
X70M大壁厚螺旋埋弧焊管丁字焊缝工艺性能研究
2016-12-18 05:21蒋永峰冯宗泽陆建刚
焊管 2016年7期
蒋永峰,王 伟,冯宗泽,陆建刚,任 超
(江苏玉龙钢管股份有限公司,江苏 无锡 214183)
X70M大壁厚螺旋埋弧焊管丁字焊缝工艺性能研究
蒋永峰,王 伟,冯宗泽,陆建刚,任 超
(江苏玉龙钢管股份有限公司,江苏 无锡 214183)
X70M大壁厚螺旋埋弧焊管丁字焊缝焊接接头强度过高,经过成型器反变形易产生层状撕裂,焊缝热影响区温度过高易使焊缝组织产生脆化现象,为了确保X70M大壁厚螺旋埋弧焊管丁字焊缝焊接接头的各项性能指标,采用H08D焊丝与SJ101G焊剂匹配进行工艺试验,焊接过程中严格控制层间温度、减小焊接热输入及焊后热处理形式,通过试验得出了合理的焊接工艺。试验结果表明,按该工艺所焊试件的各项性能指标均达到API SPEC 5L PSL2标准及客户技术条件,采用此工艺已成功地生产了数万吨尼日利亚输油管线用管,效果良好。
螺旋埋弧焊管;丁字焊缝;焊接工艺;成型工艺;X70M低合金钢
螺旋埋弧焊管经过近几十年的发展,其制造工艺已逐步完善并日益成熟,产品广泛运用到输油、输气、输水、排污、供暖、桥梁建筑等领域,用途十分广泛。随着经济的飞速发展,各行各业对能源的需求及消耗日益增加,对产品制造工艺提出了更高的要求,尤其对制造高强度、高质量、大直径厚壁螺旋钢管的工艺技术要求越来越高,其条件越来越苛刻。因此,对螺旋焊管的工艺研究有待深度挖掘,特别是螺旋焊管的丁字焊缝工艺性能问题,一直是困扰着制管行业发展的瓶颈。为此,大多客户及供应商为了确保管线的使用安全,针对对接焊缝钢管采用切割处理,造成很大的资源浪费。
江苏玉龙钢管股份有限公司根据API SPEC 5LPSL2标准及客户技术条件依据,对Ф1219mm×20.62 mm、材质为X70M尼日利亚输油管道的丁字焊缝工艺性能进行研究,研究结果可为业界提供一定的技术支持。
1 材料理化性能试验分析
试验材料为首钢提供的X70M控扎控冷钢带(TMCP),组织为铁素体+贝氏体组成的复相组织,含有一定量的M/A组元,分布于贝氏体及基体上,其韧性好、强度高。分析认为,该X70M钢带存在板头板尾抗拉强度较高且强度分布不均匀、焊接接头强度较大等问题,另外还存在焊接接头经过成型器的反变形可能会产生层状撕裂等情况,为了使焊接接头的显微组织和力学性能满足相关标准和客户的技术要求,采用H08D焊丝与SJ101G2焊剂进行匹配试验。匹配原则遵循:焊缝熔敷金属力学性能在焊态条件下,其力学性能略低于母材的力学性能,以确保焊接接头各性能指标满足相关技术要求。X70M材料化学成分见表1,力学性能见表2;H08D焊丝化学成分见表3,熔敷金属力学性能见表4。
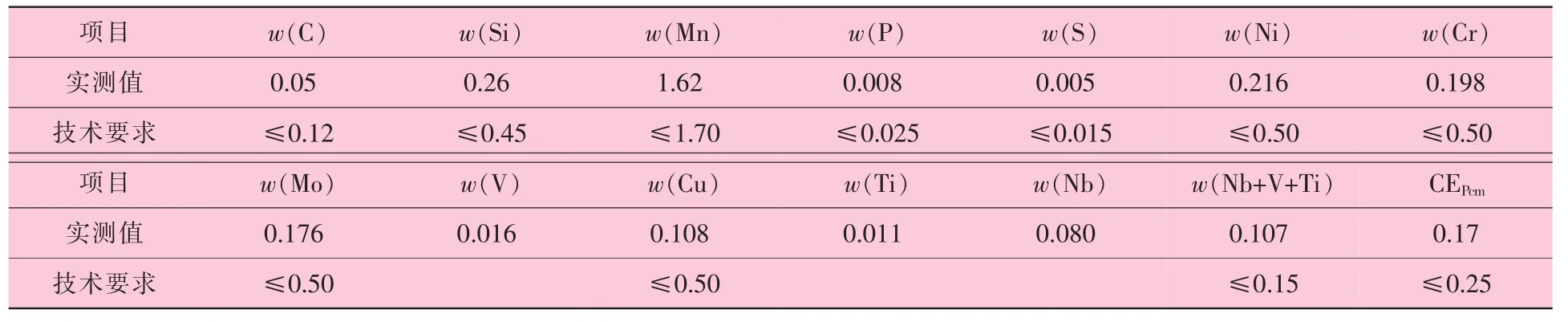
表1 X70M卷板化学成分及碳当量 %
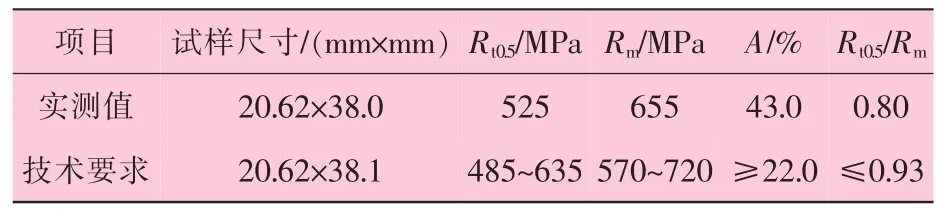
表2 X70M卷板的力学性能

表3 H08D焊丝主要化学成分 %

表4 H08D熔敷金属的力学性能
2 焊接工艺分析及坡口设计
2.1 用Pcm判定产生冷裂纹的敏感性
冷裂纹敏感系数Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B=0.17%(<0.25%)。从计算结果可以看出,该X70M材料焊接时淬硬倾向低,可焊性好,焊前无需预热处理。
2.2 用IIW推荐的碳当量计算
用国际焊接学会(IIW)推荐的碳当量来计算,即 CEIIW=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15=0.41%(≥0.4%)。从计算结果可以看出,CEIIW接近下限值0.4%,且略大于下限值,这说明淬硬性倾向不大,焊接性良好,焊前不需预热,但组织有淬硬、冷裂纹发展的趋势。
另外,考虑到热影响区温度过高会造成奥氏体晶粒显著长大使其产生脆化现象,因此在焊接过程中必须选择合适的焊接工艺参数,控制焊接热输入,并在焊接完成后采取保温处理。
2.3 焊接工艺设计
为了获得满足性能的焊接接头,同时为避免焊接接头经过成型器的反变形产生层状撕裂,防止热影响区发生脆化、及焊缝和热影响区因施焊完成后冷却过快而形成马氏体淬硬组织,拟采用单丝多层多道埋弧半自动焊焊接工艺,严格控制焊接热输入、层间温度,并在焊接完成后采用保温处理。
2.4 焊接接头坡口设计
焊接接头的坡口设计如图1所示。为了获得全熔透、高强度、韧性好等性能要求的焊接接头,采用 Y+U 坡口形式。 单边坡口角 30°±1°、25°±1°, 钝边 8.0±1.0 mm, 对接间隙 1.0~2.0 mm。
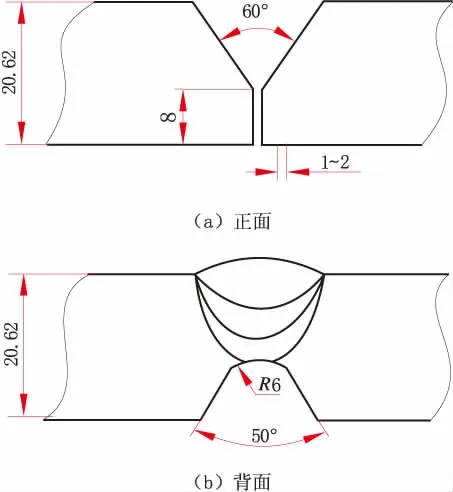
图1 焊接接头坡口设计
3 焊接工艺试验
3.1 正面焊焊前准备
正面焊在螺旋焊管机组生产线上完成,采用3层3道埋弧半自动焊接工艺,即一层打底、二层填充、三层盖面。焊前按照工艺要求加工Y形坡口和钝边(见图1(a)),并清除坡口面及坡口两侧50 mm范围内的油污、锈蚀等影响焊接的污物,直至露出金属光泽。最后按工艺要求将两钢带板头、板尾对接,并预留相应的间隙,在对接焊缝两端联接引弧板、熄弧板,钢带对接示意如图2所示。
图2 钢带对接示意图
3.2 背面焊焊前准备
背面焊在离线半自动补焊装置上完成,采用2层2道埋弧半自动焊接工艺,即一层填充、二层盖面。按照工艺要求,采用碳弧气刨加工U形坡口、并完全清根(见图1(b)),并清除坡口面及坡口两侧50 mm范围内的油污、锈蚀等影响焊接的污物,直至露出金属光泽。
3.3 焊接工艺
焊接设备采用林肯DC-1500焊机,焊前焊剂按工艺要求进行烘焙,焊接过程中严格控制层间温度及焊接热输入,焊后焊剂覆盖于焊缝表面保温缓冷,防止焊缝冷却过快,确保氢及时溢出,避免焊缝和热影响区组织发生变化。
正面焊和背面焊焊接方法均为SAW,焊剂牌号为SJ101G2,焊丝牌号为H08D,焊丝直径为4.5 mm。具体焊接工艺参数见表5和表6。
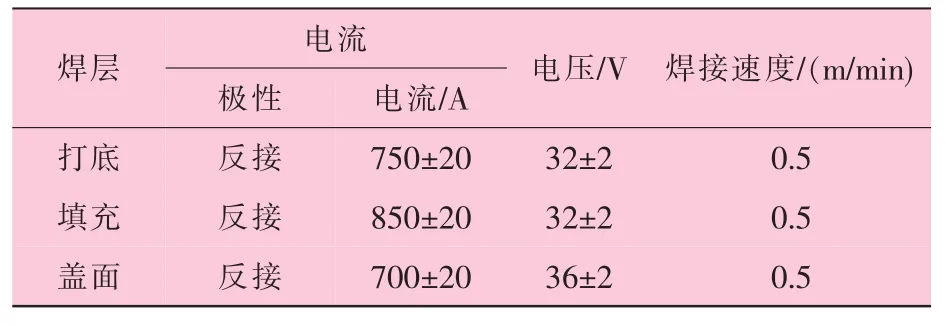
表5 正面焊工艺参数
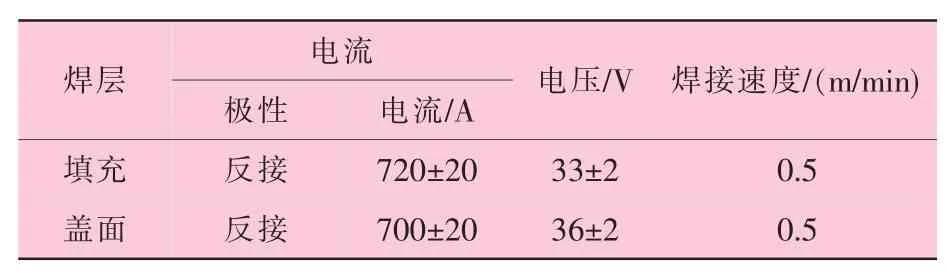
表6 背面焊工艺参数
4 试验结果及焊接时应注意事项
4.1 试验结果
对所焊试件按照API SPEC 5L PSL2标准及客户技术条件进行无损检测,未发现有超标缺陷,并对所焊试件的理化性能进行了检测。
焊缝宏观形貌如图3所示,扫描电镜下的焊缝、热影响区显微组织如图4所示。由图3和图4可见,焊接接头根部熔合良好,无未熔合或未焊透的现象;焊接接头显微组织满足相关标准要求。
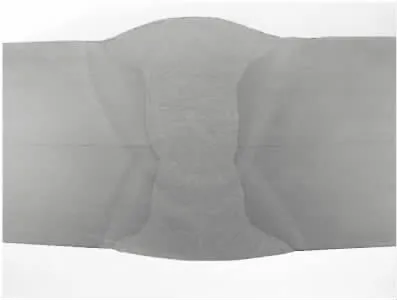
图3 焊缝宏观形貌
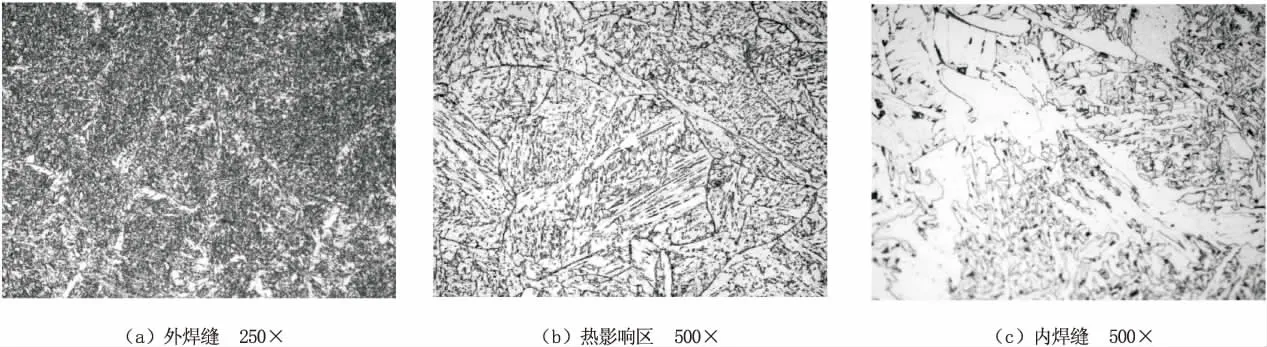
图4 扫描电镜下的焊缝、热影响区显微组织
拉伸和导向弯曲试验结果见表7,夏比冲击试验结果见表8。维氏硬度检测打点位置如图5所示,检测结果见表9。检测结果表明,所焊试件各项性能指标均符合相关标准要求。

表7 拉伸、导向弯曲试验结果
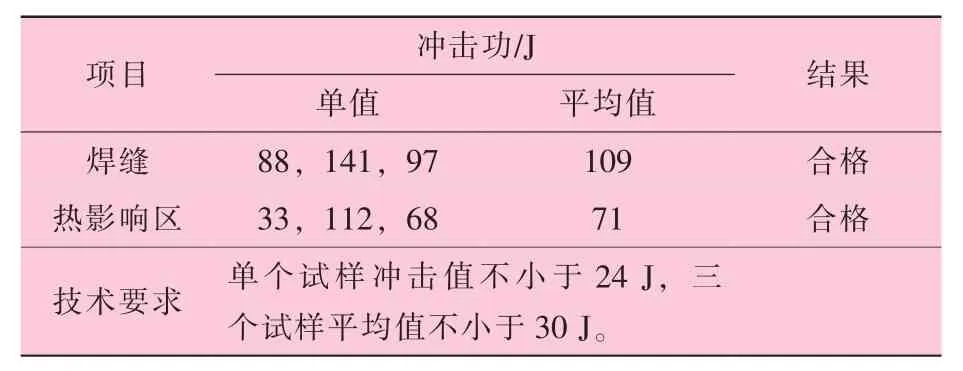
表8 夏比冲击试验结果
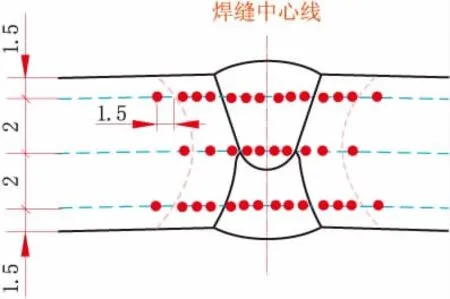
图5 焊缝硬度打点位置示意图

表9 维氏硬度试验结果
4.2 焊接时应注意事项
(1)坡口设计,根据工艺要求选择加工合理的焊接坡口,其型式和尺寸应依据焊接方法、母材类别及厚度等来确定。同时应尽量减少焊缝填充的金属量,以避免产生缺陷、减少焊接变形及残余应力,方便焊接操作。
(2)焊接环境要求,施焊现场风速不得大于10 m/s、相对湿度不得大于80%、焊件温度不得低于-20℃。
(3)焊接材料匹配,焊缝熔敷金属力学性能等于或略低于母材力学性能指标。
(4)焊接过程中务必选择合适的焊接工艺参数,采用多层多道焊,严格控制层间温度、焊接热输入。
(5)焊后采用焊剂覆盖保温、缓冷,以确保焊接接头各性能指标。
5 结 语
通过对X70M低合金钢材料焊接性能分析、焊接工艺试验,提出了合理的焊接工艺及操作要领,并对焊接接头试样进行一系列的工艺评定试验。试验结果表明,本研究设计的焊接工艺所焊试件的各项性能指标均满足API SPEC 5L PSL2标准及相关技术条件的要求,获得了良好的焊接接头。
[1]王文其,张思.焊接新技术新工艺实用指导手册[M].哈尔滨:黑龙江文化电子音像出版社,2007.
[2]吴林,殷树言,刘合金,等.焊接手册[M].北京:机械工业出版社,2001.
[3]NB/T 47015—2011,压力容器焊接规程[S].
[4]谌铁强,宋欣,张国栋,等.低碳贝氏体型厚壁X70管线钢低温韧性研究[J].焊管,2014,37(12):10-15.
[5]高惠临.管线钢与管线钢管[M].北京:中国石化出版社,2012.
[6]郑磊,付俊岩.高等级管线钢的发展现状[J].钢铁,2006,41(10):1-10.
[7]王春明.高强韧性管线钢的研究[D].北京:北京科技大学,2001.
[8]YONGCHUL HWANG B,YONG MIN KIM,SUNGHAK LEE.Correlation of Microstructure and Fracture Properties of API X70 Pipeline Steels[J].Metallurgical and Materials Transactions A,2005(03):725-739.
[9]赵明纯,肖福仁.超低碳针状铁素体管线钢的显微特征及强韧性行为[J].金属学报,2002(03):283-287.
[10]聂燚,董文龙.高强度低碳贝氏体钢工艺和组织对性能的影响[J].北京科技大学学报,2006(08):733-738.
Investigation on the Technological Properties of X70M Thick Wall SAWH Pipe T-shape Weld
JIANG Yongfeng,WANG Wei,FENG Zongze,LU Jiangang,REN Chao
(Jiangsu Yulong Steel Pipe Co.,Ltd.,Wuxi 214183,Jiangsu,China)
If the welded joint strength of X70M thick wall SAWH pipe is too high,it is easy to generate backward deformation and lamellar tearing when pass through the forming machine,embrittlement phenomenon easily happen caused by too high HAZ temperature.In order to ensure the performance index of X70M thick wall SAWH pipe T-shape weld welded joints,using H08D welding wire matching with SJ101G flux to carry out process test,during the welding process strictly controlled interpass temperature,reduced the welding heat input and the form of heat treatment after welding,the reasonable welding process was obtained through experiments.The test result showed that all performance indexes of specimen by adopting the above process reach the standard API SPEC 5L PSL2 and customer technical conditions,it successfully produced tens of thousands of oil pipeline in Nigeria by adopting this technology,and the effect is good.
SAWH pipe;T-shape weld;welding process;forming process;X70M low alloy steel
TG445
B
10.19291/j.cnki.1001-3938.2016.07.006
蒋永峰(1968—),大专学历,国际焊接工程师,主要从事螺旋埋弧焊焊接钢管成型焊接工艺技术研究及管理工作。
2016-04-11
谢淑霞
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
数学小灵通·3-4年级(2020年12期)2021-01-14
机械工程与自动化(2020年3期)2020-06-22
建材发展导向(2019年11期)2019-08-24
云南医药(2019年3期)2019-07-25
现代制造技术与装备(2018年8期)2018-09-25
电焊机(2016年8期)2016-12-06
小说月刊(2015年10期)2015-04-23
军事历史(1992年4期)1992-08-15
