
钻机鹅颈管对接全熔透焊接方法的探索及应用
2016-12-18 01:38杨晓哲孙占奇温如春
焊管 2016年9期
杨晓哲,孙占奇,温如春
(宝鸡石油机械有限责任公司,陕西 宝鸡721002)
钻机鹅颈管对接全熔透焊接方法的探索及应用
杨晓哲,孙占奇,温如春
(宝鸡石油机械有限责任公司,陕西 宝鸡721002)
为了保证钻机水龙头鹅颈管对接全熔透焊缝的焊接质量,提高一次探伤合格率,通过对焊接过程中的手法、技巧、焊接电流、电压、焊接速度以及主要操作流程等的反复实践,总结出了一套行之有效的单面焊双面成形焊接操作方法。采用此方法焊接的鹅颈管,经RT检测均未发现超标缺陷,焊缝内部质量和外观质量都达到了设计要求,成功地解决了鹅颈管焊接质量不稳定、一次探伤合格率低的问题,提高了生产效率,降低了生产成本。
焊接;鹅颈管;全熔透焊接方法;探索及应用
1 概 述
水龙头是钻机的重要配套部件之一,鹅颈管总成作为水龙头的关键零件,其主要的制作工艺就是将鹅颈管加工后与油壬焊接而成,鹅颈管结构如图1所示。
鹅颈管与油壬的环形焊缝是采用手工电弧焊完成的。由于鹅颈管的技术标准要求很高,焊接难度大,产品合格率偏低,造成产品交货期较长。因此,提高焊接质量和一次检验合格率,是突破该生产瓶颈的关键。笔者经过大量实践探索,证明采用单面焊双面成形焊接工艺,不仅保证了鹅颈管焊缝的外观质量,而且RT合格率大幅度提升,生产进度和产品质量都得到了保证,取得了良好的经济效益。

图1 鹅颈管结构示意图
2 单面焊双面成形全熔透焊接技术难点
一般情况下,全熔透焊接时先采取一侧焊缝焊好后,用碳弧气刨或其他方法在反面清根,再焊接其余待焊部分以保证焊接接头的全部熔透,这种焊缝大多要求RT或UT检测。由于全熔透焊缝具有承载能力强、应力集中小等优点而大量被应用。鹅颈管焊缝接头因管径小而无法背面清根,只能采用单面焊双面成形工艺来保证焊缝的全熔透。单面焊双面成形技术是指在焊接过程中,要求正面焊透而无需在背面进行清根和重新焊接的一种焊接技术。在操作过程中,不需要采用任何辅助措施,而是坡口根部在进行组装定位焊时,按焊接速度和操作手法不同,留出恰当的间隙,通过正面施焊,最后在坡口的正、背两面都能获得均匀整齐、成形良好、符合质量要求的焊缝。此类焊缝由于工艺、操作等原因,经常会存在不同程度的焊缝根部未熔合或未焊透,导致焊缝有效厚度达不到设计要求而引发返修量偏高。返修不仅拖延了工期,而且由于鹅颈管结构的局限性,返修难度大,多次返修后还会使构件变形严重,造成报废和浪费。
3 焊接工艺参数及焊接技巧
3.1 焊前准备
(1)坡口 75°,钝边0.5~1.5mm,组合间隙3.2~4mm,清除坡口面及其他待焊接部位及两侧50mm范围内的油污、铁锈等污物,直至露出金属光泽。
(2)定位焊采用J707Ni低氢焊条,定位焊缝长度10~12mm。
(3)待焊材料为35CrMo,由于其合金元素含量和碳当量均较大,相对普通低合金钢来说焊接性较差,根据工艺要求,将工件预热到250℃左右。
3.2 焊接方法
焊条电弧焊热源能量集中,易于控制热输入量和焊接变形,适合全方位和窄间隙焊接,易于操作。结合鹅颈管的结构特点、焊接工位以及生产实际,根据质量优先,兼顾生产效率及生产成本的原则以及焊条电弧焊的特点,采用焊条电弧焊。焊条选用J707Ni低氢焊条,规格为Φ3.2mm和Φ4.0mm。
3.3 焊接工艺参数
采用直流反接,打底焊和填充焊均采用Φ3.2mm焊条施焊,盖面焊采用Φ4.0mm焊条施焊,焊条需经350℃烘干2h,现场120℃保温,随用随取。焊接接头形式如图2所示,焊接工艺参数见表1。
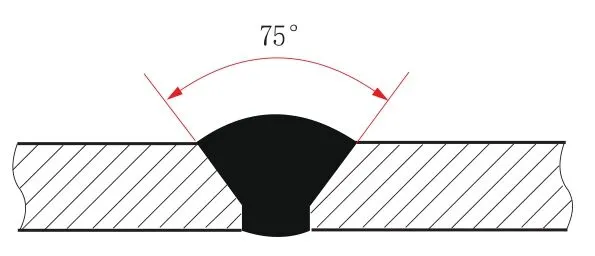
图2 焊接接头示意图

表1 焊接工艺参数
3.4 焊接技巧
(1)采用焊条电弧焊,打底焊采用连弧焊法,焊接过程中电弧连续燃烧,不熄灭,采用较小的坡口钝边、装配间隙和钝边,必须均匀,始终保持短弧连续施焊。
(2)打底焊接接头技法。在接头时要仔细清渣,查看起焊处是否存有缺陷或怀疑有缺陷时,需及时打磨清除。焊接时从起焊处的定位焊缝上引弧,电弧稍长,并在定位焊缝上快速摆动几下,待定位焊缝前端开始熔化时,掌握好时机向间隙中压焊条,使电弧的2/3在定位焊缝上。当听到电弧穿透坡口的“扑哧”声,看到电弧前端出现熔孔时,焊条开始做锯齿形摆动,转入正常焊接。焊接过程中采用短弧焊接,始终让电弧的2/3压在已焊好的焊缝上,前面的1/3在熔孔上,保持熔孔大小不变。待焊条焊剩50mm左右时,电弧稍微拉长向上将熔孔扩大(如图3所示),然后移至熔池,向里推送使熔池饱满,再短弧向后拉出,完成熄弧操作。更换焊条时,按上述步骤先作出熔孔再正常焊接。
(3)填充层焊接技法。填充层焊接前应将打底层每个起弧点打磨干净,确保无任何缺陷,在进行填充层焊接时,首先切记在焊缝接头熔池前10~15mm处划擦起弧,并快速移回至熔池,开始正式焊接(如图4所示)。其次是运条时确保焊条在坡口两侧停留均匀,使两侧温度均衡。运条到中间时,移弧要稍快。其次在焊接第一层填充焊缝时,应注意焊接电流的选择,过大的焊接电流会使打底层金属组织过烧,使根部金属组织的塑性和韧性降低,影响焊缝的整体性能。
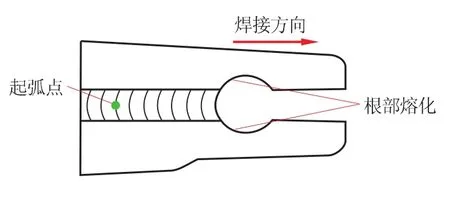
图3 熄弧操作示意图
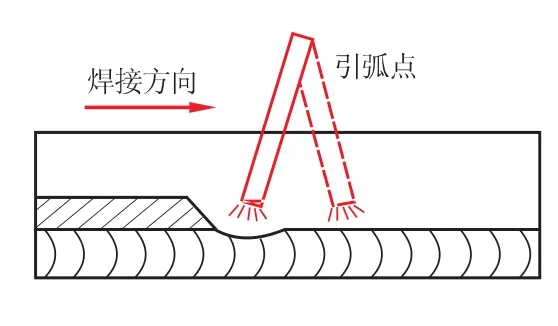
图4 填充层焊接示意图
(4)熔池中的热量分布。通过控制熔池中的热量分布来控制熔孔的大小,使熔孔大小均匀,背面熔合良好,焊缝成形美观。
(5)焊条更换技法。更换焊条要快,以减少焊接过程的中断时间,使焊件始终保持在200℃以上。由于在连弧焊接时,熔池始终处在连续燃烧的电弧保护下,液态金属和熔渣易分离,气孔也容易从熔池中溢出,保护效果好,所以焊缝不容易产生缺陷,力学性能好。
(6)盖面层的焊接技法。与填充层相似,由于盖面层是最后一层填充层焊缝,除要求焊缝两侧融合良好外,还要求焊缝成形美观、鱼鳞纹整齐。
4 焊接过程操作要领
在关键产品施焊过程中要“眼精、手稳、心静、气匀”,“心静、气匀”是前提,“眼精、手稳”是结果,这8个字既有各自独立的特性,又有相互依托的共性。
“眼精”就是在焊接过程中,焊工的眼睛要时刻注意观察焊接熔池的变化,注意熔孔尺寸,随时调整电弧在熔池中的热量分布和液态金属与熔渣的分离等。“手稳”是指眼睛看到哪,焊条就应该按选用的运条方法和合适的弧长准确地送到哪,保证正、背两面焊缝成形良好。“心静”是要求焊工在焊接过程中,专心焊接,否则运条、焊接速度等方面易出现差错,从而导致焊缝产生各种焊接缺陷。“气匀”是指焊工在焊接过程中,无论是站位、蹲位都要保持呼吸平稳均匀,以免影响焊接技能的发挥。在焊接过程中呼吸方法不当会使焊工身体上下浮动而影响手臂运弧的平稳。
5 结 语
多次应用上述单面焊双面成形焊接技术、焊接技巧及工艺参数进行焊接后,焊接接头经RT检测均未发现超标缺陷,焊缝内部质量和外观质量都达到设计要求,产品合格率大幅度提高,此方法也应用于其他产品,均取得良好的应用效果。生产实践再次证实以上工艺方法、工艺参数切实可行,可满足设计要求和生产需要。
[1]杜国华.新编焊接技术问答[M].北京:机械工业出版社,2008.
[2]张应立,周玉华.焊接质量管理与控制读本[M].北京:化学工业出版社,2010.
[3]中国机械工程学会焊接学会.焊接手册(第1卷):焊接方法及设备[M].3版.北京:机械工业出版社,2016.
[4]朱庄安.焊工实用手册[M].北京:中国劳动社会保障出版社,2002.
[5]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2010.
[6]中国机械工程学会焊接学会.焊接手册(第2卷):材料的焊接[M].3版.北京:机械工业出版社,2014.
[7]武传松.焊接热过程与熔池形态[M].北京:机械工业出版社,2007.
[8]王文翰.焊接技术手册[M].河南:河南科学技术出版社,2001.
[9]方洪渊.焊接结构学[M].北京:机械工业出版社,2008.
[10]尹士科.焊接材料实用基础知识[M].北京:化学工业出版社,2004.
[11]张文钺.焊接冶金学[M].北京:机械工业出版社,2004.
Exploration and Application of Drilling Machine Gooseneck Butt Full Penetration Welding Method
YANG Xiaozhe,SUN Zhanqi,WEN Ruchun
(Baoji Petroleum Machinery Co.,Ltd.,Baoji 721002,Shaanxi,China)
In order to guarantee the welding quality of drilling machine gooseneck butt full penetration weld,increase the inspection qualified rate at a time,it summarized a set of effective one-side welding double-side forming method through repeated practice from some aspects during welding process,such as techniques,skills,welding current,voltage,welding speed and main operation process.After RT detection,it did not find the exceeding standard defects on gooseneck,which welded by using the above welding method.Both the internal quality and appearance quality of weld reached the design requirements,it successfully solved the problems of gooseneck,including unstable welding quality and low detection qualified rate at a time,increased production efficiency and reduced production cost.
welding; gooseneck; full penetration welding method; exploration and application
TE922
A
10.19291/j.cnki.1001-3938.2016.09.005
杨晓哲(1975—),男,陕西扶风人,大学本科,工程师,主要从事钻机结构件生产的技术质量管理工作。
2016-06-14
李红丽
猜你喜欢
金属加工(热加工)(2022年8期)2022-09-01
中国金属通报(2022年1期)2022-06-02
上海金属(2022年3期)2022-06-01
东北大学学报(自然科学版)(2020年10期)2020-10-19
焊管(2020年8期)2020-09-08
科学技术创新(2020年16期)2020-06-28
中国新技术新产品(2020年6期)2020-06-19
物理学报(2019年4期)2019-03-16
应用科技(2015年5期)2015-12-09
中国特种设备安全(2015年10期)2015-01-27
