安徽建筑(2016年4期)2016-11-10 03:59:52
合成化学(2015年10期)2016-01-17 08:56:06
分析测试学报(2015年8期)2016-01-13 06:19:29
西安交通大学学报(医学版)(2015年2期)2015-02-28 17:59:15
食品工业科技(2014年21期)2014-03-11 18:18:39
