水下局部干法焊接用焊材的选择与应用
2016-12-15 02:15李志刚张良锋赵翠华邵珠晶
焊管 2016年2期
李志刚, 曹 军, 许 威, 张良锋,赵翠华,邵珠晶
(1.海洋石油工程股份有限公司,天津 300452;2.天津大学 材料科学与工程学院,天津300072)
水下局部干法焊接用焊材的选择与应用
李志刚1, 曹 军1, 许 威1, 张良锋1,赵翠华1,邵珠晶2
(1.海洋石油工程股份有限公司,天津 300452;2.天津大学 材料科学与工程学院,天津300072)
为了确定水下局部干法焊接用焊接材料,采用GFL-71Ni、GFL-61、MX-100T、MGS-1N和Union Ni2.5五种药芯焊丝,使用FCAW焊接方法,多层多道焊接技术,在平焊位置对E36低合金高强度钢进行水下局部干法模拟焊接试验,并且对采用不同焊接材料获得的焊缝进行了工艺评定。评定结果表明,相对于其他4种药芯焊丝,采用GFL-71Ni焊丝获得的焊接接头不仅平焊焊缝成形较好,未发现缺陷,其抗拉强度、屈服强度、断后伸长率、断面收缩率以及弯曲性能均满足标准要求,且冲击韧性良好,因而GFL-71Ni焊丝在水下焊接的特殊条件下具有更加优良的焊接工艺性。
焊接材料;水下局部干法焊;焊接工艺性
随着中国海洋油气资源开采力度的加大,以及大型船舶、核电站和涉水设施的增多,水下焊接已经被广泛应用于海洋结构安装和油气管道修补中,目前也是海洋工程领域中一种行之有效的作业方法。因此,发展水下焊接技术研究和应用,对于海洋油气的开发利用具有重要的现实意义。
在水下局部干法焊中,焊接填充材料的工艺性对获得良好的焊缝成型和质量起到了至关重要的作用,尤其是在当前市场经济的条件下,焊接材料工艺性往往成为该种产品是否具有竞争力的决定性因素。在工程中,焊材的抗气孔、抗锈蚀性、抗裂性也是完善焊材质量不可忽视的内容,良好的焊接材料有利于提高熔化速度、改善脱渣性和降低飞溅。因此,为了确定最佳的焊接材料,以便获得最好的焊接质量,通过模拟局部干法水下焊接试验,对不同焊材的水下焊接工艺性进行了试验研究。
1 试验材料及方法
1.1 试验方案设计
本试验模拟水下焊接环境,采用不同焊材,使用FCAW焊接方法,多层多道焊接技术,对E36低合金高强度钢(板厚12.5 mm)进行局部干法水下焊接试验。考虑到水下焊接会遇到的各种不利影响,为优化焊接工艺参数,搭建水下焊接模拟装置,以此降低焊接试验过程中的危险性及成本。
试验所用母材是规格为1 000 mm×520 mm×12.5 mm的E36平板试样,在平板中央开一道钝边为2 mm坡口,坡口四周焊上挡板,阻挡水进入坡口周围,再将试样放到水槽中没入水下,水面没过试样但低于挡板,这样待焊的坡口内是没有水的,水槽中通循环水,用这种方法来模拟局部干法焊接的快冷条件,模拟焊接装置如图1所示。
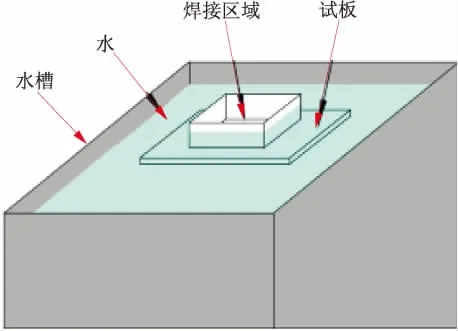
图1 陆上焊接模拟装置
1.2 试验设备和材料
局部干法气体保护焊接工艺要求焊接电源为直流电源,具有足够高的空载电压,并具有根据水深进行次级电缆压降补偿能力。经过多方调研,选定Kemppi公司生产的FastMig Pulse 450型MIG/MAG焊机作为该焊接试验的配备电源。
低合金高强钢E36(厚度为12.5 mm),作为一种海洋结构用钢,被广泛应用于船舶及海洋结构物的制造,其主要化学成分及常规力学性能见表1和表2。E36钢主要合金元素Ni不仅可以形成稳定的奥氏体组织,提高钢的耐蚀性能,而且还可以降低脆性转变温度,改善其低温韧性。

表1 试验用E36钢化学成分%

表2 试验用E36钢力学性能
考虑到低合金高强钢E36在焊接过程中易出现冷裂纹及HAZ脆化和软化的特点,采用CO2气体保护焊,焊丝根据“等强原则”分别选用药芯焊丝 GFL-71Ni、 GFL-61、 MX-100T、 MGS-1N和Union Ni2.5,其化学成分及力学性能分别见表3和表4,并根据板厚选取Φ1.2 mm规格。
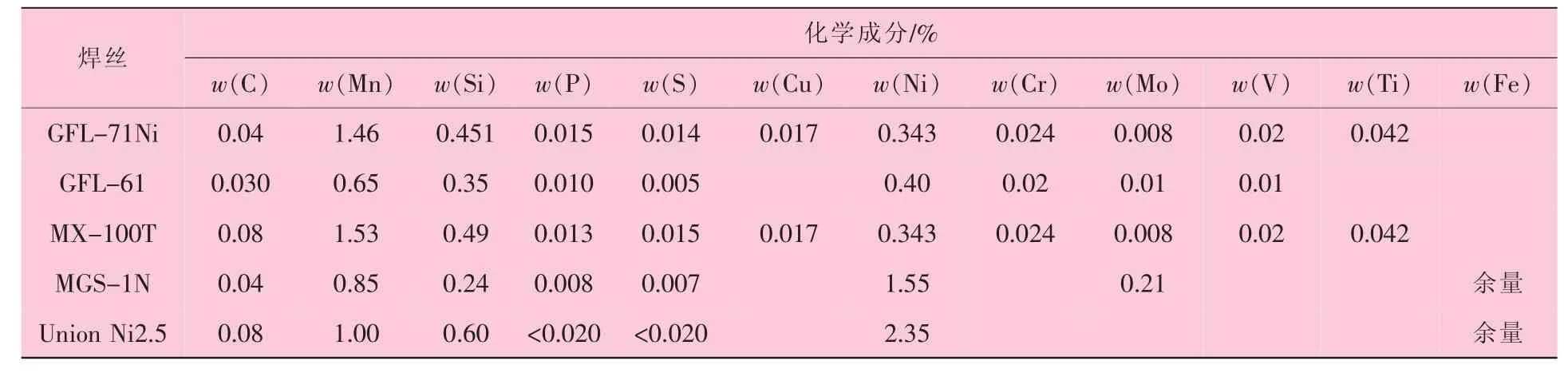
表3 不同药芯焊丝的熔敷金属化学成分
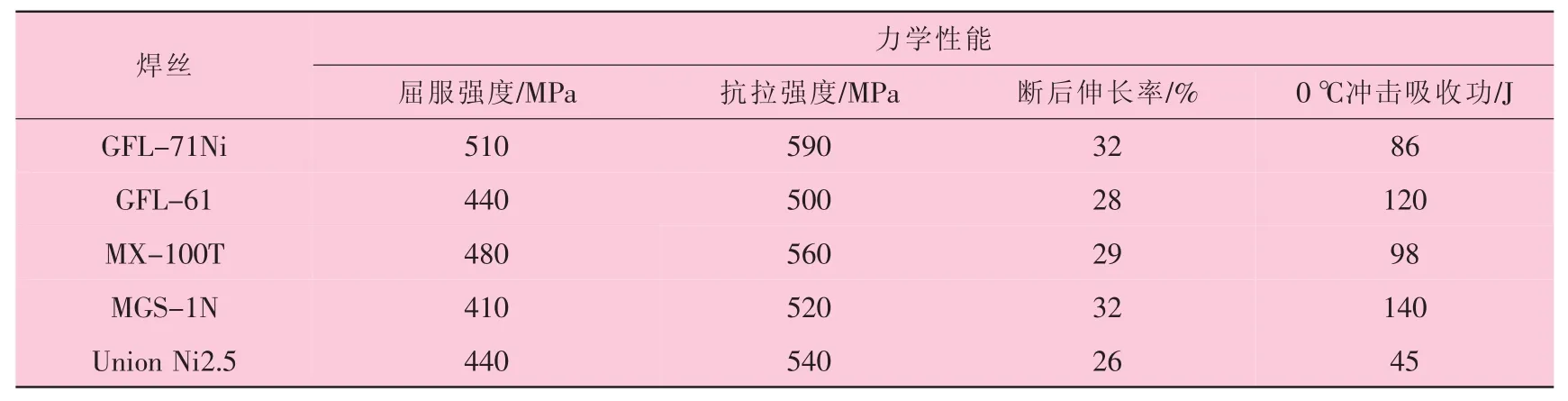
表4 不同药芯焊丝的熔敷金属力学性能
2 试验结果与分析
2.1 目视检查和射线检测
如图2所示,分别对5种药芯焊丝GFL-71Ni、 GFL-61、 MX-100T、 MGS-1N 和 Union Ni2.5的水下焊接接头进行了外观检查和射线检测,可以看到,平焊焊缝成形较好,未发现气孔、夹渣等缺陷,符合AWS D3.6:2010 A级要求。
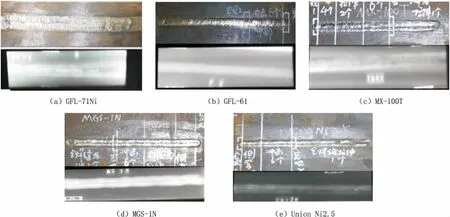
图2 不同药芯焊丝的焊缝外观和X射线底片
2.2 全焊缝拉伸试验
全焊缝拉伸试验根据ISO 6892-1:2009进行测试,要求测试焊缝的屈服强度和拉伸强度必须大于母材规定的最小值。表5为药芯焊丝GFL-71Ni、 GFL-61、 MX-100T、 MGS-1N 和Union Ni2.5的全焊缝拉伸试验结果。由表5可知,试样的抗拉强度均在510 MPa以上,大于母材抗拉强度,试样都达到了标准要求。

表5 不同药芯焊丝的全焊缝拉伸试验结果
2.3 弯曲试验
弯曲试验在20 t电子万能试验机上进行,根据AWS D3.6—2010标准,A级焊缝的弯曲试验压辊的直径选为120 mm,弯曲角度180°,试验所用的5种药芯焊丝焊接接头弯曲试验均合格。图3所示为GFL-71Ni焊材焊接接头弯曲后的试样照片,由图3可以看出,焊接接头未出现任何裂纹。

图3 GFL-71Ni焊材焊接接头弯曲后的试样
2.4 硬度试验
焊接接头硬度试验按照AWS D3.6—2010和BS EN ISO 9015-1:2011要求进行,使用自动转塔数显维氏硬度计进行试验,硬度测试点位置如图4所示。

图4 对接接头硬度测试点位置
图5是上述5种焊丝焊接接头硬度试验测得的硬度分布图。从图5可以看出,焊接接头各区域的硬度均在325 HV10以下,符合A级焊缝对硬度的要求。
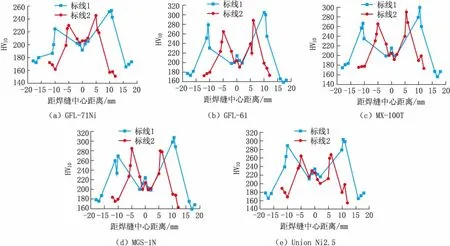
图5 不同药芯焊丝的焊接接头硬度分布图
2.5 夏比冲击试验
试验按照AWS D3.6 A级焊缝标准的要求,试样缺口位置分别开在焊缝中心(WM)和热影响区(HAZ),试样缺口轴线垂直焊缝表面,试验在JTD-300B低温冲击试验机上进行,药芯焊丝GFL-71Ni、 GFL-61、 MX-100T、 MGS-1N 和Union Ni2.5焊接接头V形缺口冲击试验结果见表6。
由表6可以看出,采用GFL-71Ni、GFL-61和MGS-1N焊丝的焊缝和热影响区都获得了较高的冲击韧性,没有出现韧性严重下降的现象,具体表现在冲击韧性值较高,试验数据稳定,数据的离散性也很小;而采用MX-100T和Union Ni2.5焊丝的焊缝和热影响区的冲击韧性值较小,并不符合AWS D3.6—2010 A级焊缝标准的要求。另一方面,热影响区的冲击韧性值比焊缝中心高,这是由于焊接接头的热影响区宽度很小,试样缺口方向上包括焊缝组织、母材及热影响区细晶区,故其韧性较高。

表6 不同焊丝焊接接头V形缺口冲击试验结果(-20℃)
3 结 论
(1)利用研发的专用机具,采用FCAW焊接方法,使用多层多道焊接技术,在平焊位置试样背部水冷条件下,对E36低合金高强度钢(板厚12.5 mm)进行焊接试验。焊后工艺评定结果表明,采用5种焊丝GFL-71Ni、GFL-61、MX-100T、MGS-1N和Union Ni2.5的焊接接头目视检测、射线检测、弯曲试验、全焊缝拉伸和维氏硬度试验结果均满足相关标准要求,但采用MX-100T和Union Ni2.5焊丝的焊接接头冲击韧性并不满足AWS D3.6 2010中A级焊缝的标准。
(2) 药芯焊丝 GFL-71Ni、 GFL-61、 MX-100T、MGS-1N和Union Ni2.5的焊缝成形和抗弯能力均较好。虽然5种不同药芯焊丝的焊接接头力学性能指标和硬度试验都达到了标准要求,但采用GFL-71Ni和MGS-1N焊丝的焊接接头力学性能指标更好,其中采用GFL-71Ni焊丝的焊接接头硬度相对较小,分布更加均匀。另外,采用GFL-71Ni、GFL-61和MGS-1N焊丝的焊接接头冲击韧性值较高。
(3)综合目视检测、射线检测、全焊缝拉伸、维氏硬度、夏比冲击以及弯曲试验的各项指标,相对于其他4种药芯焊丝来说,采用GFL-71Ni焊丝获得的焊接接头不仅平焊焊缝成形较好,未发现缺陷,其抗拉强度、屈服强度、断后伸长率及断面收缩率都达到了期望指标,弯曲试验也满足标准要求,冲击韧性好。因而GFL-71Ni焊丝在水下焊接的特殊条件下具有更加优良的焊接工艺性。
[1]程方杰,胡生辉,高文斌,等.水下焊条电弧焊扩散氢含量及焊缝组织特征分析[J].焊接学报,2014(09):45-48.
[2]续明,陈勇,刘丰,等.水下焊接技术在海洋工程中的应用和发展[C]//中国海洋石油总公司第三届海洋工程技术年会论文集.北京:中国海洋石油总公司,2013:190-194.
[3]王宝,宋永伦,REHFELDT D.焊接材料工艺性的分析与评价[J].电焊机, 2006,36(11):11-13.
[4]王国荣,易耀勇,刘世明,等.水下局部干法药皮焊条焊接的研究[J].华南理工大学学报(自然科学版),1995(02):34-40.
[5]程方杰,刘阳,王东坡,等.不同压力条件下水下局部干法焊接的研究[J].焊接技术,2015(10):48-51.
[6]张文钺.国外焊接材料的发展动态及加快国产药芯焊丝发展的建议[J].材料开发与应用, 2000,15(1):30-33.
[7]罗洪梅.关于焊接材料工艺性的分析探讨[J].中国机械,2015(17):2-3.
[8]AWS D3.6—2010,水下焊接规范[S].
[9]ISO 6892-1:2009,金属材料拉伸试验 第1部分:室温拉伸试验[S].
[10]BS EN ISO 9015-1:2011,金属材料焊缝破坏性试验硬度试验 第1部分:电弧焊接头硬度试验[S].
Selection and Application of Welding Consumables used for Underwater Local Dry Method Welding
LI Zhigang1,CAO Jun1,XU Wei1,ZHANG Liangfeng1,ZHAO Cuihua1,SHAO Zhujing2
(1.Offshore Oil Engineering Co.,Ltd.,Tianjin 300452,China;2.School of Material Science and Engineering,Tianjin 300072,China)
In order to confirm the welding material used for underwater local dry method welding,it adopted 5 kinds of flux-cored wire,including GFL-71Ni,GFL-61,MX-100T,MGS-1N and Union Ni2.5,using FCAW and multi-layer multi-pass welding technology to conduct underwater local dry method simulation welding test for E36 low alloyed high strength steel on flat position of welding,and carried out welding procedure qualification for weld seam,the weld seam was obtained through different welding material.The results indicated that relative to the other four kinds of flux-cored wire,the welded joint obtained by GFL-71Ni wire is not only with good weld forming,no defect found,the tensile strength,yield strength,the percentage elongation after fracture,the percentage reduction of area and bending performance all can meet the requirements of the standard,and the impact toughness is good,therefore the GFL-71 welding wire has more excellent welding technology under the special condition of underwater welding.
welding material;underwater local dry method welding;welding procedure of welding consumables
TG442.3
B
10.19291/j.cnki.1001-3938.2016.02.013
李志刚(1965—),男,海洋石油工程股份有限公司总工程师,主要从事海洋石油工程研究及技术工作。
2015-12-02
黄蔚莉
猜你喜欢
节能与环保(2022年3期)2022-04-26
中国重型装备(2022年1期)2022-02-11
航天工业管理(2020年9期)2020-12-28
金属加工(热加工)(2020年3期)2020-05-13
金属加工(热加工)(2020年12期)2020-02-06
压力容器(2019年3期)2019-05-13
冶金与材料(2019年1期)2019-03-04
中小企业管理与科技(2018年16期)2018-11-07
世界有色金属(2018年13期)2018-01-31
造船技术(2016年4期)2016-09-16