
4004铝合金420mm×1620mm规格熔铸工艺研究
2016-12-12 06:21:16李海仙胥健秋殷云霞黄岩超崔晋滨
铝加工 2016年2期
李海仙,胥健秋,殷云霞,黄岩超,崔晋滨
(东北轻合金有限责任公司,哈尔滨 150060)
4004铝合金420mm×1620mm规格熔铸工艺研究
李海仙,胥健秋,殷云霞,黄岩超,崔晋滨
(东北轻合金有限责任公司,哈尔滨 150060)
主要对大规格4004铝合金扁铸锭熔铸工艺进行了研究,并对现场生产的4004铝合金420mm×1620mm规格铸锭进行了全面分析,从化学成分、低倍和高倍几个方面来看,铸锭质量良好,工艺稳定,确定了生产该规格铸锭的工艺参数。
4004合金;细化;羽毛晶;熔铸
0 前言
4004铝合金是Al-Si系合金中硅含量较高的铝合金,具有密度小、热膨胀系数低、体积稳定性好、熔点低、耐磨性能和高温性能好等特点,作为434复合铝带箔的包覆层,广泛应用于汽车、空调机、制氧机等散热器的制造。目前4004铝合金铸锭多数是300mm厚铸锭,难以满足新生产线轧制的需求,因此准备试制生产大规格4004铝合金,提高其综合成品率。
另外,由于4004铝合金中Si含量较高,Si相呈粗大的片状或针状,对基体产生严重的割裂作用,降低了铸锭成型率,通常采用Na变质的方法改善4004铝合金的组织和性能。但Na变质的时效性较短,而通常大规格铸锭的铸造时间相对较长,因此需要在变质剂的有效时间内摸索大规格4004铝合金扁铸锭的熔铸工艺;但随着铸锭厚度的增加,铸锭心部易出现宏观偏析、粗晶等缺陷。为满足生产需求,提高合金的成品利用率和生产效率,特对大规格4004合金扁铸锭熔铸工艺进行合理的摸索。
1 试验方案
1.1试样材料
4004化学成分如表1所示。铸锭规格:低液位生产4004合金的规格为420mm×1620mm。配料:每炉加2kgAl-Be中间合金,合金化元素Si以中间合金的形式加入,Mg以纯金属的形式加入。

表1 4004铝合金化学成分(质量分数/%)
1.2实验方法
采用天然气炉供电炉液体料方式生产,来料后在电炉加Mg锭、Al-Be中间合金后进行对流搅拌,熔炼温度为740℃~800℃,在熔炼温度范围内取样分析成分。
导炉后Ar气精炼15min,静置10min以上,在不低于740℃变质处理,充分搅拌均匀,变质后不扒渣,走在线除气装置,铸完大清炉。铸造工艺参数见表2。

表2 铸造工艺参数
分别切取在线不播种Al-Ti丝的4-353熔次与播种Al-Ti丝的4-548熔次铸锭切取1/4试片,进行化学成分分析、低倍组织和高倍组织的各项检测。
2 试验结果及分析
2.1成分及组织
由试片中心向边部取样,分析4004合金中化学成分偏析程度。
从实验结果来看两熔次中铸锭厚度的1/4处Si含量要大于边部及中心,根据现场总结的经验来看,符合晶粒偏析发展规律。不点Al-Ti丝的4-353熔次Si的最大偏析为0.76%,点入Al-Ti丝的4-548熔次Si的最大偏析为0.55%。点入Al-Ti丝Si的最大偏析略低于不加Al-Ti丝的。
通过低倍检查发现,不同细化方式生产的两熔次4004合金的晶粒度均较大,一般在4~5级,而且均存在羽毛晶。4004合金试片显微组织如表3所示。
从表3可以看出:从铸锭心部到边部枝晶臂逐渐变薄,晶粒越来越细小,符合结晶规律,另外无论是否在铸造过程中点入Al-Ti丝,对晶粒影响不是很大,两熔次的晶粒大小相近。
从低倍组织上来看,4004合金存在有羽毛晶。该铸锭产生羽毛晶的主要原因可能是熔体过热或液体金属停留时间长,使非自发晶核减少,还可能是铸造准备时间过长导致变质剂失效,从而产生羽毛晶。其预防方法是避免液体金属停留时间过长,另外在铸造过程中在线播种Al-Ti丝对熔体进行细化处理。
2.24004铝合金的Na盐变质
2.2.1Na 盐变质机制
Na盐变质剂的组成物一般为NaF、NaCl、KCl,其中只有NaF在变质温度下能与铝液反应分解出Na元素,起变质作用,其反应方程式为6NaF+ Al→Na3AlF6+3Na,铝液中的Na原子会弥散分布在Si原子周围,使得Si相表面呈现凹凸不平,阻滞了Si晶体的生长速度,从而导致Si晶体生长形态的变化。
2.2.2Na盐变质的影响因素
变质处理工艺的影响因素有:变质剂加入温度、变质时间和变质剂用量。
(1)温度:变质温度过高,增加铝液氧化、吸气,变质效果衰退快;温度过低,变质反应慢,Na的实收率低,浪费变质剂,变质效果差。在生产中,变质温度通常稍高于浇注温度,此外还应考虑变质效果、铝液冶金质量,经过试验确定最佳的变质温度为730~770℃。
(2)时间:变质温度越高,铝液和变质剂反应速度越快,所需变质时间也越短,具体时间通过试验确定。生产中采用“搅拌”法进行变质,搅拌的时间就是变质的时间。由于变质剂加入后能完全混入铝液中,与铝液接触面积大、反应完全,因此时间可以进一步缩短。一般变质剂的有效时间在60min以内,变质结束后在熔体表面均匀的漂浮一层透明的熔剂液体。
(3)用量:铝液中含有ω(Na)0.01%的Na,就能使Al-Si共晶合金完全变质,得到纤维状的共晶硅,则熔炼100kg的Al-Si共晶合金只需0.018kgNaF中的Na。熔体中的ω(Na)一般控制在0.008%~0.015%,考虑到实际生产条件下不是所有的NaF都参与反应,因此计算时Na质量分数可适当提高,但一般不应超过0.02%。
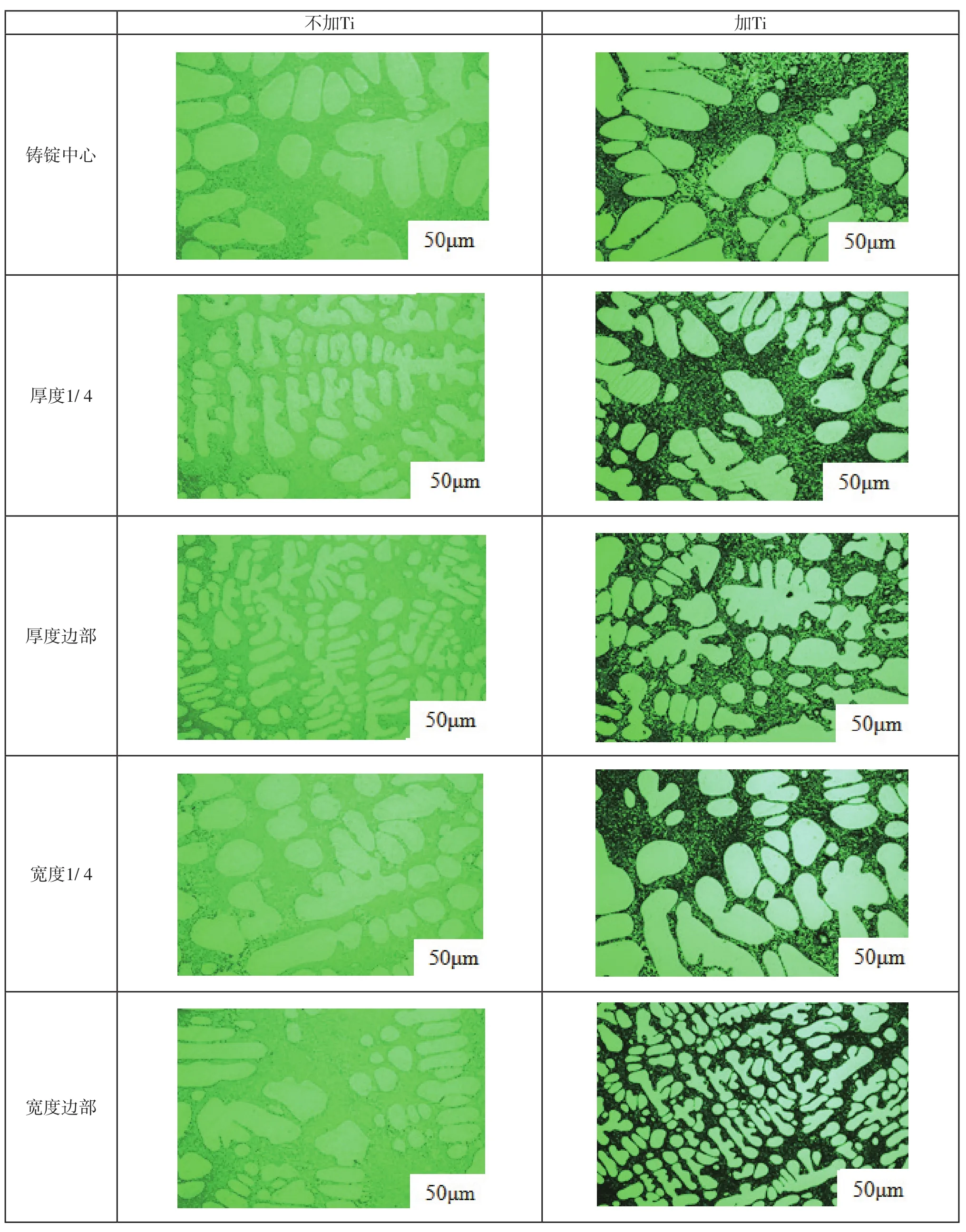
表3 4004合金两熔次不同位置的显微组织
3 结论
通过以上试验及分析结果可以得出结论:
(1)不同细化方式生产的4004合金其化学成分均符合偏析规律。
(2)根据高倍分析结果来看,符合晶粒的结晶规律。
(3)不同细化方式生产的4004合金其晶粒度均较大,且存在羽毛晶,下一步打算从控制炉料组成、防止金属液停留时间过长而引起变质失效及保证变质剂的用量等几个方面减少羽毛晶的产生。
(4)从全分析结果看,Ti的加入与否,对高Si合金的晶粒细化作用不大。
(5)4004合金420mm×1620mm规格工艺参数为:铸造速度40~55mm/min,铸造温度700~730℃,冷却水压0.03~0.1MPa。
(编辑:余东梅)
Study on Melting & Casting Process for 4004 Aluminum Alloy with 1620mm×420mm
LI Hai-xian,XU Jian-qiu,YIN Yun-xia,HUANG Yan-chao,CUI Jin-bin
(Northeast Light Alloy Co.,Ltd.,Harbin 150060,China)
Melting & casting process of 4004 alloy flat ingot with large size was researched, and the ingot of 4004 alloy with 420mm × 1620mm ingot was completely analyzed. From the aspects of chemical composition, macrostructure and microstructure, the quality was good,process was stable, and the parameters of production process of the ingot were determined.
4004 alloy; refinement; feather crystal;melting & casting
TG292
B
1005-4898(2016)02-0061-04
10.3969/j.issn.1005-4898.2016.02.13
李海仙(1978-),女,山西平遥人,高级工程师。
2015-11-16
猜你喜欢
铝加工(2023年2期)2023-05-09 06:04:24
湖南有色金属(2021年2期)2021-04-25 00:55:34
有色金属加工(2021年1期)2021-02-23 12:50:18
热处理技术与装备(2020年2期)2020-06-29 06:16:40
上海金属(2016年4期)2016-11-23 05:39:12
资源再生(2016年10期)2016-11-16 03:29:12
材料科学与工程学报(2016年5期)2016-02-27 07:11:21
大连工业大学学报(2015年4期)2015-12-11 04:06:50
新疆钢铁(2015年1期)2015-11-07 03:11:03
上海金属(2014年1期)2014-12-18 06:52:12
