
Q值对Gr.9钛合金冷轧管材组织及性能的影响
2016-12-14 02:43陈胜川朱宝辉袁红军李永林郭春燕刘永平蔡国帅
钛工业进展 2016年5期
陈胜川,朱宝辉,袁红军,李永林,郭春燕,刘永平,蔡国帅,王 璐
(宁夏东方钽业股份有限公司,宁夏 石嘴山 753000)
Q值对Gr.9钛合金冷轧管材组织及性能的影响
陈胜川,朱宝辉,袁红军,李永林,郭春燕,刘永平,蔡国帅,王 璐
(宁夏东方钽业股份有限公司,宁夏 石嘴山 753000)
通过调整冷轧过程中的工艺参数,研究了不同Q值对小规格Gr.9钛合金管材组织和力学性能的影响。结果表明:轧制Q值对管材组织及性能的影响较大,通过合理控制轧制Q值可获得综合性能良好的Gr.9管材。对于小规格Gr.9管材,Q值越大,晶粒破碎越充分、均匀,晶粒纤维化和取向性越明显,当Q值在1.86~2.62范围内时,冷轧态管材强、塑性较好,退火后晶粒尺寸较小;当Q值在1.86~2.24范围内时,管材扩口性能优越,Q值过大或过小均不利于小规格管材扩口。此外,Q值会影响冷加工过程中晶粒的均匀度及织构分布,可通过将Q值控制在1.54~2.46使得CSR在1.3~2.5范围内,从而得到综合性能良好的Gr.9钛合金管材。
Gr.9管材;Q值;显微组织;拉伸性能
0 引 言
Gr.9钛合金(Ti-3Al-2.5V)是一种近α型钛合金,因其密度小、比强度高、疲劳强度和抗裂纹扩展能力好,在室温和高温下强度比纯钛高出20%~50%,焊接性能和冷成形性能优于TC4钛合金,被广泛用于航空管路等[1-2]。通过控制冷加工后的热处理,可以使该合金获得不同的强度水平,最典型的强度级别有两种,即退火态620 MPa和去应力退火态860 MPa。Gr.9钛合金除了用于加工管材,也可以轧成箔材和带材,用于制作飞机蜂窝结构等[2-4]。随着我国航空工业的发展,特别是大飞机项目的启动,对小规格Gr.9钛合金管材的需求逐渐增多。但目前国内小规格Gr.9钛合金管材在生产中仍存在很多技术问题,比如轧制工艺不成熟、产品质量不稳定、成材率低、产品综合性能较差,无法满足航空液压管等领域对管材高质量的要求[5]。所以,如何进一步改善Gr.9钛合金管材的轧制工艺,提高产品质量稳定性成为当前亟待解决的问题。
钛合金管材冷轧变形过程中减壁量和减径量的合理匹配以及金属流动的方向性对其组织和性能具有显著的影响。很多文献表明[2-4,6],管材轧制Q值(相对减壁量与相对减径量的比值)是六方晶系金属冷轧过程中的重要参数,对管材织构和性能有着重要影响。因此,本研究试图以轧制Q值作为切入点,期望通过研究Q值对小规格Gr.9钛合金管材显微组织和力学性能的影响,探索改善小规格Gr.9钛合金管材轧制工艺的方法,实现批量和稳定生产,为高质量钛合金无缝管的制备和生产提供一定的数据积累。
1 实 验
实验原料为0级海绵钛、AlV55中间合金和铝豆,经两次真空自耗电弧炉熔炼,制备成φ600 mm的Gr.9钛合金铸锭,其化学成分见表1。将铸锭锻造成棒坯后钻孔制备成空心锭坯,经热挤压、酸洗、扒皮制备成φ55 mm×9 mm的管坯。将管坯经开坯轧制、中间两辊轧制、内外表面处理和退火等工序后制备成φ16.4 mm×2 mm的中间管坯。
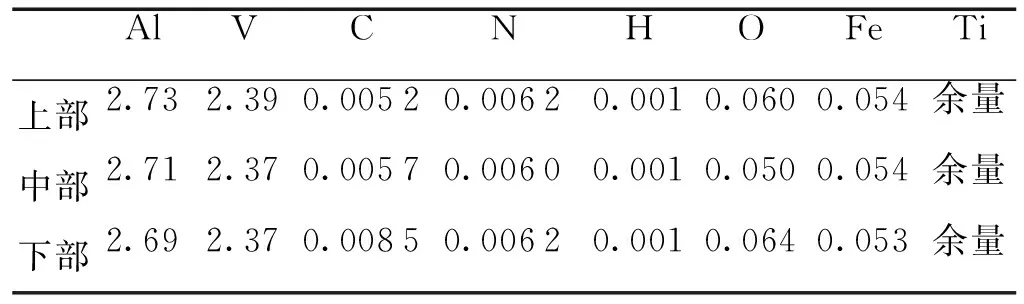
表1 Gr.9钛合金铸锭的化学成分(w/%)
将φ16.4 mm×2 mm的中间管坯,按表2给出的冷轧方案,在LD-30多辊冷轧管机上轧制5种不同规格的管材,并对5种规格的成品管材进行700 ℃×60 min真空热退火处理。
采用Instron 5982电子万能试验机对冷轧态和退火态管材的室温拉伸性能、扩口性能及收缩应变比(CSR)进行测试。其中,拉伸试验按照GB/T 228—2002《金属材料 室温拉伸试验方法》进行制样和测试;CSR试验根据SAE AS 4076《钛液压管CSR试验规范》进行制样和测试。此外,按照GB/T 5168—2008《α+β钛合金高低倍组织检验方法》制备金相试样,采用OLYMPUS GX51金相显微镜观察显微组织。

表2 不同规格Gr.9钛合金管材的冷轧方案
2 结果与讨论
2.1 不同Q值的冷轧态管材的组织及性能
图1为不同Q值的冷轧态Gr.9钛合金管材纵向的金相组织。从图中可以看出,不同Q值的冷轧态Gr.9钛合金管材的显微组织基本都是变形的纤维状组织,β相呈点状弥散分布在α相中,冷轧使得α晶粒被拉长,晶界变得比较模糊,但拉长的组织方向性趋于一致。当Q值较小(即壁厚变形量相对径向变形量较小)时,由于变形量也较小,晶粒虽然被拉长,但不是很均匀(见图1a、b);当Q值继续增加时,变形程度也随之增加,金属流动愈加剧烈,晶粒变形拉长程度更加明显,而且均匀性有所改善(见图1c);当Q值达到3.14时,虽然此时的变形量和Q值为2.24时的变形量接近,但晶粒变形的程度仍然在增加(见图1d、e),主要是由于壁厚变形量在继续增加。由上述情况可以看出,冷轧过程中变形量不能完全衡量金属晶粒变形和金属流动的特征,还需要结合Q值进行考察和控制,大致规律是:Q值越大,晶粒变形拉长的程度越大,金属流动越剧烈,晶粒纤维化和取向趋势越明显。
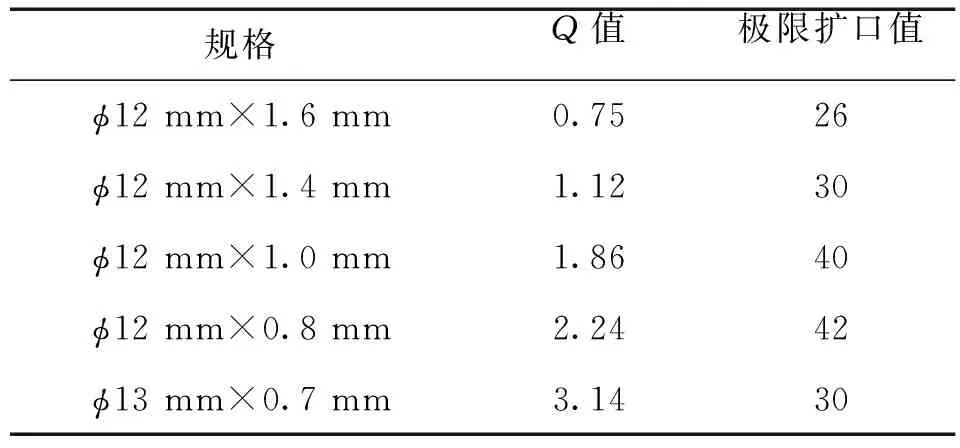
Q值对管材拉伸性能的影响也比较显著。图2为不同Q值的冷轧态Gr.9钛合金管材的室温拉伸性能。从图中可以看出,当Q值<1.12时,强度随Q值的增加而上升,延伸率随之下降,即产生了一定程度的加工硬化。当1.12 图1 不同Q值的冷轧态Gr.9钛合金管材的显微组织Fig.1 Microstructures of cold-rolled Gr.9 titanium alloy tubes with different Q parameters 图2 不同Q值的冷轧态Gr.9管材室温拉伸性能Fig.2 Room-temperature tensile properties of cold-rolled Gr.9 tubes with different Q parameters 结合表2不难看出,同样是70%左右的加工率,但由于Q值不同,管材延伸率的差异非常大,强度也略有下降。说明Q值对管材的塑性具有关键作用,最佳的Q值选择范围应在2.24左右,由于延伸率曲线近似二次曲线,Q值为1.86时的延伸率也比较高,按照对称的原理粗略估计Q值为1.86的另一个对称点(以Q值2.24为对称轴)大约是2.62。所以,从图中可以得出比较适合Gr.9钛合金管材冷轧的Q值取值范围是1.86~2.62。 2.2 不同Q值的退火态管材的组织及性能 不同Q值的Gr.9钛合金管材经退火处理后的纵向显微组织如图3所示。从图中可以看出,Gr.9钛合金管材经真空退火处理后显微组织均为再结晶等轴晶粒,而且晶粒都比较细小,但晶粒尺寸存在差异;β相仍弥散分布在α相中,与冷轧态显微组织相比,晶粒取向性消失[5],为典型的等轴组织。当0.75 不同Q值的退火态Gr.9钛合金管材的室温拉伸性能如图4所示。从图中可以看出,随着Q值的增加,强度先小幅度上升,而后逐渐下降。延伸率则不断上升。当Q值从1.86增加到2.24时,强度下降比较明显,而延伸率的增大趋势较为明显。当Q值继续增加到3.14时,延伸率增加开始变缓,最终达到42%。这说明为了提高退火态管材的塑性,选择较高的Q值是比较适宜的。 图3 不同Q值的退火态Gr.9钛合金管材的显微组织Fig.3 Microstructures of annealed Gr.9 titanium alloy tubes with different Q parameters 图4 不同Q值的退火态Gr.9管材室温拉伸性能Fig.4 Room-temperature tensile properties of annealed Gr.9 tubes with different Q parameters 2.3 Q值对管材扩口性能的影响 扩口性能是管材工艺性能的重要指标之一。表3为不同Q值的退火态Gr.9钛合金管材的极限扩口值。从表3可以看出,Q值在1.86~2.24范围内,扩口性能优越。这是由于管材冷轧过程中先后经过了减径、逐次减壁以及定径阶段,在减径阶段,变形金属受到轧辊径向力作用向内壁与芯棒间隙处流动,因失稳而形成内壁皱缩。Q值越小(即空减径量越大)时,其失稳程度越大,皱缩越严重,甚至可产生微裂纹,从而对扩口性能产生不利影响[6];Q值过大时,管材会产生径向织构,对扩口和压扁等工艺性能不利,因此扩口时易产生开裂。 表3 不同Q值的退火态Gr.9钛合金管材的极限扩口值 2.4 Q值对CSR的影响 X射线衍射(XRD)和电子背散射衍射(EBSD)是常用的评价晶体织构的方法,但这两种评价方法相对繁琐。表征轧制管材织构更简便的方法是测量收缩应变比(Contractile Strain Ratio,CSR)[2-3]。CSR是周向与径向塑性变形之比,是通过测量均匀变形时轴向拉伸前后的轴向与周向塑性应变,推算出径向塑性变形,以此反映周向与径向的性能[2,7],因此,CSR可以反映管材织构的分布及强弱。文献[3]指出,具有径向织构的管材(CSR值高)屈服强度和延伸率比具有周向织构的管材(CSR值低)的高,最佳的CSR值范围为1.3~2.5。所以,有必要研究CSR与管材Q值之间的联系,通过控制Q值来控制CSR在合理的范围内,从而获得综合性能良好的管材。 图5为不同Q值的退火态Gr.9钛合金管材的CSR曲线。由图5可见,当Q值大于1.12时,两者基本接近线性关系,即CSR随着Q值呈线性增长。通过最小二乘法拟合出两者的关系式,见式(1)。并通过统计和模拟计算出拟合度为0.92。 CSR=1.3Q-0.7 (1) 图5 不同Q值的退火态Gr.9管材的CSR曲线Fig.5 CSR curves of annealed Gr.9 tubes with different Q parameters 因此,为了将CSR控制在1.3~2.5,就须将Q值控制在1.54~2.46。 (1)Q值对冷轧态Gr.9钛合金管材组织和拉伸性能有重要影响,当1.86 (2)Q值对退火态Gr.9钛合金管材的组织和拉伸性能影响也比较大,随着Q值的增大,晶粒尺寸逐渐细化,延伸率并随之不断提高,最高可达42%。 (3)Q值与CSR之间存在着线性关系,可以通过将Q值控制在1.54~2.46范围内,从而控制Gr.9钛合金管材的CSR值在1.3~2.5范围内,获得良好的综合性能。 [1]杨亚社,杨永福,罗登超,等.航空用TA18管材加工工艺研究[J].稀有金属材料与工程,2013, 42(3): 625-628. [2]张旺峰, 李艳, 王玉会,等. Ti-3Al-2.5V钛合金管材研究进展[J].材料导报,2011, 25(12): 133-134. [3]Clyde E F, Steven E M. Ti-3Al-2.5V seamless tubing engineering guide[M].Washington: Sandvik Special Metals Corporation, 1990: 3. [4]Boyer R, Welsch G, Coolings E W.Materials properties handbook: Titanium alloys[M]. Ohio:ASM International,1994: 263. [5]廖强, 曲恒磊,杨亚社,等.冷轧道次变形率对TA18钛合金管材组织和拉伸性能的影响[J].钛工业进展,2012,29(1):26-28. [6]贠鹏飞, 杨英丽, 郭荻子,等.轧制Q值对小口径TA2管材组织和性能的影响[J].钛工业进展, 2012,29(2):24-27. [7]聂耀庄. Ti-3Al-2.5V合金管材织构研究[D].长沙:中南大学,1999. Effect ofQParameter on Microstructure and Properties of the Cold-rolled Gr.9 Titanium Alloy Tubes Chen Shengchuan, Zhu Baohui,Yuan Hongjun, Li Yonglin, Guo Chunyan, Liu Yongping, Cai Guoshuai,Wang Lu (Ningxia Orient Tantalum Industry Co. ,Ltd. , Shizuishan 753000, China) The effect ofQparameter on the microstructure and mechanical properties of small size Gr.9 titanium alloy tubes was investigated by adjusting the parameters among cold rolling process. The results show thatQparameter has a great effect on the microstructure and properties of small size Gr.9 tubes. The higherQparameter, the more fully and uniform grain breaks, the more obvious the grain fibrosis and orientation.The stength-ductility for cold-rolled tubes is better and the grain size after annealing is smaller when theQparameter controlled in 1.86~2.62. It is not conductive to the expanding of the tubes when theQparameter is too large or too small, the expangding performs more superior as theQis in range of 1.86~2.24.TheQparameter influences the grains uniformity and texture distribution.By adjustingQparameter in the range of 1.54~2.46 with the purpose of making CSR in the range of 1.3~2.5,we can obtain Gr.9 titanium alloy tubes with excellent comprehensive properties. Gr.9 tubes;Qparameter; microstructure; tensile properties 2016-06-06 宁夏自然科学基金资助项目(NZ14264) 陈胜川(1988—),男,工程师。 TG A




3 结 论
猜你喜欢
铝加工(2022年6期)2023-01-13山西冶金(2022年5期)2022-09-22润滑与密封(2022年9期)2022-09-21建材发展导向(2022年12期)2022-08-19宝钢技术(2022年3期)2022-07-12天津冶金(2022年3期)2022-07-01建材发展导向(2022年5期)2022-04-18中国金属通报(2021年18期)2021-12-27湖北农机化(2021年7期)2021-12-07军民两用技术与产品(2020年4期)2020-05-16
