
避免铝合金挤压棒材产生粗晶的模具结构研究
2016-12-12 06:21韦锦辉黄雪梅邓汝荣
铝加工 2016年2期
韦锦辉,黄雪梅,邓汝荣
(广州科技职业技术学院,广州 510550)
避免铝合金挤压棒材产生粗晶的模具结构研究
韦锦辉,黄雪梅,邓汝荣
(广州科技职业技术学院,广州 510550)
铝合金棒材应用广泛,其生产过程中的主要问题是粗晶的出现,目前解决这一问题的方法主要是通过化学成份与挤压工艺的改进以及采用均匀化处理。通过分析挤压过程中金属成形的特点,介绍了实践中通过改变模具结构而改变金属的变形程度和提高成形过程中的压应力从而可以减少或避免粗晶产生的模具结构,并且经实践证明该方法是可行有效的。
铝合金棒材;粗晶;模具结构;变形程度;压应力
0 前言
由于铝合金具有良好的抗腐蚀性、可焊接性和轻量性等特性,使挤压棒材的应用越来越广泛。但在棒材的生产过程中,最大的问题是棒材容易出现粗晶环现象,严重影响材料的使用性能。为了解决这一问题,国内外许多技术人员进行了大量的研究,但主要集中在对铝合金的挤压工艺、合金的化学成份、均匀化处理对棒材力学性能及粗晶环的影响方面,例如采用反向挤压在线淬火+拉拨+人工时效的方式[1],目前铝合金棒材的生产方式主要采用正挤压方式[2]。这些研究都忽视了成形过程对棒材力学性能的影响,即挤压变形程度及应力对晶粒大小的影响。虽然棒材的晶粒度大小与挤压温度、速度、变形程度等因素有关,而且变形程度与挤压比直接有关,但是,在相同挤压比的情况下,模具结构的不同,也可影响成形过程中的变形难易,使得挤压力也是不同的。而挤压力越大,则形成三向压应力将越大,这将有利于晶粒细化。本文另辟路径,通过改变模具结构的方式,从而改变成形过程中的变形程度、提高金属成形的压应力,继而细化棒材的晶粒度,供同行参考。
1 传统的模具结构与分析
传统的铝合金棒材生产方式是采用正挤压的中心挤压方式,即型孔处于模具的中心并与挤压筒的中心相重合。模具结构通常采用带导流室的形式[3],为普通的模面(子)与模垫的结合方式,如图1所示。采用这种方式,模具制造简单,挤压变形程度小,挤压力低,不足之处是型材的晶粒度大,容易出现粗晶现象,所获得的力学性能及导电率较低。造成这种现象的原因是,一方面挤压比小,变形程度小所产生的静水压力小;另一方面,传统的模具结构只有一次金属预变形,因此,预变形的程度较大。据有关实验表明,金属的再结晶温度与金属的预变形程度有关,金属的预变形程度越大,再结晶的温度就越低。这是由于预变形程度越大,金属晶粒的破碎程度便越大,产生的位错等缺陷就越多,组织的不稳定性就越明显,因而会在较低的温度下开始再结晶[5]。再结晶后的金属,一般都得到小而均匀的等轴晶粒,如温度继续升高,再结晶后的晶粒又以相互呑并的方式长大,因此,造成产品出现粗晶的现象。

图1 传统的平面模结构示意图
为了得到更可靠的设计参数,在实践中,采用了循序渐进的方式,首先进行模具试验,然后进行结构改进。
2 模具试验
2.1理论依据
(1)热挤压时晶粒的扩散速度与合金中的应力有关,三向压应力使扩散速度降低,压应力越大,扩散速度越小,从而使晶粒细化[6]。
(2)挤压时,由于模具几何约束与强烈的摩擦作用,使外层金属流动滞后于中心部分,外层金属内呈很大的应力梯度和拉应力状态,因此,促进了Mn的析出,使固溶体的再结晶温度降低,产生一次再结晶,但因第二相由晶内析出后呈弥散质点状态分布在晶界上,阻碍晶粒的集聚长大[6]。
2.2试验过程
以φ25mm的棒材作为试验产品,分别在挤压能力为8MN和18MN的挤压机上进行挤压。设计并制作模具4套,分别编号为1#~4#,模具的主要形式如下:
1#模具:8MN,单孔设计;2#模具:18MN,单孔设计;3#模具:18MN,双孔设计;4#模具:18MN,偏心单孔设计。
模孔布置如图2所示,每套模孔的尺寸、导流室尺寸、工作带尺寸都完全一致,试验结果对比方案如表1所示。

图2 试验模具的模孔布置示意图

表1 模具试验与结果对比方案
在设定相同的挤压温度和速度下对上述4套模具进行上机挤压。每套模具上机挤压后,截取长度为1m的样品各4个,然后进行晶粒度的检测与比较。检测与比较的方法,采用工厂目前通行的做法,简单而实用:即将样品放入工厂氧化车间的酸洗槽中约25~30min,取出在清水槽中清洗干净,就可以用目测的方法看出棒材样品的晶粒度大小。
对表1中的4套模具挤压后的样品,采用上述方法检测并进行晶粒度比较。结果显示,2#模与4#模所得到的样品的晶粒是最小和最均匀的,尤其是以4#模的样品最佳;而1#模与3#模的样品所表现的晶粒度几乎一致。由此可以看出,挤压系数越大或变形程度越大,所获得的产品的晶粒将越细小、均匀。从表1也可看出,1#模与3#模的挤压系数相近,而2#模与4#模的挤压系数一样,但要比1#模与3#模的挤压系数大近1倍。虽然2#模与4#模的挤压系数相同,但4#模的模孔偏离了中心一定的距离,所以变形程度要大些。另一方面,从现场记录的挤压力情况显示,4#模的挤压力为最大,其次为2#模。
3 改进后的模具结构
根据试验的结果并分析提高挤压力从而增加成形过程中的三向压应力及增大变形程度的方法,列举了下例几种模具,对其结构进行设计改进与制造并投入挤压生产。生产表明,结构改进后的模具,可大幅度提高挤压力,得到产品的晶粒细小均匀,没有粗晶的出现,可满足用户的要求,现将模具结构介绍如下。
3.1阶梯式的导流结构
这种结构为采用导流板与模子结合的结构形式,如图3所示。
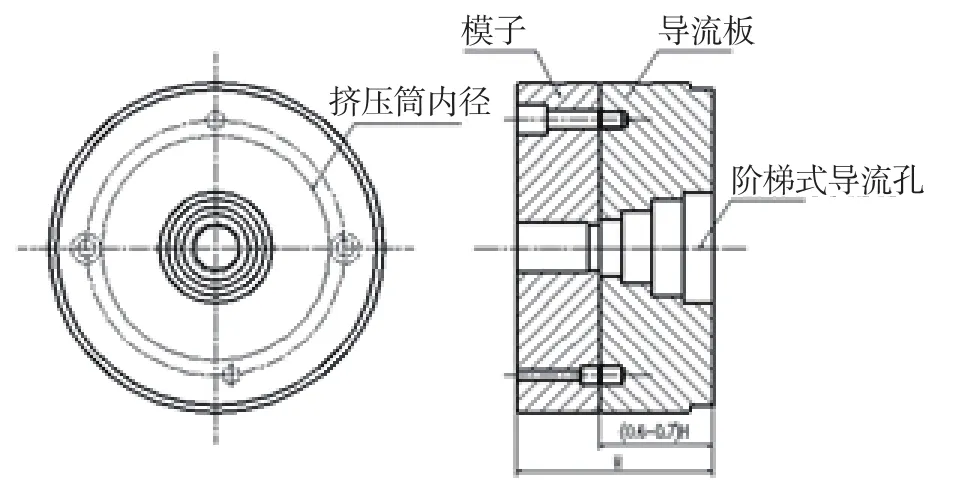
图3 阶梯式导流孔平面模结构示意图
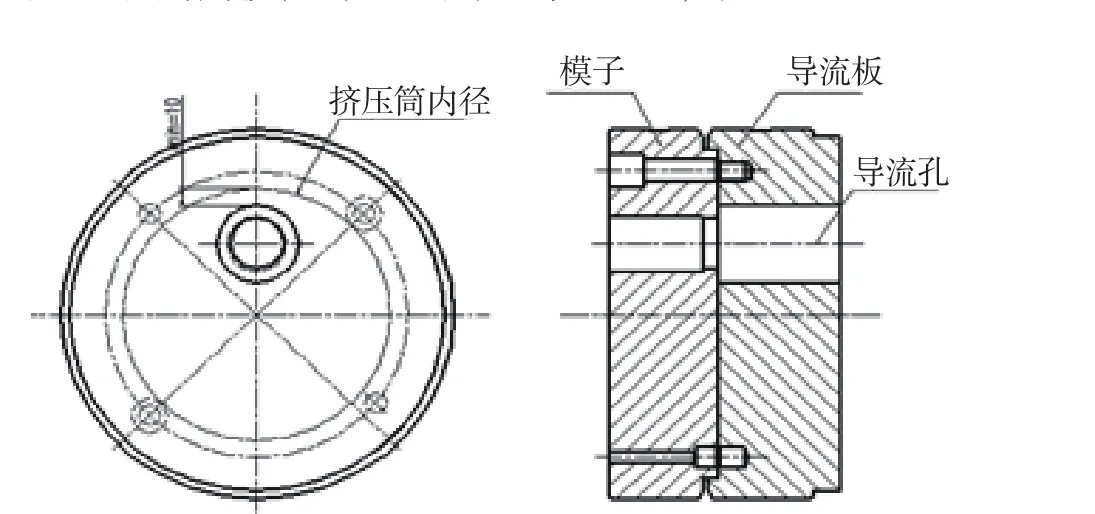
图4 偏心式模孔的平面模结构示意图
采用这种结构,导流板上的导流孔或导流室采用阶梯形式,导流板的厚度可取得相对较大一些,可取模具总厚的60%~70%,阶梯的级数可以2~5级,相邻阶梯孔径相差4~10mm,阶梯高度取15~25mm,目的在于增加挤压成形过程中的刚性区,增加变形时的阻力,使金属经过多次的预变形,提高挤压力,从而达到提高成形过程中的静水压力。因为在挤压成形过程中,压应力能降低组织的扩散速度,压应力越大则扩散速度越小从而抑制晶粒的长大[4],进而获得良好的表面质量和致密的内部组织。
3.2偏心式模孔结构
这种结构是打破常规的模孔布置方式,将模孔置于偏离模具中心的某一位置上,如图4所示。
采用这种结构,导流孔边缘离挤压筒内壁距离应大于10mm,这种结构大大增加了变形程度和挤压力,从而大大提高了金属挤压变形过程中的静水压力,因而可获得晶粒更为细小的内部组织。同时,由于离模孔最远端的金属进入模孔的阻力大大提高了,这相当于增大了挤压筒的内径,间接地增加了挤压系数。因此,采用这种结构,可避免粗晶的产生,同时可充分发挥挤压设备的潜能。
采用这种结构,模子与导流板要以止口的方式进行组合,同时,模孔不能采用车削或精磨方式进行加工,而必须采用电加工进行,由于模孔为圆形,所以加工的难度也不大。
3.3导流孔斜入式阶梯导流结构
这种结构有两种形式:
(1)第一种形式是将模孔置于模具的中心,并且在模子上增设1~2级导流室或导流腔,而导流板上的导流入口则置于偏离模具中心的某一位置并以扩展斜入的方式进入模孔,如图5所示。
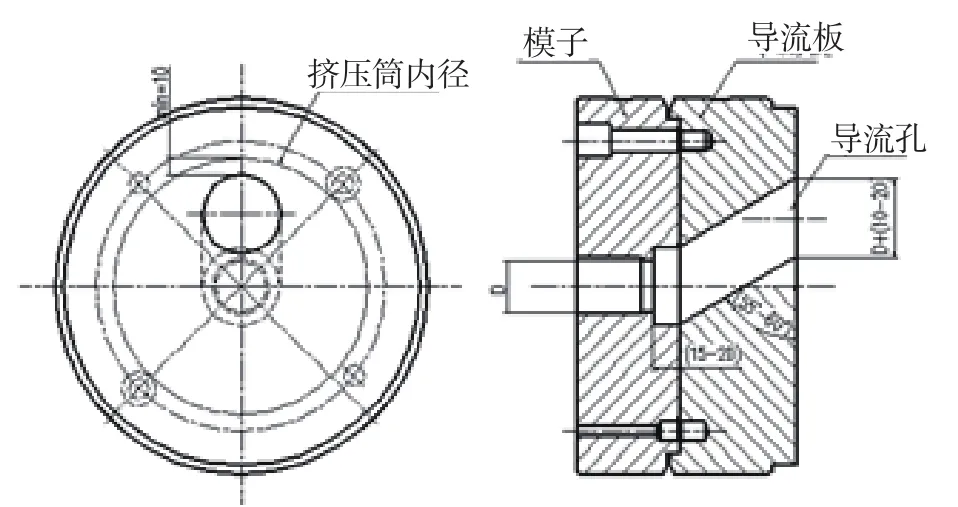
图5 斜入式模孔在中心的平面模结构示意图
采用这种结构,模孔的加工可采用车削或磨削的方式进行,可以得到很高的尺寸精度和表面质量,因而可获得质量相当高的棒材产品。对于尺寸精度和表面质量、晶粒度有较高要求的棒材可采用这种结构,更为有效。
(2)第二种形式是将模孔置于偏离模具中心的某一位置上,而导流板上的导流入口则置于模具中心并以扩展斜入的方式进入模孔,如图6所示。

图6 斜入式模孔偏心的平面模结构示意图
采用这两种形式时,模子与导流板要以止口的方式进行组合,导流孔斜入角度以55~65为宜,入口导流孔尺寸要比模孔尺寸大10~20mm。
这两种结构形式对于挤压系数小,而采用挤压能力小的挤压机的生产方式更为合适。因为,通过提高挤压系数来增加变形程度最直接的方式就是选用挤压筒内径较大的挤压机,但这同样将大大增加模具的尺寸与挤压过程的能耗,因此,一味的追求挤压机能力的增大在实际中也是不现实的。
4 结论
结果表明,模具结构的合理改变也可以改变金属成形过程中的应力状态,可以提高静水压力。因此,可以得出这样的结论:提高棒材的力学性能和表面质量,避免出现粗晶现象,在对合金成份工艺的研究与改进的基础上,结合金属成形的原理,研究金属变形的过程,突破模具设计的理念,改变模具的结构,将会更有效地提高棒材产品的表面质量和综合力学性能。
[1]陈丁文,李飞庆,等. 化学成份和均匀化处理对6061铝合金棒材粗晶环的影响[J].轻合金加工技术,2014(02): 47-48
[2]冯永平. 6061铝合金工业材反向挤压工艺[J]. 世界有色金属,2012(02):35-37
[3]邓汝荣,曾蕾. 大断面实心铝型材导流模的设计分析[J].轻合金加工技术,2014(11): 29-31
[4]谢建新,刘静安. 金属挤压理论与技术[M].冶金工业出版社,北京,2001:28-31,66-69
[5]胡凤翔,于艳丽. 工程材料及热处理[M].北京理工大学出版社,北京,2012:41-42
[6]武红林,宋微,等. 铝合金型棒材挤压生产[M].中南大学出版社,长沙,2011: 46-48,50-52
(编辑:余东梅)
Study for Die Structure of Avoiding Coarse Grain in Aluminum Alloy Extruded Bars
WEI Jin-hui,HUANG Xue-mei,DENG Ru-rong
(Guangzhou Vocational College of Science and Technology,Guangzhou 510550)
Aluminum alloy bars are applied widely. The main problem for production process is coarse grain. The main methods to solve this problem are mainly improved by chemical composition and extrusion technique and introduction of homogenization treatment. Through analyzing the characteristics of the metal in the process of extrusion forming,it was introduced that coarse grain can be reduced or avoided by aid of deformation degree and change of metal by changing the die structure and improving pressure stress during forming. The practice shows that it is feasible.
aluminum alloy bar; coarse grain; die structure; the degree of deformation; pressure stress
TG375+.41
A
1005-4898(2016)02-0037-05
10.3969/j.issn.1005-4898.2016.02.07
广东大学生科技创新培育专项资金(“攀登计划”专项资金,pdjh2016b0865)
韦锦辉(1994-),男,广东湛江人,在校学生。
2015-07-02
猜你喜欢
中国钼业(2022年3期)2023-01-04
舰船科学技术(2022年20期)2022-11-28
山东冶金(2022年4期)2022-09-14
天津科技(2021年7期)2021-07-29
粉末冶金技术(2021年3期)2021-07-28
西南石油大学学报(自然科学版)(2021年3期)2021-07-16
昆钢科技(2021年1期)2021-04-13
有色金属科学与工程(2021年1期)2021-03-04
中成药(2019年12期)2020-01-04
四川冶金(2019年5期)2019-12-23
