
金属粉芯型药芯焊丝开发与应用现状
2020-05-13 04:19:30刘奔徐勤官王先锋
金属加工(热加工) 2020年3期
刘奔,徐勤官,王先锋
卡特彼勒(徐州)有限公司 江苏徐州 221004
1 序言
金属粉芯型药芯焊丝的专利最早在1957年出现于英国[1],但是由于制造难度大、使用成本较高,没有大范围推广应用。随着技术的进步,以及对高效率和环保的要求,金属粉芯型药芯焊丝因其具有焊接质量高、工艺性能好、熔敷速度快及综合成本低等特点逐渐为大家所关注[2]。
金属粉芯型药芯焊丝作为新型焊材尚未被大众所认识。同熔渣型药芯焊丝一样,金属粉芯型药芯焊丝是由薄钢带包裹药芯组成;熔渣型药芯焊丝药芯部分主要是各种脱氧、造渣、稳弧成分,而金属粉芯型药芯焊丝的药芯部分主要是金属粉,占比高达80%~90%。根据使用的目的不同,金属粉芯成分会有一些变化,但主要为铁粉、合金粉、脱氧剂,同时含有少量的造渣剂、稳弧剂等[3]。从整个焊丝的成分和操作来看,更接近于传统实芯焊丝;从制造工艺与焊丝结构来分,接近于传统熔渣型药芯焊丝。所以,美国标准AWS将金属粉芯型药芯焊丝归类于实芯焊丝,而日本JIS、欧洲EN和ISO则将金属粉芯型药芯焊丝归类于药芯焊丝。我国将其归类于药芯焊丝。
2 金属粉芯型药芯焊丝的特性
金属粉芯型药芯焊丝兼具实芯焊丝与熔渣型药芯焊丝的优点。由于在焊芯中添加了传统熔渣型药芯焊丝中的稳弧剂,所以电弧较实芯焊丝更稳定,飞溅更少,对改善焊接环境、提高熔敷率有较为明显的作用;焊缝中的含氢量将直接关系到焊缝冷裂纹的开裂风险,在药芯中添加氟化物,可以显著降低焊缝中的含氢量,从而降低焊缝开裂风险,这一点实芯焊丝无法实现[4];药芯中含有大量的铁粉、金属粉,因此比实芯焊丝具有更高的熔敷速度,可达13.6kg/h,且熔敷效率达到97%,显著提高焊接速度;焊缝表面渣量很少,不但能够减少脱渣的时间和提高劳动效率,而且能够避免夹渣等缺陷;由于电弧投射区较宽,且熔池扰动较少,所以焊缝成形良好[1]。
图1是厚板用金属粉芯型药芯焊丝的熔敷速度与其他焊丝相比较的数据,这种焊丝比熔渣型焊丝约快10%,比实芯焊丝约快20%,可以使焊接高效化。另外,此种厚板用金属粉芯型药芯焊丝电弧很软,飞溅、发尘量比实芯焊丝要少1/2,可大大减轻清理飞溅的作业量,促进了自动化焊接的发展。由于粉芯中铁粉所占的比例很大,从而使焊丝的价格低于普通熔渣型药芯焊丝。另一方面,使用金属粉型药芯焊丝在厚板作业中减少了清渣的时间,有效地提高了焊接效率,也降低了焊接生产的成本。图2是日本金属粉芯型药芯焊丝和实芯焊丝的成本比较,可以看出高效金属粉芯型药芯焊丝确实可以降低焊接成本,降低幅度达35%[4-5]。
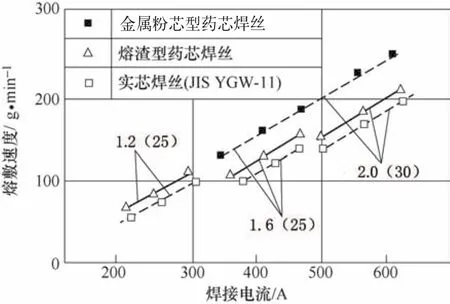
图1 各种焊丝的效率

图2 金属粉芯型与熔渣型药芯焊丝综合成本比较
3 开发与应用现状
日本研究和应用金属粉芯型药芯焊丝的时间较早,1986年就开始了初步应用。近年来已开发出多种类型的金属粉芯型药芯焊丝,如厚板专用、薄板专用以及角焊专用的焊丝。低碳钢和490MPa级高强钢用金属粉芯型药芯焊丝中,角焊用焊丝对船舶、桥梁等行业中涂漆钢板焊接而防止压痕及气孔起了很大作用。使用这种角焊焊丝减少了手工清理缺陷的工时,大大提高了焊接效率。桥梁、钢结构等方面金属粉芯型药芯焊丝的应用也正在扩大。桥梁制造中所用焊材的43%是药芯焊丝,药芯焊丝中金属粉芯的占比>20%。
美国也很重视金属粉芯的开发和利用,霍伯特和林肯电气两大公司就开发出了多种系列的金属粉芯型药芯焊丝。霍伯特公司有Tri-Mark、Hobart、Corex三大系列的金属粉芯型药芯焊丝,就Tri-Mark系列而言,包括71和76。Metalloy的熔敷效率可达96%,与实芯焊丝相比,具有大的熔深和良好的润湿性,改善了重皮缺陷,用它可进行平焊、横焊的单道和多道焊。林肯公司的一系列金属粉芯型药芯焊丝中,新研制的MC-710XL属于低烟尘型,其主要特性是焊渣和飞溅少,电弧稳定性良好,熔敷率高;多道焊时无需清渣,提高了生产率;焊丝规格有φ1.2mm、φ1.4mm和φ1.6mm三种;使用Ar-CO2混合气,Ar含量的增加可减少烟尘的产生;该焊丝适用于手工半自动焊和全自动焊;使用它可在短路方式下获得非平焊位置的焊缝,在许多应用中焊道外形类似于实芯焊丝,但生产率提高,而且高速焊接下具有良好的焊道润湿性。
此外,韩国现代焊接有限公司的金属粉芯型药芯焊丝Super-corex 70NS,可应用于造船和桥梁建设等行业的自动焊接或机器人作业中,而且取得了很好的效果;伊萨公司也在金属粉芯型药芯焊丝领域有诸多产品经过市场检验。
国内在金属粉芯型药芯焊丝的开发方面已取得了重要进展。目前,天津市三英焊业有限公司已开发出了一种性能与日本MX-200 性能相当的产品,其抗气孔(压痕K)性能及工艺、力学性能优良,已通过了英国劳埃德船级社和挪威船级社的认证。该焊丝应用在大连某造船厂,焊接过程中电弧稳定、飞溅小、穿透力强、两侧熔合好、无咬边、正面无凹坑和气孔[4]。
4 展望
通过以上叙述可以发现,金属粉芯型药芯焊丝同时具有实芯焊丝和药芯焊丝的优点,焊接效率高,飞溅小和烟尘小,焊缝质量高。因此,虽然焊丝本身价格较高,但是综合成本反而较实芯焊丝和药芯焊丝更低。随着技术的进步,生产效率的提高,这种新型药芯焊丝的成本将持续下降,在生产现场的应用也会越来越有优势。
猜你喜欢
上海金属(2016年2期)2016-11-23 05:34:45
上海金属(2016年3期)2016-11-23 05:19:59
焊接(2015年3期)2015-07-18 11:03:24
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
上海金属(2014年2期)2014-12-18 06:52:45
汽车零部件(2014年5期)2014-11-11 12:24:34
机械制造文摘(焊接分册)(2014年1期)2014-03-20 13:57:32
上海金属(2013年3期)2013-12-20 07:56:39
机械制造文摘(焊接分册)(2013年2期)2013-03-20 13:57:13
