
转向架耐候钢角接接头激光/激光-MAG复合焊工艺
2016-12-07 07:21吴向阳张志毅孙中文沈林何双
电焊机 2016年10期
吴向阳,张志毅,孙中文,沈林,何双
(1.中车四方机车车辆股份有限公司,山东青岛266111;2.济南铁路局青岛机车车辆监造项目部,山东青岛266111;3.西南交通大学四川省先进焊接及表面工程技术研究中心,四川成都610031)
转向架耐候钢角接接头激光/激光-MAG复合焊工艺
吴向阳1,张志毅1,孙中文2,沈林3,何双3
(1.中车四方机车车辆股份有限公司,山东青岛266111;2.济南铁路局青岛机车车辆监造项目部,山东青岛266111;3.西南交通大学四川省先进焊接及表面工程技术研究中心,四川成都610031)
为解决高速列车转向架耐候钢焊接构架中存在的焊缝根部未焊透问题,针对转向架焊接构架中典型的角接接头,采用激光/激光-MAG复合焊接技术进行系统的工艺试验,通过分析焊缝熔透及成形情况,确定适合激光/激光-MAG复合焊角接接头的坡口角度为35°、钝边尺寸为4 mm,以及相应焊接工艺参数。焊接接头无明显的淬硬组织,硬度测试结果满足相关标准规定。
耐候钢;激光/激光-MAG复合焊;焊接工艺参数
0 前言
转向架作为高速列车实现高速、重载牵引的关键部件之一,其性能直接影响高速列车运行的安全性和可靠性。由于转向架构架是由各种厚板制成的焊接结构,因此焊接是制造转向架构架的重要技术,其质量很大程度上决定了转向架构架的质量。列车转向架在服役中需承受横向和纵向等各种复杂力的综合作用,尤其是构架的焊接接头,在应力集中、缺陷等因素的影响下,易造成转向架、疲劳失效,大大限制了列车的安全性、稳定性以及高速化发展[1-2]。目前,转向架焊接主要采用自动化和半自动化MAG焊接,存在热输入量大、残余应力复杂、易变形等问题。如何选用新的焊接技术有效控制转向架的焊接残余应力、变形,获得较大的焊接熔深是工程技术人员一直密切关注和亟待解决的问题。激光-MAG复合焊接技术作为一种先进的焊接方法,结合了激光焊与电弧焊的优点,具有焊接热输入小、熔深大、残余应力小等优点,大量应用于钢、铝合金等材料的连接[3-4]。转向架耐候钢的角接接头复合焊接过程中,由于激光复合头体积的限制,在采用复合焊打底焊接时,需要采用较大的坡口来实现单面焊双面成型[5]。因此,重点探索了12 mm厚的耐候钢角接接头单激光打底焊接和激光-MAG复合焊填充盖面的工艺参数,分析了焊接接头的组织特征和力学性能。
1 试验材料与方法
1.1 试验材料
试验材料为厚12 mm的SMA490BW耐候钢,采用直径为1.2 mm的JM-55II高强度钢焊丝,母材和焊丝的化学成分见表1。装配时尽量减小两板之间的装配间隙,焊前打磨焊缝区域并使用丙酮清洗试件表面油污。

表1 试验材料主要化学成分%
1.2 试验方法
试验采用KEMPPI KempArc-450焊机,ABB IRB2600型机器人,YLS-4000光纤激光器,额定功率4 kW,透镜焦距310 mm。采用单面焊双面成型多层多道焊,打底层采用单激光焊接,保护气为侧吹氩气,填充盖面层采用激光-MAG复合焊,保护气为φ(Ar)80%+φ(CO2)20%。试验过程中不断改变焊接工艺参数,通过宏观金相观察接头的成形情况,选择合适的接头坡口形式,并在此基础上调节工艺参数,以获得最佳焊接质量。使用Zeiss-A1M金相显微镜分析接头的金相组织,并使用HV-10B维氏硬度计测试接头显微硬度,分析不同焊接层道、不同工艺参数下焊缝区域硬度的分布及差异。
2 试验结果与分析
2.1 接头坡口选择
试验针对不同的坡口结构,复合焊采用激光前导方式,在焊丝干伸长20 mm、光丝间距2 mm、离焦量0 mm、气流量35~40 L/min固定不变的条件下,调节主要焊接参数(激光功率、焊接速度、送丝速度)。试验中采用的角接接头坡口形式如图1所示,其中坡口角度θ分别为35°、45°、55°,钝边尺寸d分别为2mm、3mm、4 mm。设计的激光-MAG复合焊坡口焊接参数见表2,线能量计算公式为

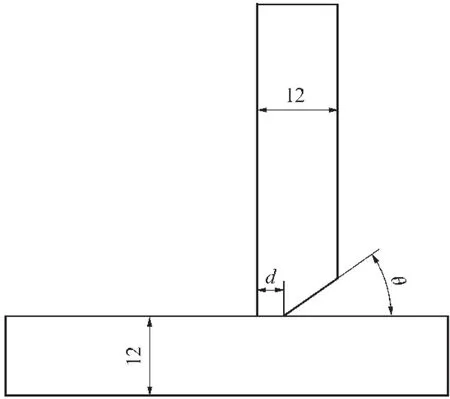
图1 角接接头坡口形式
式中ηlaser=0.8,ηMAG=0.8。接头的焊缝宏观断面形貌如图2所示。
随着坡口角度的增大,所需金属填充量不断增加,焊接层道数增加,焊接变形也逐渐增加。对于55°坡口、2 mm钝边的接头形式,由于坡口角度较大,焊接金属填充量较大,需要进行6道焊接,而热输入增大,会造成接头组织粗大。在坡口角度相同的条件下,减小钝边尺寸,焊缝的金属填充量也会不断增加;接头坡口角度较大时,盖面层需要两道焊接,增加打磨等焊后处理工作量;同时在盖面焊接过程中应该控制各层之间的搭接熔合过渡,减小由于层间焊道过渡引起的应力。打底单激光焊接过程中应合理控制保护气的方向和流量,防止气孔缺陷的产生。根据试验结果选取接头坡口角度35°,钝边尺寸4 mm。该坡口尺寸能够完全熔透,同时可减少焊接层道数、金属填充量,减小热输入和焊后变形量。焊缝正反面的成形良好,焊缝无咬边、焊穿、裂纹及较大气孔等缺陷。
2.2 焊接参数优化
在角接接头焊接过程中,打底层焊缝对接头的熔透情况有显著影响,试验中通过改变打底层激光的功率和焊接速度优化其焊接工艺参数。在坡口角度35°,钝边尺寸4 mm时设计的激光-MAG复合焊工艺参数如表3所示,焊缝宏观形貌如图3所示。
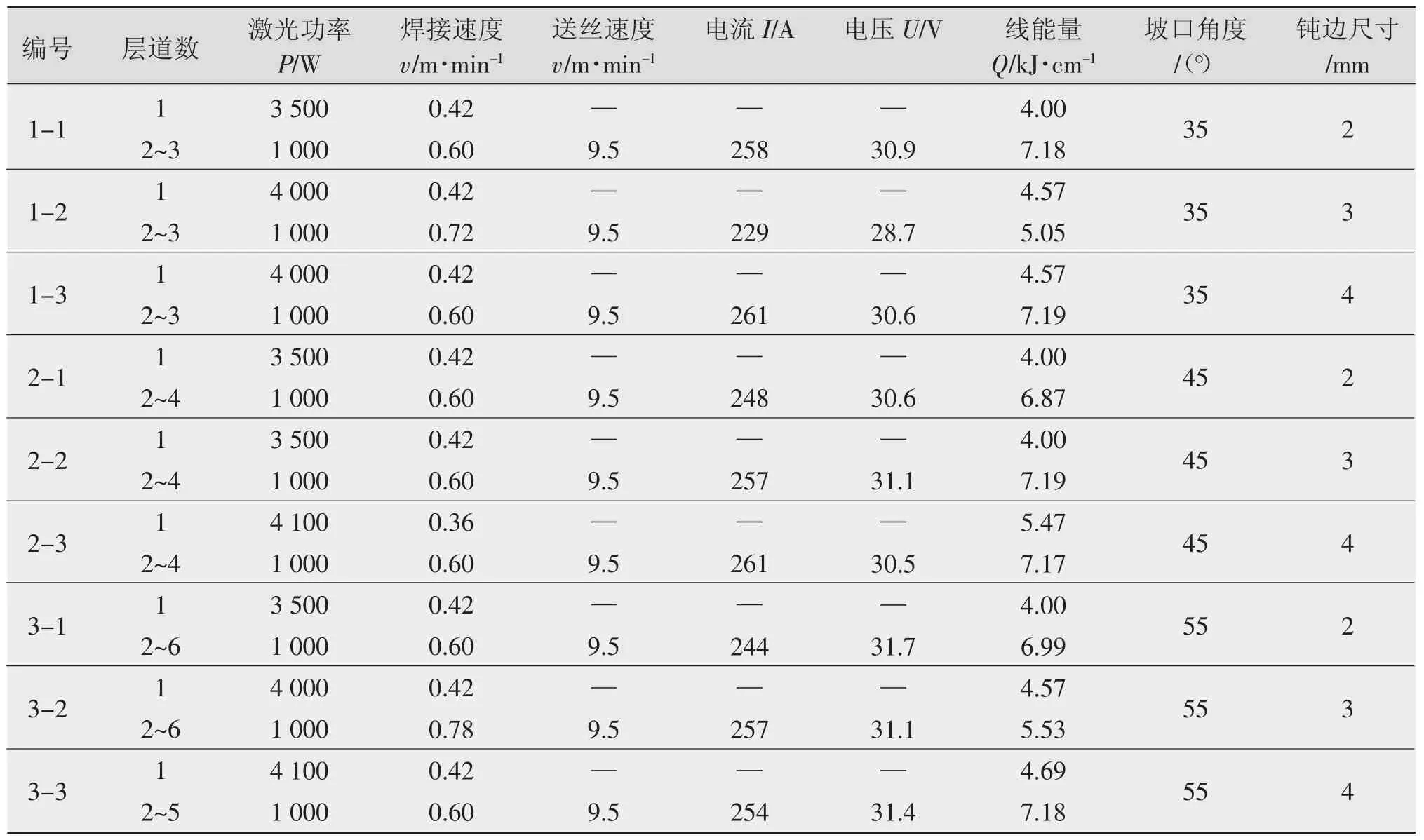
表2 激光-MAG复合焊坡口焊接参数
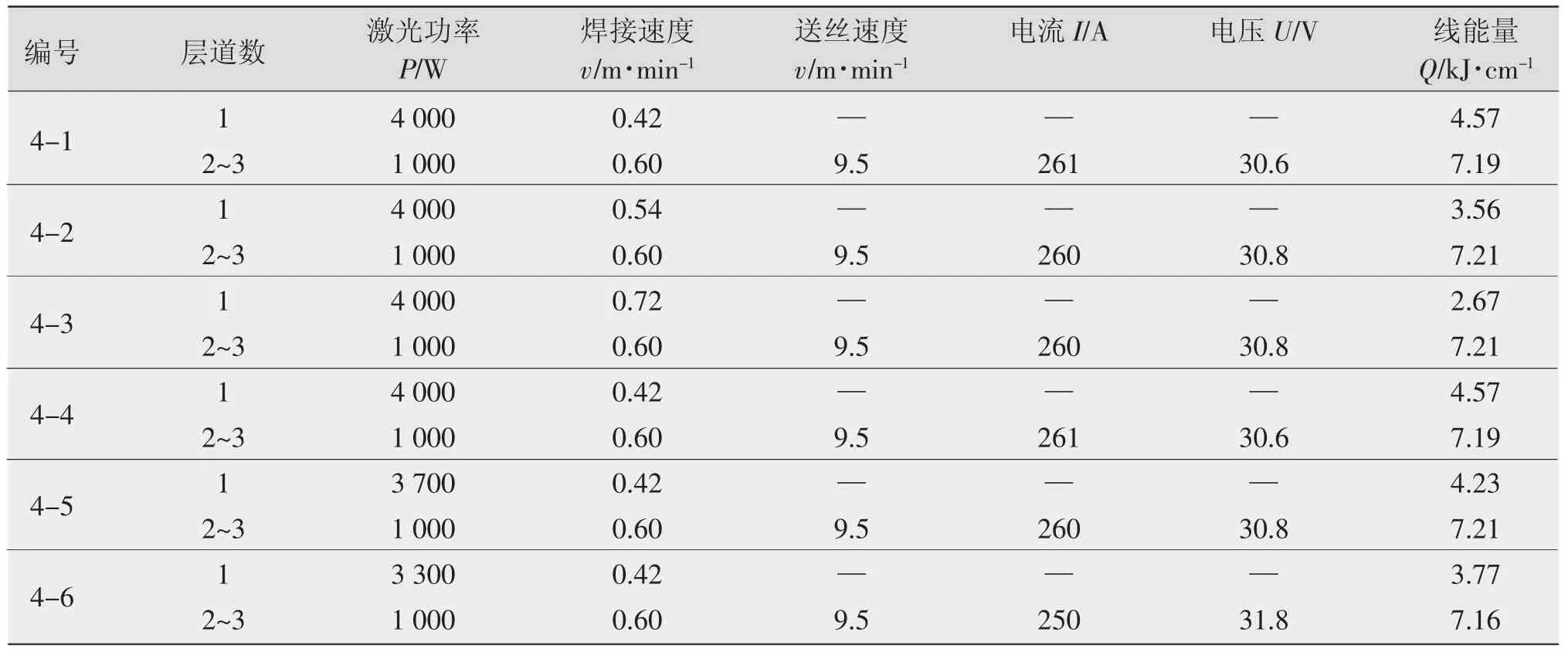
表3 激光-MAG复合焊工艺优化参数
当激光功率为4 kW,焊接速度由0.42 m/min增加至0.72 m/min时,焊接线能量由4.57 kJ/cm减小为2.67 kJ/cm,焊缝熔透情况变差,背面熔透不连续。焊接速度0.42 m/min,激光功率按4 kW、3.7 kW、3.3kW依次减小,在激光功率为3.7kW时,焊缝背面后段熔透情况较差;激光功率减小为3.3kW时,背面基本无熔化金属成型,该试验结果表明激光功率的变化对焊缝熔透有显著影响。
2.3 接头的金相组织和硬度分析
分析焊接接头的微观组织及其形成原理,对解释焊接接头的综合力学性能具有实际意义。接头的显微组织照片如图4所示,焊缝组织主要为白色先共析铁素体沿原奥氏体柱状晶晶界分布,少量无碳贝氏体由晶界伸向晶内,晶内为针状铁素体和珠光体,局部为一定量的粒状贝氏体。热影响区组织主要为先共析铁素体同时存在少量的珠光体和贝氏体;母
材组织为等轴状铁素体和珠光体,由于母材的供货状态是热轧状态,因此枝晶偏析和杂质在加工过程中被拉长,呈现出黑色带状组织的特点[3]。
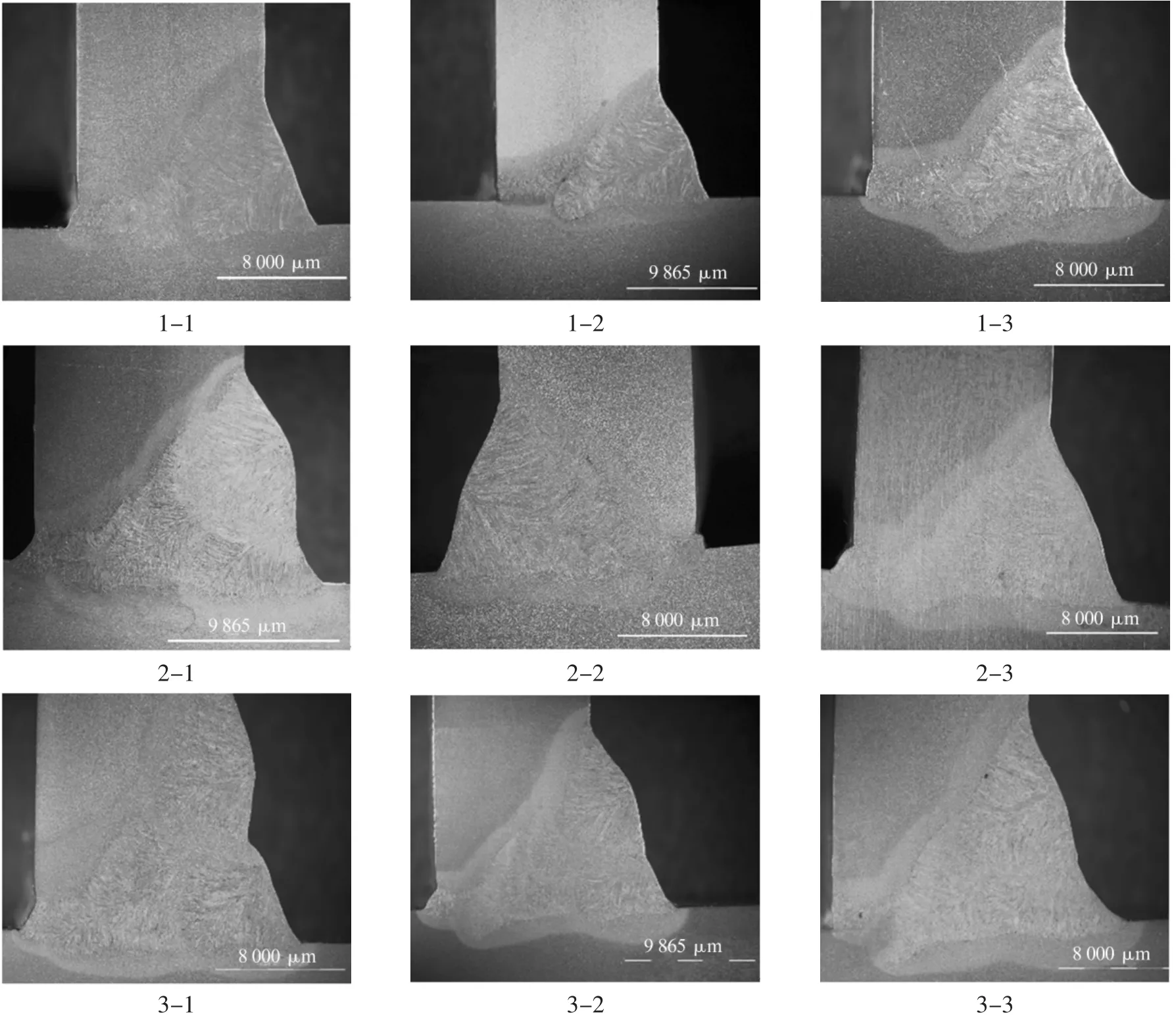
图2 焊缝宏观断面形貌
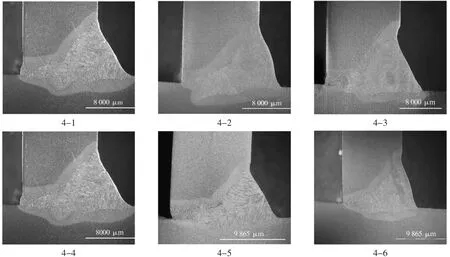
图3 焊缝宏观形貌
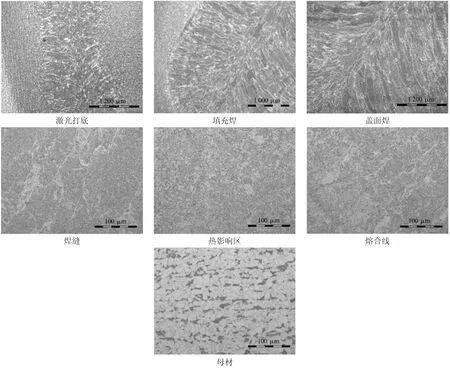
图4 接头金相组织
测试得到的接头硬度分布如图5所示。由图5可知,接头三道焊缝的硬度由母材到焊缝呈现逐渐增加的趋势,母材的硬度值最低,热影响区宽度约为3 mm。焊缝区域硬度由高到低分别为:打底焊、填充焊、盖面焊。
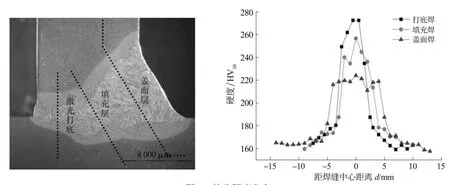
图5 接头硬度分布
打底层焊接采用单激光打底,因此其焊缝组织冷却速度快,组织硬度较高。焊接接头硬度为220~270 HV,其中焊缝、热影响区硬度值较高,接头的最高硬度值为274 HV,均低于标准规定的退火状态下最高硬度值320 HV。
3 结论
(1)采用激光/激光-MAG复合热源焊接板厚12 mm的SMA490BW耐候钢角接时,采用单激光打底焊接可以保证焊透,并能减小所用坡口角度。试验优化得到的坡口尺寸为:坡口角度35°,钝边尺寸4 mm。优化后的打底焊参数:激光功率4 kW,焊接速度0.42 m/min;填充盖面焊参数:激光功率1 kW,焊接速度0.6m/min,送丝速度9.5m/min,电流260A,电压30.8 V。
(2)对优化参数后得到的焊接接头进行组织、硬度测试分析,结果表明激光-MAG复合焊接头无明显的淬硬性组织;接头硬度范围为190~288 HV,其中焊缝、热影响区硬度值较高,接头最高硬度值为274HV,低于标准规定的最高硬度值320 HV。
[1]何柏林,于影霞,史建平,等.应力集中系数对转向架用16MnR钢对接接头疲劳寿命的影响[J].中国铁道科学,2013,34(6):89-92.
[2]李丹丹,张志毅,史春元.多次补焊对SMA490BW钢焊接过热区冲击性能的影响[J].热加工工艺,2011,40(17):161-166.
[3]陶传琦,吴向阳,王秋影,等.SMA490BW耐候钢激光-MAG复合焊与MAG焊对比研究[J].电焊机,2014,44(12):35-39.
[4]彭国平,高文慧,王海涛,等.转向架用SMA490BW钢激光-MAG复合焊接头残余应力[J].电焊机,2015,45(4):158-160.
[5]吴向阳,陶传琦,齐维闯,等.动车组构架激光-MAG复合热源焊接工艺参数[J].大连交通大学学报,2013,34(6):23-26.
Laser/laser-MAG hybrid welding process parameters for fillet joints of weather-resistance steel
WU Xiangyang1,ZHANG Zhiyi1,SUN Zhongwen2,SHEN Lin3,HE Shuang3
(1.CSR Qingdao Sifang Co.,Ltd.,Qingdao 266111,China;2.Ji'nan Railway Bureau,Qingdao 266111,China;3.Research Center of Sichuan Advanced Welding and Surface Engineering,Southwest Jiaotong University,Chengdu 610031,China)
In order to solve the incomplete penetration problems existing in the bogie frame welded by conventional MAG welding,laser/laser-MAG hybrid welding technology was adopted for the fillet joints of weather-resistance steel.By analyzing the weld penetration and weld shape,the groove angel,blunt edge size and welding parameters were obtained.The optimized groove angel was 35°,and the blunt edge size was 4 mm.The microstructure analysis showed that no obvious hardened structure existed in welding joint.The hardness test results meet the relevant standards.
weather-resistance steel;laser/laser-MAG hybrid welding;welding process parameters
TG456.6
A
1001-2303(2016)10-0102-06
10.7512/j.issn.1001-2303.2016.10.21
献
吴向阳,张志毅,孙中文,等.转向架耐候钢角接接头激光/激光-MAG复合焊工艺[J].电焊机,2016,46(10):102-107.
2015-12-30
吴向阳(1983—),男,江苏连云港人,在读硕士,工程师,主要从事高速列车转向架焊接工艺、机器人二次应用开发与系统集成技术等研究工作。
猜你喜欢
中国金属通报(2022年1期)2022-06-02
建材发展导向(2021年7期)2021-07-16
腐蚀与防护(2020年12期)2021-01-19
探索科学(学术版)(2020年4期)2021-01-18
上海金属(2020年6期)2021-01-04
中华养生保健(2020年3期)2020-11-16
中国新技术新产品(2020年6期)2020-06-19
四川冶金(2019年5期)2019-02-18
电子制作(2018年17期)2018-09-28
中华诗词(2018年1期)2018-06-26
