X80管线钢焊缝横向冷裂纹G-BOP试验研究
2016-12-15 02:15谷云龙郭晓疆李烨铮
焊管 2016年2期
谷云龙,郭晓疆,李烨铮,肖 建
(中国石油天然气管道科学研究院,河北廊坊065000)
X80管线钢焊缝横向冷裂纹G-BOP试验研究
谷云龙,郭晓疆,李烨铮,肖 建
(中国石油天然气管道科学研究院,河北廊坊065000)
为了确定X80管线钢焊缝横向冷裂纹敏感性影响因素,选用焊缝横向冷裂纹G-BOP(gapped bead-on-plate)试验方法,利用有限元分析计算平板焊缝应力集中部位,在模拟极端的环境温度、湿度以及预热温度的情况下,观察实际平板对接焊缝表面裂纹情况。试验结果显示,X80管线钢横向裂纹对环境湿度、温度以及预热温度不敏感。研究表明,利用这种简便、经济、实用的小型试验方法研究焊缝横向冷裂纹敏感性,对指导实际生产将起重要作用,并可为X80管线钢管环焊工艺的制定提供指导。
X80管线钢;焊缝;冷裂纹;G-BOP;有限元
自束试样的载荷主要是焊缝冷却过程中焊缝收缩产生的残余应力,外加载荷试样虽然也有残余应力,但主要依靠外部施加的应力试验载荷。外加载荷试样的优点是可以自由选择应力载荷的加载量,而自束试样则有更好的应力分布均匀性。笔者选用G-BOP试验方法,通过有限元模拟计算平板对接焊缝应力集中区域,在改变实际焊接环境温度、湿度以及预热温度的前提下进行焊接,通过渗透检测统计焊缝表面裂纹,特别是模拟计算出应力集中点的裂纹情况。
G-BOP试验是在100 mm×125 mm对接试板一侧开一个0.75 mm的槽,试验焊缝可以采用单道焊缝,也可以采用预堆焊过渡层方法,保证试验焊缝熔敷金属不被对接试板金属稀释且成分均匀,来模拟多层焊焊缝状态。该试验是一种简便、经济、实用的焊缝横向冷裂敏感性研究方法。
1 G-BOP试验方法及材料
1.1 G-BOP试验原理
G-BOP试验原理及其试样如图1所示。

图1 G-BOP裂纹试验示意图
本试验分3个步骤:
(1)针对G-BOP试样建立有限元模型,进行焊接过程模拟并计算其管道焊缝拘束度的变化。
堆焊焊缝长度贯穿两块板的长度,由于GBOP试验主要是测定焊缝横向裂纹的敏感性,焊缝长度影响不大,因此起焊和收弧部位的影响不大,可以进行此项假设。
(2)采用不同的环境温度、环境湿度和预热温度进行实际焊接,测量其断面裂纹率。
试验焊缝焊完后,保温48 h,然后进行发蓝处理,以区分裂纹面积,裂纹率计算如图2所示。
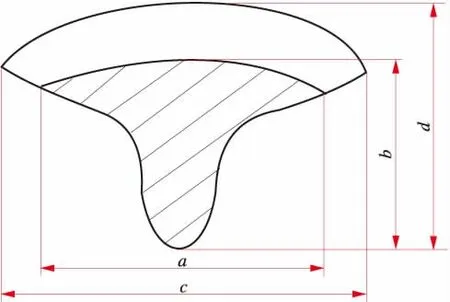
图2 裂纹率计算示意图
(3)得出适合管线钢的预热温度。
1.2 试验材料
试验用材料为X80管线钢,试样为100 mm×125 mm对接试板,在一侧开一个0.75 mm的槽。
1.3 焊接方法
X80管线钢对接焊采用一道打底焊,所用焊接方法、焊条同平板对接,焊接工艺参数见表1。

表1 X80管线钢对接焊工艺参数
2 试验结果与分析
2.1 G-BOP有限元模拟
有限元模拟分析:①根据模拟软件限制进行模拟假设;②两块板对接时中间留有一定的间隙;③装配完成后,板的两端固定用于模拟夹具的固定作用。根据实际尺寸和模拟假设建立的模型如图3所示。

图3 G-BOP试验的有限元分析几何模型
建模完成后进行网格划分,由于主要考虑焊缝部位的位移和应力关系,因此焊缝部分网格应该细化,而距离焊缝较远的地方则可适当粗化。根据此原则进行划分,得到的模型如图4所示。
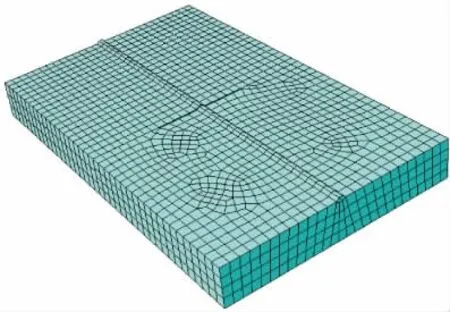
图4 G-BOP试验分析模型的网格划分
网格划分后,需要对试块进行装配,设置边界条件(如垂直于焊缝的两个端面在焊缝方向的位移设置为0,板的底部在厚度方向的位移为0等),加载焊接热源进行焊接,并进行空冷。散热渠道主要包括金属直接的传导及金属与空气的对流辐射,分别由传热系数和散热系数控制,冷却到室温时就可利用此时产生的残余应力和残余变形计算拘束情况。G-BOP试验的焊接、冷却、冷却到室温后平行于焊缝方向的位移量及应力如图5~图8所示。
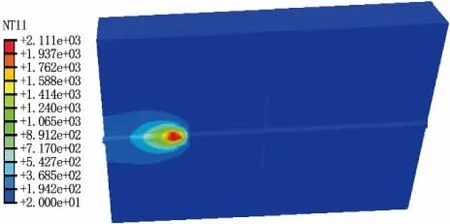
图5 G-BOP试验的焊接模拟过程云纹图
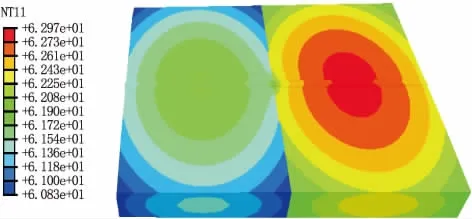
图6 G-BOP试验的焊接后冷却模拟过程云纹图

图7 冷却到室温后焊缝方向的位移云纹图

图8 冷却到室温后的应力云纹图
在开槽与焊缝交界处取4点,由于应力集中的存在,此4点的拘束度值最大,分析结果见表2,G-BOP试样拘束度如图9所示。
从以上数据分析可以看出,在焊缝与板槽交界4点处的拘束度较大,有应力集中。

表2 G-BOP试验的拘束度

图9 G-BOP试样拘束度
2.2 实际焊接
图10、图11及表3是环境温度为室温(25℃),在不预热、预热75℃及预热150℃和环境湿度为60%RH、90%RH条件下的G-BOP试验结果。
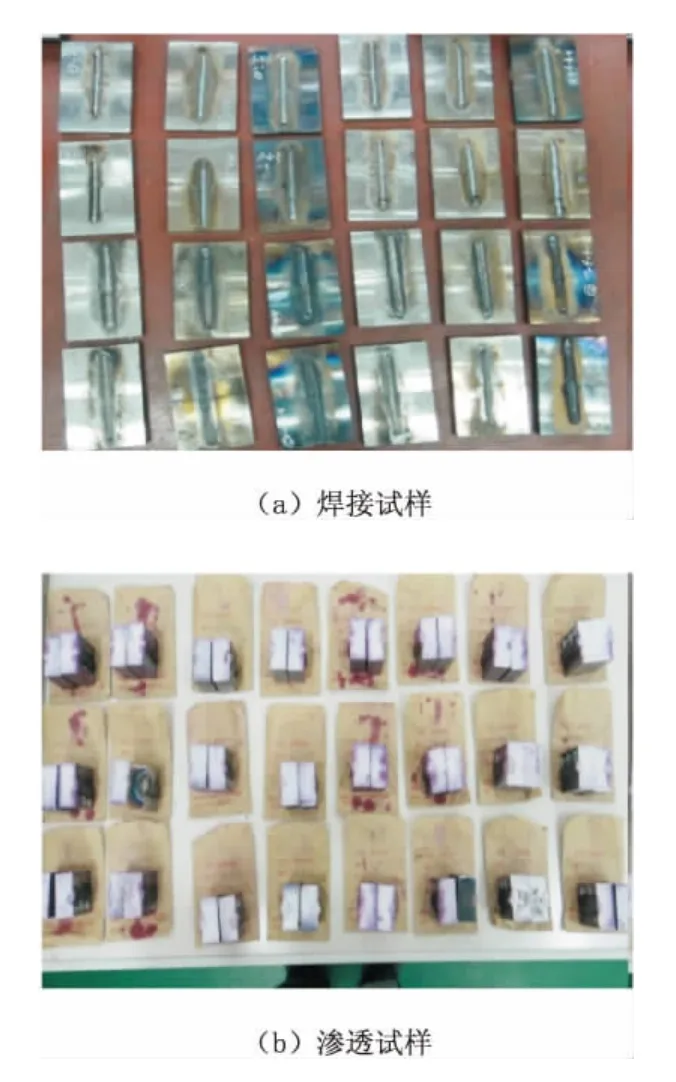
图10 G-BOP试验结果照片
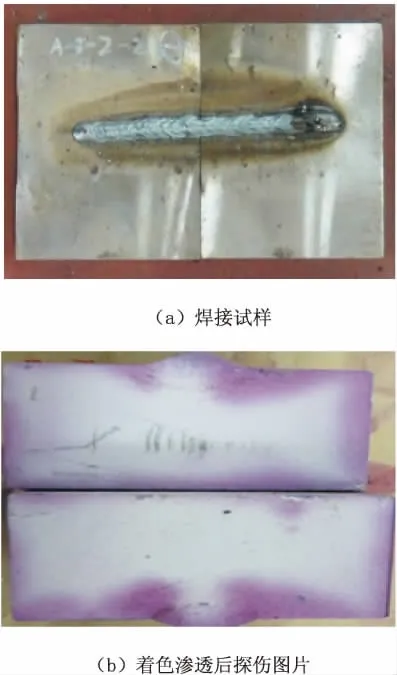
图11 典型G-BOP试验试样照片
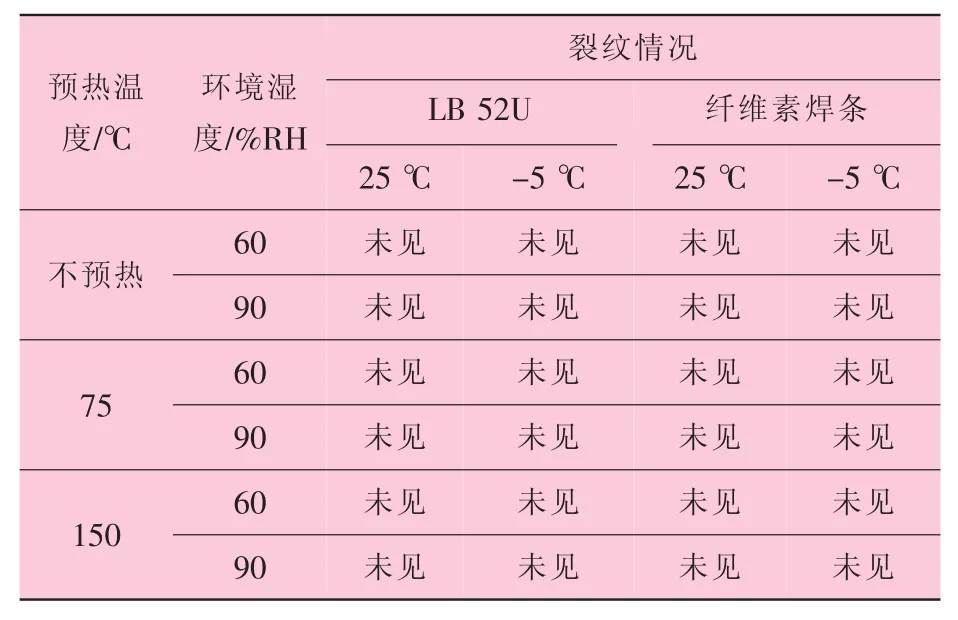
表3 G-BOP试验结果
从图10、图11及表3可以看出,在改变环境温度、湿度以及预热温度下,使用两种焊条后焊缝均未出现裂纹,特别是在不进行预热且温度为-5℃、湿度为90%RH的极端环境下,整个焊缝,尤其是焊缝应力集中点处都没有出现裂纹。
3 结 论
(1)焊缝与试样开槽的交界4点处的拘束度较大,有应力集中。
(2)通过实际焊接试验发现,改变环境温度、湿度以及预热温度的前提下,平板对接焊缝均没有出现裂纹,特别是焊缝应力集中处。
(3)环境湿度、温度以及预热温度3个因素对X80管线钢横向裂纹不敏感。
[1]习凤东.低温环境下管道焊接产生冷裂纹的因素及控制措施[J].焊接技术,2007,36(4): 9-25.
[2]黄治军.高性能管线钢焊接性能及焊接材料研究[D].武汉:华中科技大学,2007.
[3]张德芬,罗红松,范玉然,等.热循环对X80管线钢冷裂敏感性的影响[J].金属热处理,2013(9):1-2.
[4]辛希贤.管线钢的焊接[M].西安:陕西科学技术出版社,1997.
[5]高慧临.管线钢组织性能焊接分析[M].西安:陕西科学技术出版社,1995.
[6]隋永莉.国产X80管线钢焊接技术研究[D].天津:天津大学,2008.
[7]刘光春,王飞翔.高强度X80钢的焊接[J].甘肃科技,2011(2): 2-3.
[8]SHUJI OKAGUCHI.Production and development of X100 and X120 grade line pipe[J].Ordnance Material Science and Engineering,2013,36(1):145-157.
[9]胡建春,张萍,李伟,等.长输管线用X80高强钢焊接技术研究[J].管道技术与设备,2012(6):30-35.
[10]徐学利,李光,张骁勇,等.二次热循环对X80管线钢焊缝粗晶区冲击韧性的影响[J].热加工工艺,2012(21): 161-164.
G-BOP Experimental Study on Transverse Cold Crack of X80 Pipeline Steel Weld
GU Yunlong,GUO Xiaojiang,LI Yezheng,Xiao Jian
(Chinese Petroleum and Natural Gas Pipeline Science Research Institute,Langfang 065000,Hebei,China)
In order to determine the transverse cold crack sensitivity factors of X80 pipeline steel weld,selecting G-BOP(gapped bead-on-plate)experimental method for weld transverse cold crack,using finite element analysis to calculate the stress concentrated position of plate weld,under extreme environmental temperature,humidity and preheating temperature of the situation,the surface crack of actual plate butt weld was observed.The results showed that transverse crack of X80 pipeline steel is not sensitive to environmental temperature,humidity and preheating temperature.The research showed that using this simple,economical and practical small test method to study the weld transverse cold crack sensitivity will play an important role for guiding actual production and the establishment of X80 ring welding technology.
X80 pipeline steel;weld;cold crack;G-BOP;finite element
TG441.3
A
10.19291/j.cnki.1001-3938.2016.02.002
谷云龙(1988—),男,本科,助理工程师,主要研究方向为管线钢焊接性能。
2015-11-04
李红丽
猜你喜欢
Bone Research(2021年2期)2021-09-11
科技风(2020年12期)2020-04-24
山东冶金(2019年2期)2019-05-11
科技创新导报(2019年24期)2019-01-14
科学家(2017年17期)2017-10-09
电子制作(2017年10期)2017-04-18
电子制作(2017年9期)2017-04-17
汽车维护与修理(2016年10期)2016-07-10
中国铁道科学(2014年1期)2014-06-21
天津农业科学(2014年4期)2014-05-23