过程防错在白车身制造过程中的应用
2016-12-13 06:53吕金柱
装备制造技术 2016年10期
吕金柱
(上汽通用五菱汽车股份有限公司,广西柳州545007)
过程防错在白车身制造过程中的应用
吕金柱
(上汽通用五菱汽车股份有限公司,广西柳州545007)
随着汽车产品需求的不断变化,白车身的车型不断增加,不同配置的白车身共线生产,存在错装、漏装、混装等风险。防错技术是利用防错装置减少缺陷产生的一种技术。通过防错在工位零件装配过程及白车身制造流动过程中两个方面论述防错技术在白车身制造过程中的应用,可以有效降低白车身制造过程中出现的各种错装、漏装等质量缺陷,提高品质降低成本。
防错;白车身;制造
近年来,随着客户对汽车消费需求的多样化,汽车生产的数量在不断增加的同时,品种也在不断增多。多平台车身柔性生产及同平台多种不同配置车身柔性生产逐渐成为车身生产的主流模式。柔性生产的方式容易造成零件的错装漏装风险,导致零部件或白车身总成返修,严重的甚至导致报废的情况,增加制造成本。在生产过程中应用防错技术则是把零件的错装漏装风险降到最低的一种办法。本文通过对传统防错方法的分析,提出了工位零件装配过程中应用防错及白车身制造流动过程中应用防错相结合的防错方法,并在生产线上实际应用。
1 防错技术概述
所谓防错技术,是指利用防错装置,防止人、材料以及机器产生产品缺陷,从而实现零缺陷的一种质量工程技术,防错技术集自动检测、自动化等先进技术于一体,能够有效防止人为的差错,利用简单的方法提升产品的质量。在ISO/TS16949中,防错的定义是为了防止不合格品的制造而进行的产品和制造过程的设计和开发[1]。防错分为设计防错和过程防错。
在白车身制造过程中,如果没有防错控制技术,那么产品的制造过程就会导致较低的产品合格率和较高的制造成本[2]。过程防错技术对减少加工废品、有效降低产品质量问题、提升产品质量发挥着重要的作用。
2 过程防错在工位零件装配过程中的应用
当前,生产现场防错技术的使用越来越广泛,且技术含量越来越高。常用的防错装置有限位开关、定位销、失控报警、计数器以及传感器、光电开关、图像识别等。公司生产现场常用的防错装置可归纳为机械固定/半固定式防错装置和电磁感应式防错装置。
2.1机械固定/半固定式防错装置
机械固定/半固定式防错装置是在工装夹具上增加定位销或限位块的方式,防止零件错(漏)装或左右装反。某车型尾门外板防错装装置如图1所示,用4个定位销防止零件漏装。当前面工位(见图2)漏装1颗或多颗铆螺母时,图1的定位销碰不到铆螺母,没有信号输出给主夹具,夹具不关闭,提醒员工漏装零件。

图1 定位销防错

图2 安装铆螺母
2.2电磁感应式防错装置
电磁感应式防错装置是根据零部件形状的不同而加装感应器来区分不同零部件来达到防错的目的。图3为某车型前大梁总成不同配置零件差异防错装置。该车型前大梁总成基本型与标准的差异为是否有支撑板,标准型的前大梁上多一块支撑板,基本型则无此零件。当生产标准型时,将控制开关转到标准型(见图4),标准型前大梁安装上拼台,支撑板与感应器接触后拼台夹具可以正常关闭。这时如果安装到错误的基本型零件,感应器没有感应到零件,则拼台夹具不关闭,提示员工零件错装了。当生产基本型时,把气阀开关转到基本型。基本型前大梁安装上拼台,基本型没有支撑板,不与感应器接触,拼台夹具正常关闭。如果错装标准型零件,支撑板与感应器接触后拼台夹具则不关闭,提示员工零件错装了。

图3 感应器防错
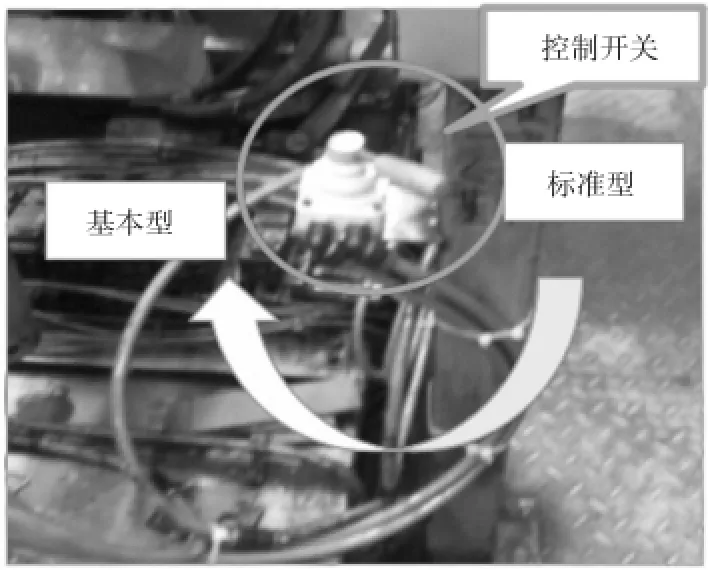
图4 防错控制开关
2.3防错装置有效性验证
安装防错装置后在日常生产过程中需要对防错装置的有效性进行验证,避免防错装置的失效引起零件错漏装。防错装置首次安装使用后必须经过一个星期的生产过程验证,确保一个星期内没有问题后才能正式使用。使用过程中每天都必须对其有效性进行验证,验证方法是每个班次开始生产前故意安装错误的零件或故意漏装零件看防错装置是否能识别错误。如果能识别错误则防错装置有效,如果不能识别则防错装置失效,需要进行维修。
3 过程防错在白车身制造流动过程中的应用
不同配置白车身共线生产的生产线中,除了考虑单个工位零件防错外,还需要考虑各分装线到主线流动过程中各分总成之间的匹配,主要采取目视防错的方式来确保零件总成之间正确的匹配。防错方法如图5所示,给各分总成按预定要求挂颜色标识牌,员工装配时按颜色配对零部件或切换防错装置的开关,其目的在于让员工在不需要详细察看零部件总成的情况下快速识别正确零件,防止零件错装。

图5 零部件分总成之间的匹配
目视防错是采取挂标识牌提醒员工注意车型区别来防止装错的方式。从拼焊的第一个工位起每一个零部件总成悬挂车型标识牌,整条生产线员工都可以根据车型标识牌确认当前生产的车型,有零件区别的工位员工根据车型标识牌确认当前防错设备是否与该车型匹配或选取相匹配的零部件总成来装配。
3.1建立生产线车型配置标识牌颜色表
生产线车型配置标识牌颜色表包含车型名称、白车身代码、车型配置、颜色等信息,如表1所示。员工只需要记住车型配置对应的颜色。

表1 车型配置标识牌颜色表
3.2车型配置标识牌形式
车型配置标识牌用A4纸张双面彩色打印,同种配置不同部件均用同种颜色。如图6所示。

图6 同种配置不同零部件标识牌
3.3车型配置标识牌悬挂
车型配置标识牌在主线上第一个工位开始悬挂,直到离开车身车间进入涂装车间前的最后一个工位取下来。分拼线如侧围线、门盖线则在总成料框再悬挂一块标识牌。图7所示。

图7 车型配置标识牌悬挂
3.4车型配置标识牌使用
车型配置标识牌悬挂在白车身指定位置,当白车身从前工位输送过来时,员工首先看标识牌,确认车型配置。如果员工所在工位有防止错装的防错装置,员工需要确认防错装置与即将到来的车型匹配,然后才能装配零件。调整线上没有防错装置的工位,员工看即将过来的白车身标识牌确认车型配置,然后根据工位的零件区别示意图拿取即将要装配的零件。图8所示。

图8 工位零件区别示意图
4 结束语
防错技术遵循“不接受、不制造、不传递”缺陷的生产“三不”原则。过程防错能够在生产过程中最大程度地避免缺陷的发生及传递。通过实施过程防错,不仅可以减少缺陷产品流到后工序造成生产停线、返工返修损失,还可以减少缺陷产品流到最终用户手上导致的客户满意度降低。
[1]茅磊.防错技术在白车身制造中的应用[J].硅谷,2014,(13):101.
[2]李盛良.防错技术在轿车白车身制造中的应用[J].汽车工艺与材料,2009,(12):28.
Error Proofing in the Application of BIW Manufacturing
LV Jin-zhu
(SAIC GM Wuling Automobile Co.,Ltd.,Liuzhou Guangxi 545007,China)
With the changing of automobile product demand,body in white increased models,the different configuration of the collinear production body in white,there is mistake packing,packing,such as conventional risk.Error proofing techniques is the use of error proofing devices reduce the defects of a technology.By error proofing in location parts assembly process and the body in white two aspects in the process of manufacturing flow error proofing technology application in the manufacturing process of the body in white,can effectively reduce the body in white in the manufacturing process of all kinds of wrong loading,packing and other quality defects,improve quality lower cost.
anti fault;white body;manufacture
U466
A
1672-545X(2016)10-0202-03
2016-07-13
吕金柱(1979-),男,广西人,本科,工程师,主要从事车身工艺开发方面的工作。
猜你喜欢
电力安全技术(2022年8期)2022-11-20
汽车工艺师(2021年7期)2021-07-30
哈尔滨轴承(2021年4期)2021-03-08
探索科学(学术版)(2020年10期)2021-01-13
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
杭州(2015年9期)2015-12-21
党的生活(黑龙江)(2015年6期)2015-06-16